数控机床的一般操作步骤
1.工件程序的编辑与输入
加工前应首先分析和编制工件的加仁工艺和加工程序,如果工件的加工程序较长或复杂 时.就不要在上编程,而采用编程机或计算机编程,然后通过软盘或通信接口备份到数控机 床的数控系统中。这样可以避免占用机时,增加加工的辅助时间。
2.开机
一般是先开主电源, 这样数控机床就具备了开机条件, 启动一个带钥匙按钮数控系统和机床 同时都上电,数控机床系统的 CRT 上显示出信息,同时检查机床的液压,气动、各进蛤轴 及其他辅助设备的连接状态。

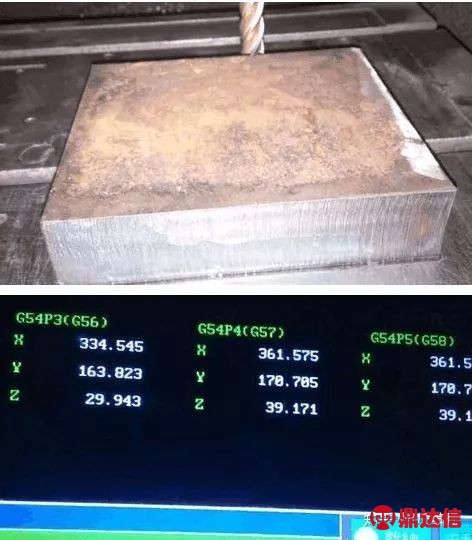
3.固参考点
机床加工前先建立机床各坐标的移动基准。对于增员控制系统的机床应首先执行这一步。

4.加工程序的输入调用
根据程序的介质(磁带、磁盘),可以用磁带机、编程机或串口通信输入,若是简单程序可直 接采用键盘在 CNC 控制面板上输入,或在 MDI 的方式下逐段输入遥段加工。在加工前还必 须输入加丁程序中的丁件原点、参数、偏置量、各种补偿值。
5.程序的编辑
辖入的程序若需要怪改时,应将工作方式选择开关置于编辑的位置。利用编辑健进行增加、 删除、更改。
6.程序的检查与调试
首先将机床锁住, 只运行系统。 这一步霹是对程序进行检查, 若有错误, 则需重新进行编辑。
7.工件的安装与找正
对要加工的下件进行安装找正,建立基准。方式采用手动增量移动,连续移动或手摇轮移动 机床。将起刀点对到程序的起始处,并对好刀具的基准。

8.启动坐标轴进行连续加工
连续加工一般采用存储器中的程序加丁。 数控机床加工中的进给速度可采用进给倍率开关调 节,加工中可以按进给保持按钮,暂停进给运动观察加工情况或进行手工测量。再按下循环 启动按钮即可恢复加工,为碗保程序正确无误,加丁前应再复查一遍。在铣削加工时,对于 平面曲线丁件,可采用铅笔代替刀具在纸上画工件轮廓,这样比较直观,若系统具有刀具轨迹,模拟功能则可用于检查程序的正确性。
9.关机
加了结束后、关闭电源前,注意检查数控机床的状态及机床各部件位置。先关机床电源,然 后再关系统的电源,最后关闭总电源。

最新创建圈子
 西门子圈 2020-02-24
圈主:admin 帖子:1
西门子圈 2020-02-24
圈主:admin 帖子:1 机加工圈 2020-02-24
圈主:admin 帖子:10
机加工圈 2020-02-24
圈主:admin 帖子:10 真空吸盘圈 2020-02-24
圈主:admin 帖子:7
真空吸盘圈 2020-02-24
圈主:admin 帖子:7 气缸技术圈 2020-02-24
圈主:admin 帖子:5
气缸技术圈 2020-02-24
圈主:admin 帖子:5 英语角圈 2020-02-24
圈主:admin 帖子:2
英语角圈 2020-02-24
圈主:admin 帖子:2