
图1 扁平吸盘和波纹型吸盘
橡胶真空吸盘是机械手组成部分,也是真空设备执行器之一,是搬运系统和工件之间的连接部件,柔软又有弹性的吸盘确保不会损伤工件[4~5]。真空吸盘主要分为扁平吸盘和波纹吸盘两种种类(如图1),适用于表面光滑、平整及高度不一、不均匀的工件。橡胶真空吸盘主要应用于金属板材、玻璃行业、包装行业、塑料制品以及碟片行业,根据产品使用环境不同,涉及到的橡胶胶种有丁腈橡胶、硅橡胶、天然橡胶等。本文根据实际生产产品情况分析,通过对基体材料丁腈橡胶试验,研制出符合要求硫磺硫化-高回弹、低变形、优异的耐油性能,良好的老化、耐磨、物理机械性能等的浅色橡胶真空吸盘。
1 实验
1.1 原材料
生胶的选择:根据产品使用频率和使用状态,此产品应具备较好的弹性和变形能力,当生胶分子量大时,分子间作用力增大,大分子链不易移动,物理机械性能和弹性变大[6]。本文选择综合性能较好的丁腈橡胶2865C,丙稀腈含量28%,门尼黏度![]() ,朗盛台橡胶(南通)化学工业有限公司生产。
,朗盛台橡胶(南通)化学工业有限公司生产。
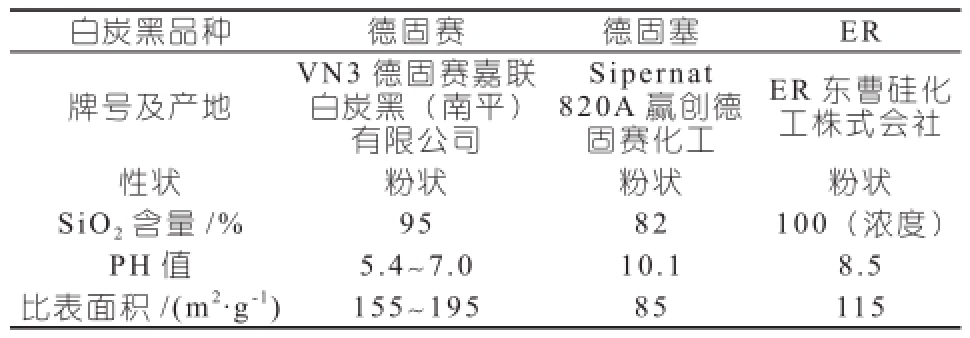
补强剂:丁腈橡胶为非结晶橡胶,无自补强性,必须补强才有使用价值[7]。考虑到本产品颜色为浅色,故选用浅色补强材料。丁腈橡胶白色补强剂,以白炭黑补强效果最好[8]。本文选择3种白炭黑变品种试验,如表1。
表1 不同白炭黑性能参数
增塑剂:为避免加工工艺差,因而加入增塑剂降低黏度,提高塑性、改善工艺性能及其他物性,选择市售环保聚酯类增塑剂TP-95。
填充剂:选用市售硅澡土N85及499做对比试验。
防老剂:丁腈橡胶耐大气和热氧老化性能均优于天然橡胶,但耐臭氧老化性能很不稳定,考虑到本产品涉及老化及臭氧要求,故选择市售浅色防老剂AFS并用酚类防老剂264及防护蜡使用。
硫化剂:根据产品的要求,同时也为获得综合性能较好的产品,本文硫化体系将选硫磺硫化体系,品种有DM、S、TT,市售。
活性剂:选择无机和有机及硅烷偶联剂,均市售。品种有氧化锌、硬脂酸、SI69。
1.2 仪器与设备
XK160-320型开放式炼胶机和QLB-63T型平板硫化机,江都市新真威实验机械有限公司;UR-2030SD型发泡硫变仪,台湾优肯科技股份有限公司;CMT4202型微机控制电子万能试验机,深圳新三思计量技术有限公司;401-A热氧老化箱,江苏新真威试验机械有限公司;TY-4069阿克隆磨耗机、压缩永久变形器、TY-5004低温脆性试验仪,江苏天源试验仪器有限公司;GT-7042回弹仪,高铁检测仪器有限公司。
1.3 试样制备
将开炼机辊距调到l mm,先将丁腈橡胶薄通塑炼,然后把辊距调到2 mm左右,将塑炼后的生胶放入开炼机,待胶料包辊后,依次加入硬脂酸、防老剂、炭黑和软化剂,最后加入硫化交联助剂,分别打三角包、薄通各5次,然后出片。停放16 h后,在100T电热平板硫化机上硫化试片及硫化公称直径 Φ40产品,硫化温度为160 ℃。
1.4 性能测试
力学性能分别按GB/T 528—1998,GB/T 529—1999,GB/T 53l—1999测试。耐热空气老化性能按GB3512—2001测试,压缩永久变形性能按GB/T 7759—1996,阿克隆磨耗按GB/T1689—1998,低温脆性按GB/T1682—1994,耐油试验按1690—2010 ,臭氧老化按GB/T7762—2003等其他性能均按相应的国家标准或行业标准进行测试。
2 结果与讨论
2.1 不同补强剂对丁腈橡胶及产品的性能影响
从表2可以看出,使用VN3沉淀法白炭黑的拉伸强度、扯断伸长率、定伸应力、磨耗性能最高,耐油性能也最好,这说明材料粒径越小,补强性能越高。同时实际操作中材料最难分散。2号碱性白炭黑因比表面积最小,故补强性能最差,表现为故物理机械性能也最差,因PH呈碱性,没有对主体材料硫化产生较大影响,硫化较充分,3 min永久变形和回弹性最好。3号ER白炭黑各方面性能介于其他两种之间,综合考查,选用3号作为填充剂比较合理。
表2 不同补强剂性能对比
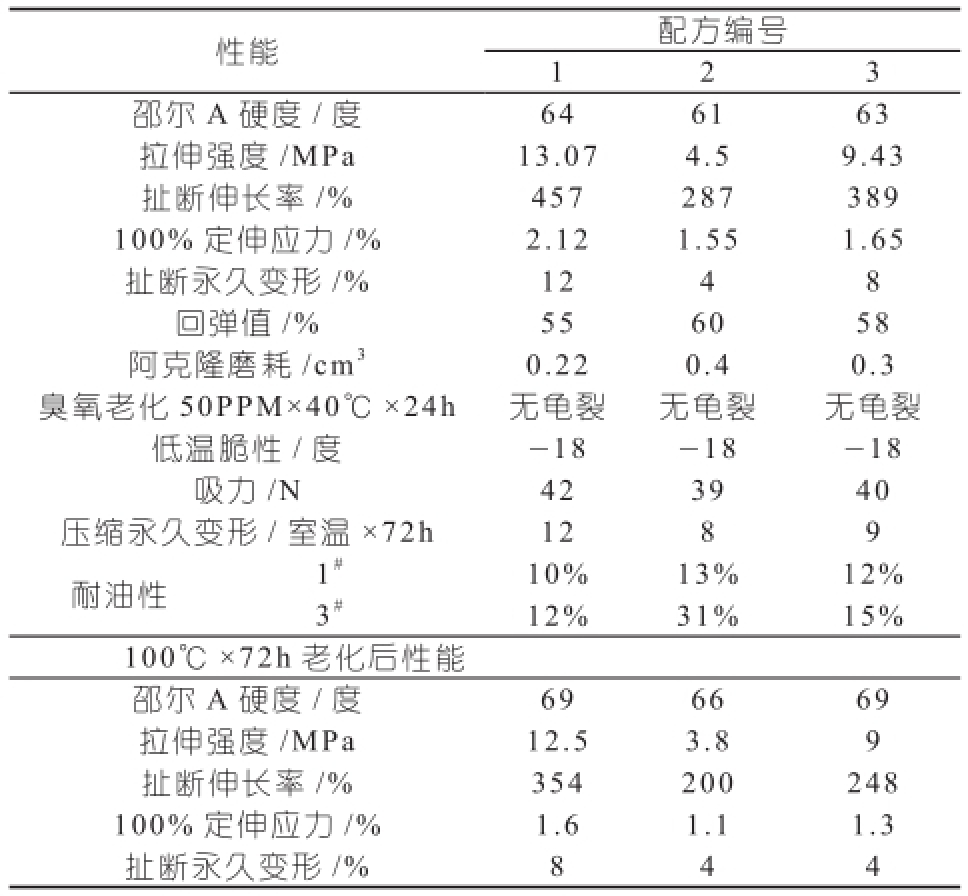
注:配方:丁腈橡胶 100,氧化锌 5,硬脂酸 1,聚乙二醇 2,硅烷偶联剂 1,防老剂AFS 1.5,防264 1.5,防护蜡 1,白炭黑35 变品种,增塑剂tp-95 4,促进剂DM:TT:S 计3.8。
2.2 不同填料对丁腈橡胶及产品的性能影响
由表3可以看出,不论1号还是2号填料的加入,都对材料性能产生了一定的影响,包括拉伸强度、扯断伸长率、回弹性、压变、磨耗等性能均呈下降趋势;且由于填充剂的加入,耐油性能也发生较大变化。两种材料相比,2号相对较好,但因产品性能要求,故填充剂不适合在本产品中使用。
表3 不同填料性能对比
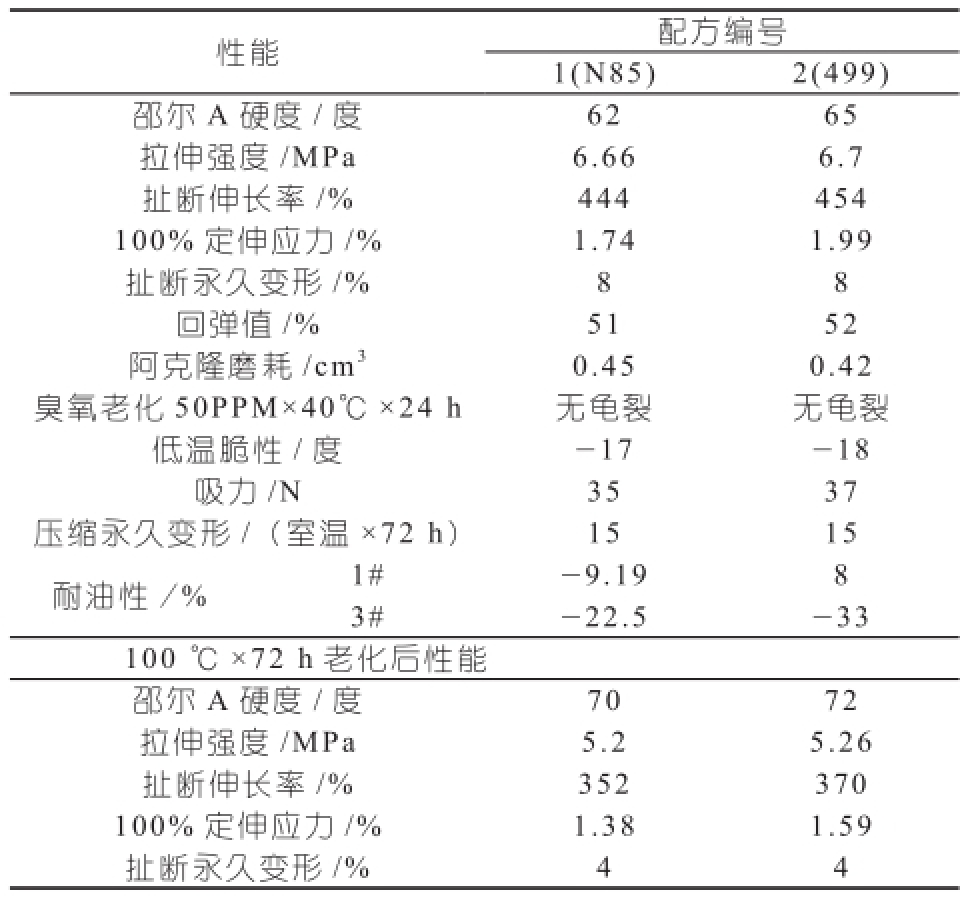
注:配方:丁腈橡胶 100,氧化锌 5,硬脂酸 1,聚乙二醇2,硅烷偶联剂 1,防老剂AFS 1.5,防264 1.5,防护蜡 1, 5,白炭黑(3) 35 ,填料 15 变品种,增塑剂tp-95 4,促进剂DM:TT:S 计3.8。
3 成品试验
通过以上补强剂、填充剂性能对比,确定真空吸盘配方如下:丁腈橡胶:100,氧化锌:5,硬脂酸:1,聚乙二醇:2,硅烷偶联剂:1,防老剂AFS:1.5,264:1.5,蜡:1,白炭黑ER:35 ,增塑剂tp-95:4,促进剂DM:TT:S 计3.8。
将此配方进行实际应用生产制得产品,安装使用,效果良好。使用寿命超过100万次。
3.1 生产工艺
混炼:将塑炼好的生胶投入密炼机,按上述试样制备加料顺序投料,排胶温度130 ℃,混炼12 min至开炼机出片、停放待用。
硫化:先将金属件表面处理(除油-抛光-磷化),涂胶黏剂、烘干,后将加硫后的材料裁剪好一起放入预热好的模具共硫化,165 ℃×8 min硫化制品;修边,包装。
4 结语
(1)根据产品使用环境、条件,选择合适主材,本文选择综合性能较好的丁腈橡胶2865C。
(2)作为配方的重要组成部分-补强剂,本文通过对比试验,得出3号白炭黑具有综合性能优良的特点,适合在该产品中使用。
(3)填充剂的加入使得产品各方面性能相对降低,故不适合在本产品中使用。
(4)通过成品试验、检测,实际使用证明产品质量稳定,能满足用户使用要求。
参考文献:
[1] 韩梦丹,邹晓宇.浅谈机械手及其应用与发展前景[J] .企业技术开发,2012(31-2):79~80.
[2] 马浩源.浅谈工业机械手[J].商情,2011(12)154.
[4] 李雪梅,曾德怀,丁峰.真空吸盘的设计与应用[J].液压与气动,2004(3):48.
[3.5] 陆鑫盛,周洪.气动自动化系统的优化设计[M].上海:上海科学文献出版社出版,2000. 234~243.
[6] 王忠超.丁腈橡胶性能影响因素研究[D].兰州:西北师范大学,2012.6.
[7.8] 山东化工学院橡胶工艺教研组.丁腈橡胶加工与应用[M].北京:石油化学工业出版社,1978.74~75.


