
摘要 通过理论分析与试验,探讨低温绝热气瓶的抽真空技术和效果,给出一套适合低温绝热气瓶定期检验的新的抽真空工艺。
关键词 低温绝热气瓶 抽真空 内加热
一、引言
低温绝热气瓶是指适用于在正常环境温度下使用,设计温度≥-196℃,工作压力0.2~3.5MPa,盛装介质液氧、液氮、液氩、液态二氧化碳、液化天然气、氧化亚氮等低温液化气体的可重复充装的特种气瓶。低温气瓶具有安全可靠、使用方便、装载率高、气体纯度高等特点,已被各行各业广泛用于替代传统高压钢制气瓶。
在检验实践中发现有些被检低温气瓶夹层真空度有缺失,甚至有的真空度高达1kPa。抽取真空后,数日甚至数小时内,真空度反弹甚至丧失,说明夹层的漏率超标,出现漏点。运用超声、射线、磁粉和渗透等常规无损探伤的方法检查都不能查出漏点。漏点有可能出现在任何地方,如焊缝、母材、抽真空拉拔接口等,所以必须采取氦检漏技术。氦检漏技术水平的高低直接影响着气瓶夹层抽真空的成功与否,是保证抽真空效率的重要条件。
二、工作原理及基本结构
氦质谱检漏仪是在真空检漏技术中用得最普遍的检漏仪器,是以氦气作为检漏气体,对真空设备及密封器件的微小漏隙进行定位、定量和定性的专用检漏仪器。由于氦气具有无色、无臭、无活性、不可燃、渗透力强的特性,同时氦分子在质谱检漏仪器高真空环境下扩散速度很高,用氦气作为检漏气体其本底噪声低,分子质量及粘滞系数小,因而极易通过漏孔并易扩散。将这种气体碰到接有氦质谱检漏仪的被检气瓶上,若气瓶某一部位有漏孔,则氦质谱检漏仪立即有所反应,从而可知漏孔所在位置及检测到漏气量大小。
氦质谱检漏仪是根据质谱学原理(图 1)制成的磁偏转型的质谱分析计,其结构主要由进样系统、离子源、质量分析器、接受放大器、冷阴极电离真空计组成。离子源是气体电离形成的一束具有特定能量的离子。
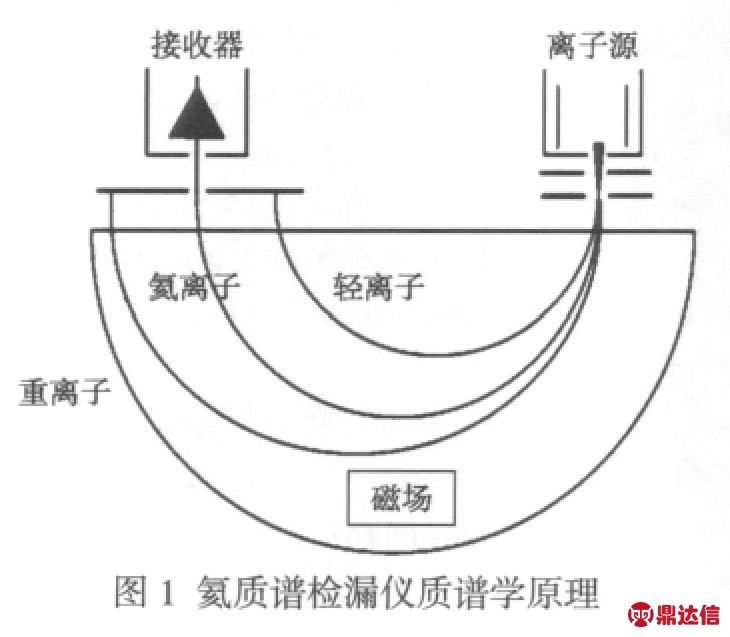
质量分析器是一个均匀的磁场空间,不同离子的质荷比不同,在磁场中就会按照不同轨道半径运动而进行分离,在设计时只让氦离子飞出分析器的缝隙,打在接收器上。接收放大器收集氦离子流并送入电流放大器,通过测量离子流就可知漏率。
三、低温绝热气瓶夹层真空氦检漏工艺
低温绝热气瓶由内胆、外壳、蒸发器、支撑系统、绝热层、吸附剂组成,其中绝热层由高反射率的反射屏(铝箔或镀铝涤纶薄膜等)与导热系数低的材料(玻璃纤维制作的布或纸及尼龙网等)作隔热物互相叠加而成。多层缠绕纤维是绝热依靠,低温绝热气瓶是通过抽气嘴对夹层进行抽真空来达到真空绝热的目的。氦检漏工艺是指用氦质谱检漏仪对真空夹层进行检漏的工艺,氦检漏工艺的优劣是影响气瓶返修抽真空效果的关键环节。
1.氦检漏前的准备工作
检漏前要先去除气瓶外表面的油垢、污物,再对焊缝进行清洁处理,目的是为了使漏孔不被污物、油、有机溶剂等堵塞并使检漏仪器不被污染。为了提高检漏效率,节省氦气,也可以采用50%氮气加50%氦气的混合气体。
检漏前还应对气瓶预抽真空处理,将加热棒置于内胆中进行加热,当内胆温度到达一定值时,开始预抽真空,当夹层真空度<100Pa时,可以进行氦检漏。
2.氦检漏方法
目前,常州分院采用的氦质谱检漏仪为PHOENIX L氦质谱检漏仪(德国莱宝公司)。它内置标准漏孔,可在任何时候对仪器进行校正,最小可检到5×10-1lPa·m3/s的漏率。常用的有两种检漏方法,即氦罩法和喷吹法。检漏时,先用氦罩法进行总漏率的测定,当总漏率超出允许值后再用喷吹法进行漏孔的定位工作。
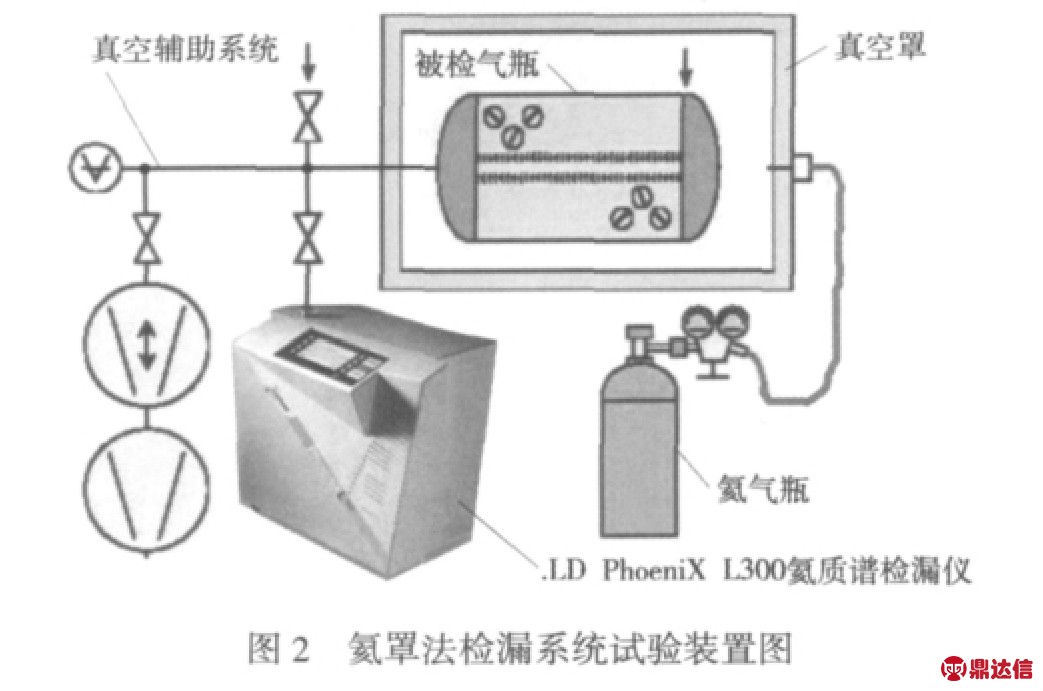
(1)氦罩法测总漏率。氦罩法是用一个检验罩把被检气瓶包起来(图2),检漏时先排除罩内空气,再冲入100kPa的氦气(或者混合氦气)。当检漏仪输出指示有较大变化时(参考GB 24159—2000设定总漏率为 6×10-8Pa·m3/s),表明处于氦罩下的被检气瓶有漏孔。
气瓶氦罩法氦检漏的工艺过程:整体氦罩法,要求用塑料薄膜将整个气瓶包裹,塑料薄膜搭接部位用胶带粘好,底部边缘要压紧,使之形成一个封闭的氦罩。
充氦口应尽量开在氦罩的最低处,充氦时必须有专人监视检漏仪,并把信息报告充氦人员。待整个氦罩全部鼓起后,氦气在罩内至少保持15min。然后用喷吹法找出漏点位置并作上标记进行补焊。补焊完成后,对补焊位置再次进行抽真空检漏。
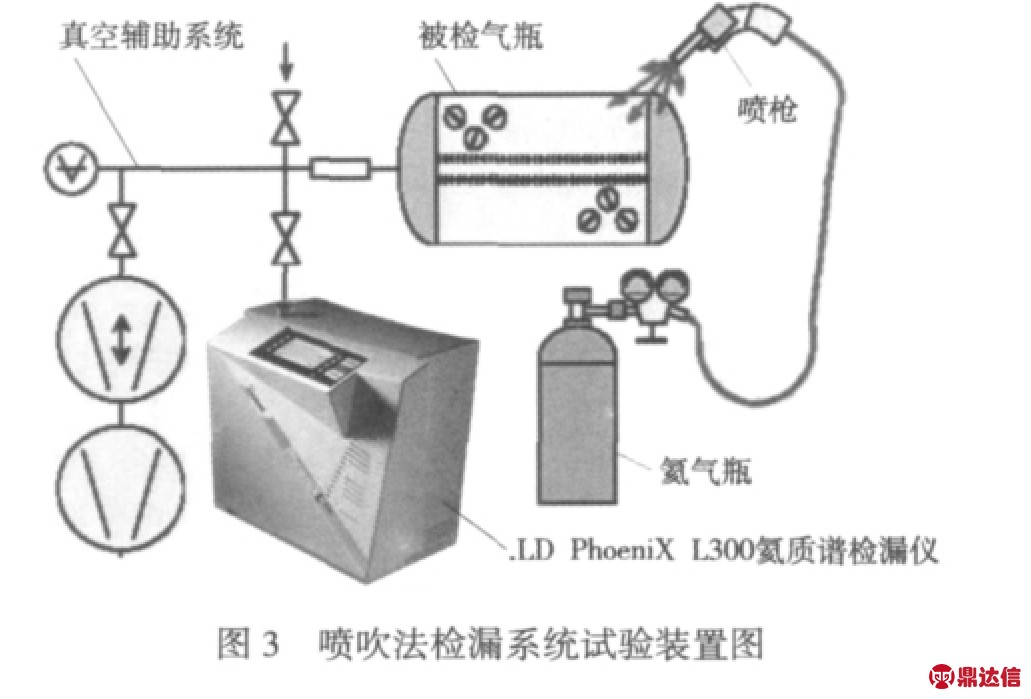
(2)喷吹法确定漏孔位置。喷吹法是最常用、最方便的检漏方法(图3)。该方法是将被检件接在检漏仪的检漏口,用仪器的真空系统对其抽真空并达到真空衔接与质谱管沟通,然后用喷枪向可疑漏孔吹喷氦气。当有漏孔存在时,氦气就通过漏孔进入质谱仪被检测出。喷吹法检漏应注意几点:①检漏次序应从被气瓶的上方至下方。②大口径的喷嘴一般用于气瓶本体寻找漏孔,小口径喷嘴用于寻找焊道,接管等漏孔。尤其对凹坑、撞击处要重点检查。③检出的漏孔先行修补(用真空泥封堵),再寻找下个漏孔。④检示出漏孔后还应再作几次复验。
检漏过程要细致、全面,操作者要心态良好,通过耐心观察,重复查漏,才能查找到漏源的准确位置。检漏环境要通风良好、清洁、干燥,不得有强电磁干扰和强烈振动,环境温度一般为20±7℃,现场需备有温度和大气压力监测装置。
四、结论
经过以上理论及试验分析,可以得出真空氦检漏的技术工艺特点。
(1)低温绝热气瓶氦检漏检测需配备相应的真空辅助系统。
(2)先用氦罩法进行总漏率的测定,当总漏率超出允许值后再用喷吹法进行漏孔的定位。
(3)工艺简单,操作方便,准确可靠,不需要十分夏杂的设备和材料,气源来源方便。


