
摘 要:真空断路器的作用是电力机车整车与接触网之间的电气引入、退出,同时用于过载和短路保护。储风缸是真空断路器的重要配件,承担着存储气体,为压力气缸传送气压的重要作用,因此对储风缸内部的清洁度有较高的要求。但按照原有的工艺加工出的储风缸无法保证缸内无杂质,使在段运行的机车存在一定的质量隐患,主要介绍通过新的加工工艺彻底解决储风缸惯性质量问题,提高产品质量,保证机车在段运行安全。
关键词:真空断路器; 储风缸; 工艺改进
0 引言
真空断路器的作用是电力机车整车与接触网之间的电气引入、退出,同时用于过载和短路保护。储风缸的作用是储存气体,其工作原理是为压力气缸传送气压,继而推动与活塞相连的肘节结构运动,使辅助连锁伴随主触头动作而产生通断状态的变化,但是由于原有储风缸的加工方法存在不足,致使储风缸内存在杂质而不容易清除,在加工中存在成品合格率较低,产品质量不稳定,所以需改进加工方法,提高储风缸加工的合格率。
1 储风缸设计图纸要求
如图1所示,真空断路储风缸为组焊件,结构复杂,焊接变形较大,且储风缸上φ24+0.021。孔距安装面尺寸为181±0.5,从产品结构及工装等方面考虑,存在几个方面的误差。

图1 储风缸实物图及尺寸要求
左右侧板平面度0.5 mm;
工装的允许误差0.1~0.2 mm;
工装与工件的装配间隙0.1 mm;
焊接变形0.5~1.0 mm;
累计误差为1.2~1.8 mm,已经超出了尺寸公差范围。为保证尺寸要求,故原加工工艺采用焊后加工φ24+0.021。孔的方案,表面采用喷砂钝化处理。这样就造成了加工及表面处理时产生的杂质滞留在风缸中,为质量带来隐患,所以必须对加工方案进行改进。
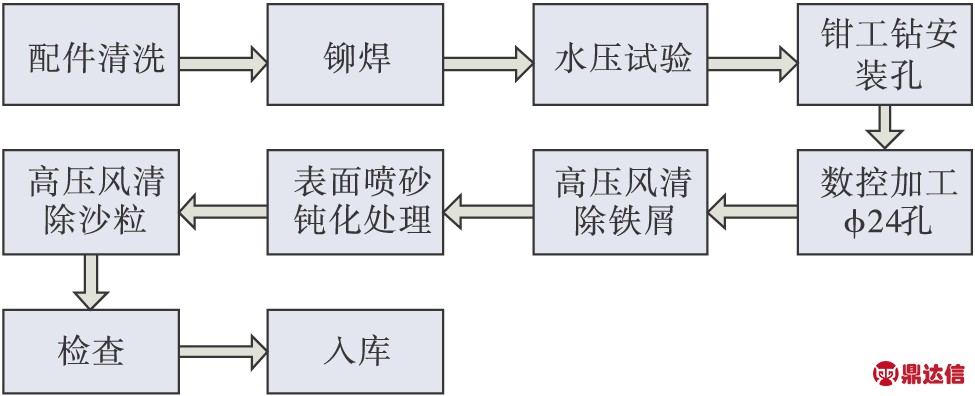
图2 储风缸原加工工艺流程
2 储风缸原加工工艺介绍
如图2所示,储风缸原加工工艺流程是焊后数控加工气路连接块上φ24孔, 这种工艺方案造成储风缸内残留加工铁屑,且后期难以完全清除干净。原加工工艺表面处理为喷砂钝化。喷砂的作用主要有四点。
1)可用作对金属机加件表面的残留污物和微小毛刺进行处理,以去除表面附着层,显露基体本色,表面清理质量可达Sa3级。
2)可用作各种电镀、刷镀、喷涂和粘接工艺的前处理工序,以获得活性表面,提高镀层、涂层和粘接件之间的附着力。
3)可以改变工件表面应力状态,使工件表面硬化,提高零件的耐磨性和抗疲劳强度。
4)可以改变工件表面粗糙度Ra值,可以产生亚光或漫反射的工件表面质量,以达到光饰加工的目的。
表面喷砂处理时,操作者采用了尼龙塞对各孔进行防护,但喷砂时的高压溶液容易把尼龙塞冲飞,致使沙粒进入内腔,进行钝化时,浸入的钝化液使沙粒凝结成团,粘附在内腔壁上,受到震动时会从内壁脱落成为杂质。
3 储风缸改进后的焊后加工工艺介绍
如图3所示,改进后的加工工艺较原加工工艺不同处在于数控加工φ24孔时通过工装将与储风缸缸体内部相连的孔堵住,从一端孔向缸体内通入高压风,避免铁屑和切削液进入缸体。
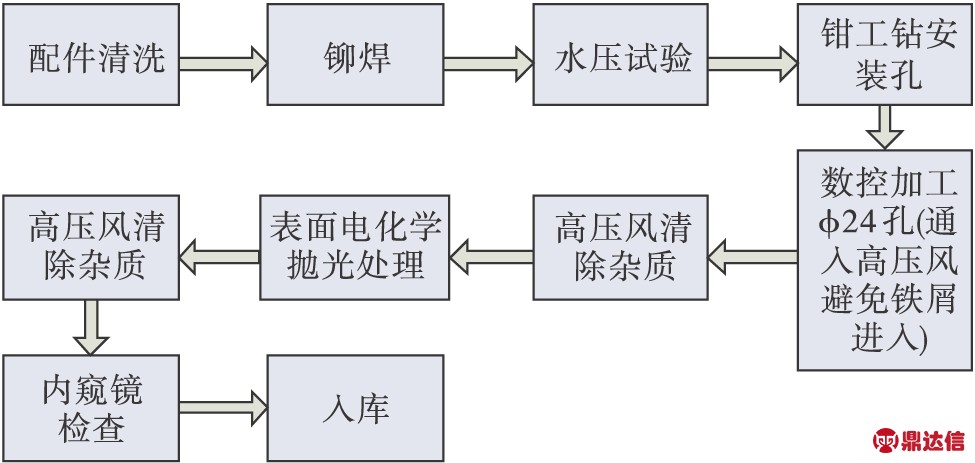
图3 储风缸改进后的焊后加工工艺流程
改进后的加工工艺表面处理由喷砂、钝化改为电化学抛光处理,避免喷砂时缸体内进入砂粒。
使用内窥镜检查,改进后加工的储风缸缸体内无铁屑、砂粒,但焊后加工φ24孔,孔与缸体相交处毛刺难以清理干净,毛刺还有可能掉入缸体内。
为彻底消除储风缸加工过程中缸体内残留杂质的现象,须对储风缸加工工艺采用焊前加工的新工艺方案。
4 储风缸新加工工艺介绍
4.1 储风缸新加工工艺流程
如图4所示,储风缸新的加工工艺流程中各配件均在组焊前完成加工,在保证各配件清洁及无毛刺后再进行组焊,如图4所示。
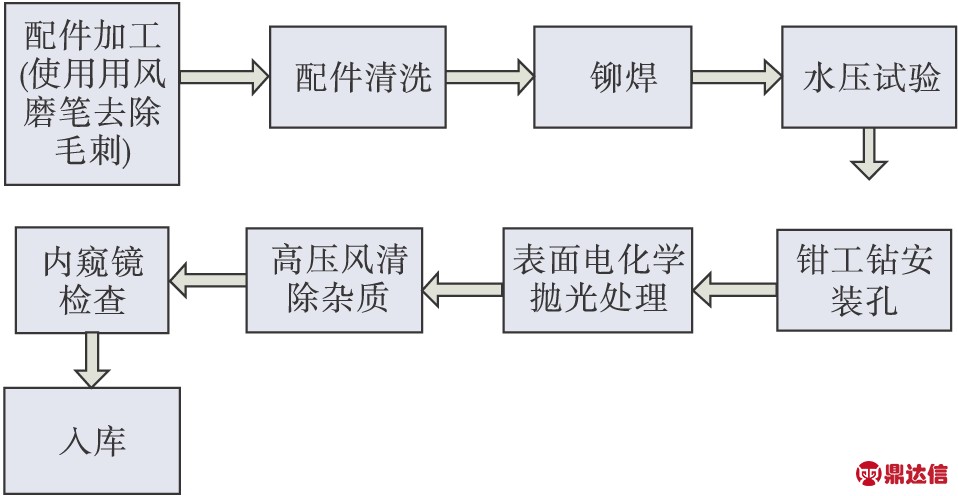
图4 储风缸新加工工艺流程
4.2 配件加工
钳工去毛刺作为配件加工的最后环节,需对配件各处毛刺进行严格清理。储风缸配件的孔多由相交孔组成,且孔较深,普通工具难以去除毛刺,选用专用工具风磨笔进行清理,效果良好。配件上的螺纹孔还需使用干净的丝攻重新过丝,确保螺纹处无杂质。
4.3 配件清洗
为彻底去除配件表面氧化皮和油污等杂质,对储风缸配件进行了喷砂、超声波清洗、酸洗三种表面处理试制。经对比验证,经酸洗处理后的配件表面质量更为理想。完成酸洗后将配件清洗、烘干后用牛皮纸进行独立包装。
4.4 储风缸组焊
储风缸组焊工序在铆焊班完成,组焊前需将不锈钢焊接室的门关好,避免灰尘进入粘附在配件表面,并将工作台、焊接工装及配件清理干净。
为保证气路连接块上φ24孔距安装面的高度尺寸181±0.5,设计制作了焊接工装及焊后铣安装面工装。储风缸环焊缝处焊接质量将影响储风缸内部的清洁度,如果环焊缝处出现焊穿现象,焊穿的金属颗粒可能会在缸体内部脱落,成为缸体内的杂质。试制时对该焊缝处重新做了工作试件,调整了焊接工艺参数。缸体加工由双面坡口改进为单面坡口形式,避免焊接时接触面太薄有焊渣溅入缸内。储风缸组焊完待其冷却后,需用橡胶塞及螺纹堵对其做好防护,防止空气中的粉尘进入内腔成为新的杂质。
4.5 水压试验
水压试验在铆焊班水槽处进行,试验压力1.6 MPa。为避免水槽内有杂质进入储风缸内腔,水压试验直接采用水龙头处流出的自来水。水压试验后需用橡胶塞及螺纹堵对其做好防护。
4.6 钳工钻安装孔
钻安装孔前必须使用橡胶塞及螺纹堵做好防护,避免加工时铁屑进入缸体。
4.7 高压风清除杂质
这道工序在原工艺流程中的作用是用来清除焊后加工的铁屑,新工艺保留这道工序是为了清除水压试验后残留在缸体内的水分,便于内窥镜检查。
4.8 表面电化学抛光
电化学抛光工艺流程如图5所示,电化学抛光过程中需用橡胶塞及螺纹堵做好防护。

图5 电化学抛光工艺流程
完成表面处理的储风缸(如图6所示),在运输前需要用橡胶塞及螺纹堵将孔堵住,并用气泡膜包装完全(如图7所示),避免运输过程中有杂质进入到缸体内。
图6 电化学抛光处理后的储风缸

图7 电化学抛光后使用气泡膜包装
4.9 高压风清除杂质及检查
为了尽可能减少缸体内的灰尘等杂质,新工艺流程最后为高压风清除杂质。清除完成用内窥镜(如图8所示)检查缸内状态是否满足使用要求(如图9所示)。检查后使用橡胶塞及螺纹堵将孔堵好避免转运及存放过程中有杂质进入缸内。

图8 采购内窥镜检查缸体内质量
图9 内窥镜检查缸内内部状
5 结语
通过对储风缸进行工艺攻关,储风缸加工由焊后加工原工艺、焊后加工工艺改进,最后采用焊前加工新工艺替代焊后加工工艺方法,彻底消除了储风缸内残留杂质的现象,达到了工艺攻关的预期目的。


