
摘要:铁钻工是现代化石油生产中重要的自动化辅助设备,为了提高工作效率,必须提高其自动化程度,其中自动找心是实现铁钻工全自动过程的关键技术之一。介绍了铁钻工的工作过程,在此基础上,根据自动找心的要求,提出了自动找心的方法,设计了铁钻工自动找心的控制系统,并搭建了实验平台,进行了相关的试验,验证了所提方案的可行性。
关键词:铁钻工;自动找心;光电传感器;光栅尺
自动化钻井是在20世纪90年代发展起来的一项前沿的钻井技术,是21世纪钻井技术中的主要发展方向。铁钻工为液压动力大钳的替代产品,在钻井平台上能够安全、高效地完成钻具的上、卸扣和紧、冲扣等工作,是现代化石油生产中重要的自动化辅助设备。铁钻工的应用在降低操作人员劳动强度、提高钻井生产效率等方面起到了非常重要的作用,因此提高铁钻工的自动化程度有着重要的意义[1-4]。
铁钻工在上、卸钻具过程中,要求铁钻工夹紧钳中心与钻具中心重合,这样可以避免夹紧系统中圆形导轨的损伤,保证铁钻工设备工作正常。而一般铁钻工多采用人工找心的方法,定位精度及工作效率较低,而且增加了工人的劳动量,对于工人的安全也存在着威胁[5-6]。
针对人工找心方法存在的问题,本文对铁钻工如何实现自动找心的问题进行了研究,提出了自动找心方法,借助于光电传感器与光栅尺测量钻杆直径,设计了控制系统,并搭建了试验平台。
1 铁钻工的工作过程
手臂式铁钻工的结构如图1所示,铁钻工的钳体分为上下两个部分,上部钳体为旋扣钳,下部钳体为夹紧钳(主钳)和冲扣钳(背钳);上下两部分钳体通过连接架与铰接臂的一端连接。
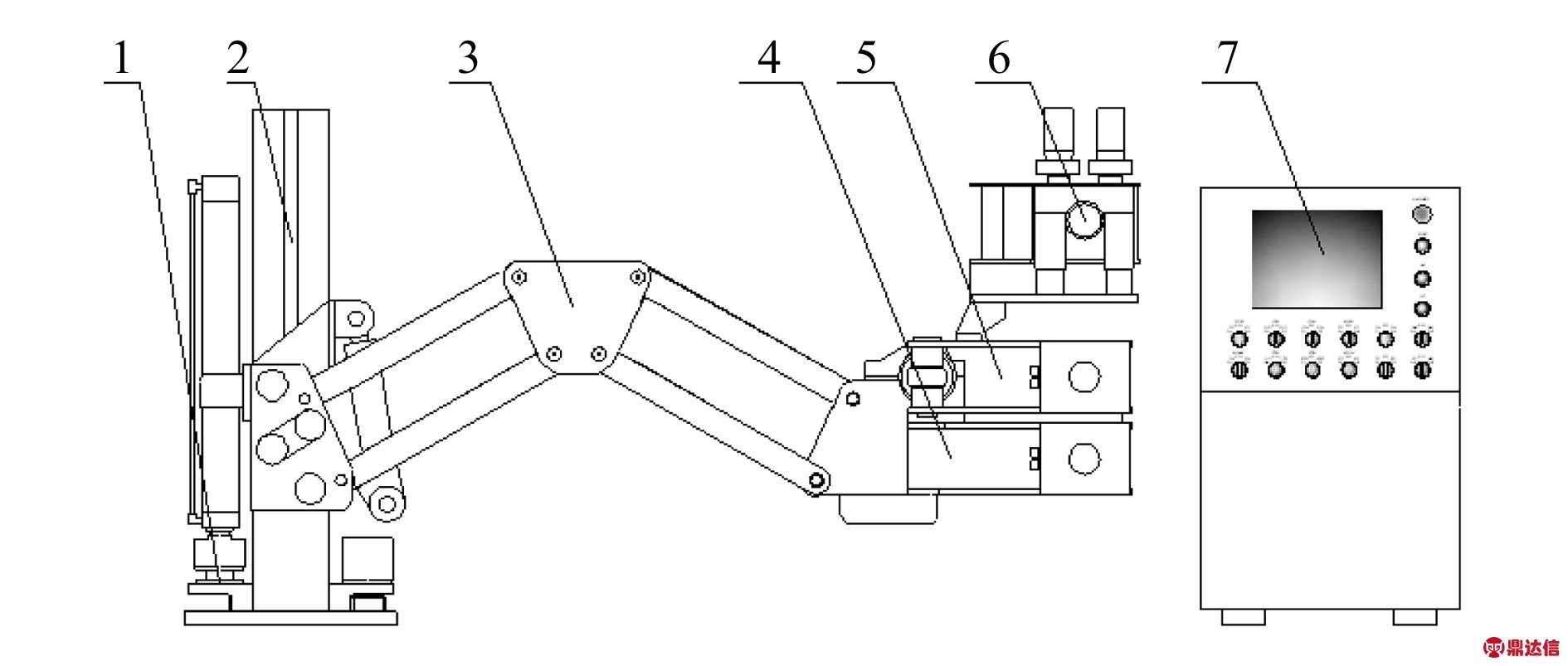
1—底座;2—支撑立柱;3—铰接臂;4—夹紧钳;5—冲扣钳;6—旋扣钳;7—控制柜
图1 新型铁钻工结构简图
上部钳体的工作过程由夹紧钳和旋扣钳配合完成。旋扣钳由2个夹紧油缸、4个旋扣马达、弹簧等组成。旋扣钳上扣过程中,夹紧钳固定下部钻杆,旋扣钳2个夹紧油缸活塞杆伸出,使旋扣钳的摩擦滚筒夹紧上部钻具,4个同步旋扣马达带动摩擦滚筒逆时针转动,通过摩擦力驱动上部钻具顺时针转动,使上部钻具与下部钻具快速旋扣,通过压力变送器检测达到预设扭矩时,4个旋扣马达停止转动,2个夹紧油缸活塞杆缩回,完成旋扣钳的上扣过程。旋扣钳卸扣过程中,旋扣钳夹紧上部钻具,4个旋扣马达带动摩擦滚筒顺时针转动,通过摩擦力驱动上部钻具逆时针转动,直至上下部钻杆完全脱离,完成旋扣钳的卸扣过程。
下部钳体的工作过程由夹紧钳和冲扣钳配合完成。夹紧钳由2个夹紧油缸、1个同步油缸、1个增压缸等组成;冲扣钳由2个夹紧油缸、1个增压缸等组成。上扣过程中,先由夹紧钳与旋扣钳配合完成快速旋扣,旋扣钳松开,冲扣钳的2个夹紧油缸活塞杆伸出,使牙钳夹紧上部钻具,通过冲扣油缸拉动冲扣钳沿着以钻具圆心为中心的轨道顺时针转动,达到上下钻具紧扣的目的,通过压力变送器检测达到预设扭矩时,冲扣油缸停止运动,冲扣钳和夹紧钳分别松开,完成整套上扣过程。卸扣过程中,夹紧钳和冲扣钳配合完成冲扣动作,夹紧钳夹紧下端钻具,冲扣钳夹紧上部钻具,然后冲扣油缸推动冲扣钳沿着以钻具圆心为中心的轨道逆时针转动,完成冲扣动作,此时冲扣钳松开,旋扣钳夹紧,旋扣马达顺时针转动,使上下部钻具完全脱离,完成卸扣过程。
在上述上、卸扣和紧、冲扣过程中,夹紧钳中心与钻杆中心重合(找心)是通过人工完成的,因此在整体工作过程中有高度的人工参与,增加了工人的劳动强度,效率低,且存在一定的安全隐患。本文针对这个问题,提出了自动找心的方法。
2 自动找心精度与找心方法
2.1 自动找心精度
本文使用的铁钻工在整体转动的圆周方向上是浮动的,夹紧钳两油缸同步夹紧,可以将钻杆扶正,从而消除周向误差;在铰接臂径向伸缩时同样存在着误差,称为径向误差,在装配钳体、铰接臂的过程中往往存在着装配间隙,装配间隙在1mm~2mm之间,因此将径向误差控制在1mm之内,就可以很好地用装配间隙补偿径向误差。综合铁钻工周向误差和径向误差,应将自动定心精度控制在1mm之内才能满足铁钻工的钻具自动定心要求。
2.2 自动找心原理
本文提出了基于光电传感器的自动定心方法,其找心原理如图2所示,通过在夹紧钳的两个夹爪中心位置安放光电传感器,利用光电传感器的通断信号完成钻杆直径的测量,通过安装在铰接臂伸缩油缸上的光栅尺计算出钻杆的直径,然后控制伸缩缸的伸缩,从而找到钻杆的中心位置,自动完成钻杆的找心。如图2(a)所示,起始位置时,光电传感器处于接通状态,此时伸缩臂带动夹紧钳向前运动,当发射端发射的激光被钻杆遮住时,如图2(b)所示,光电开关断开,记录当前光栅尺上的脉冲数,夹紧钳继续向前运动,当光线不被钻杆遮住时,如图2(c)所示,光电开关再次接通,记录光栅尺上的脉冲数,与此同时让伸缩臂停止向前运动,通过控制系统使伸缩臂向后运动,运动距离为![]() 其所在位置如图2(d)所示。
其所在位置如图2(d)所示。
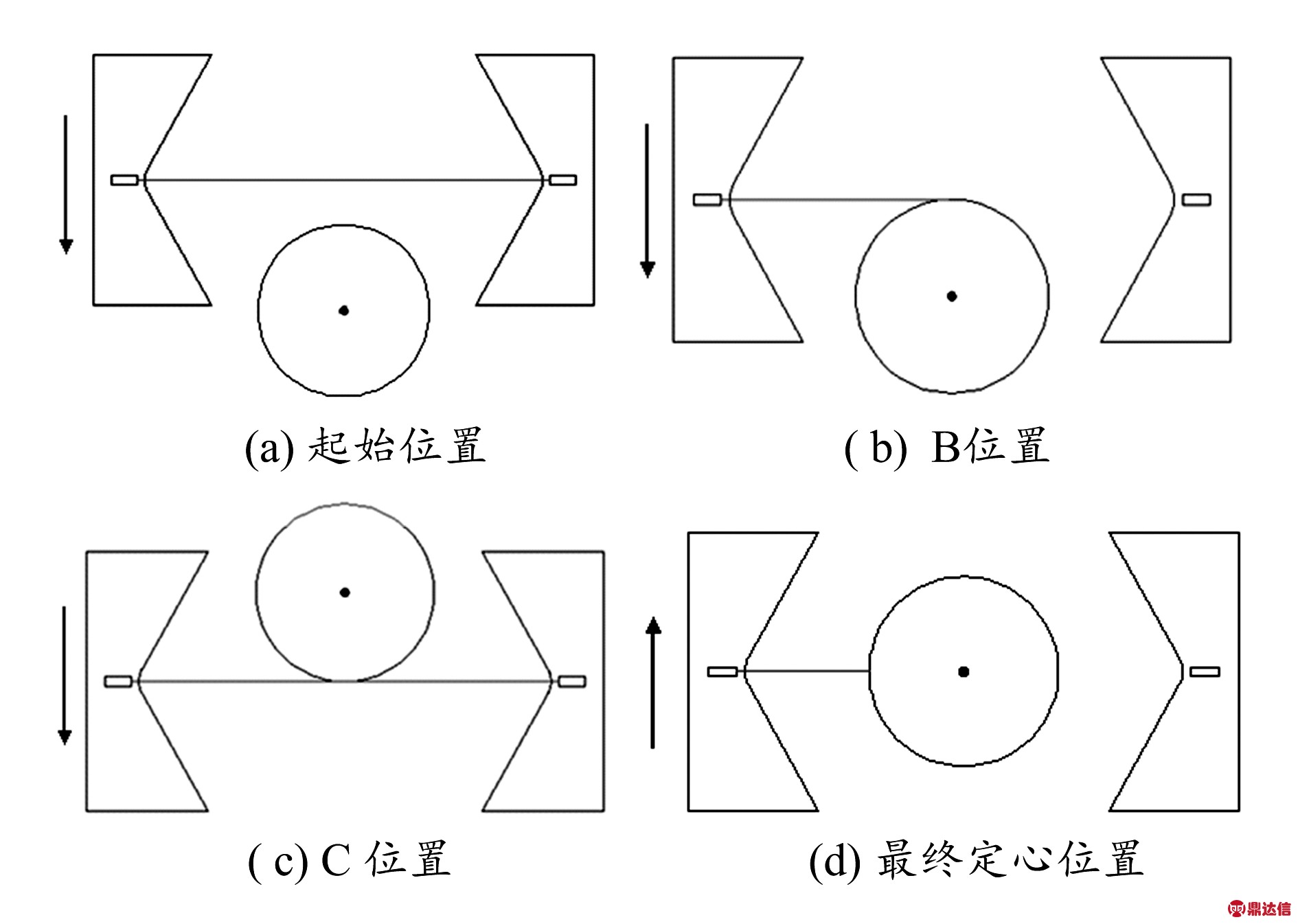
图2 自动找心原理图
3 自动找心实验设计
3.1 实验硬件设计
根据铁钻工的钻具定心要求和自动定心原理,本文选用QLRA12-T10NK-J型光电传感器,其响应时间小于5ms,重复精度不大于5%;光栅尺选用SINO KA-300/5u/320mm/3m/TTL型号的光栅尺,其精度是5μm;控制器选用三菱FX3U-128M型PLC,触摸屏型选用GS2110-WTBD,选用扩展模块FX2N-1HC;其整体接线图如图3所示。
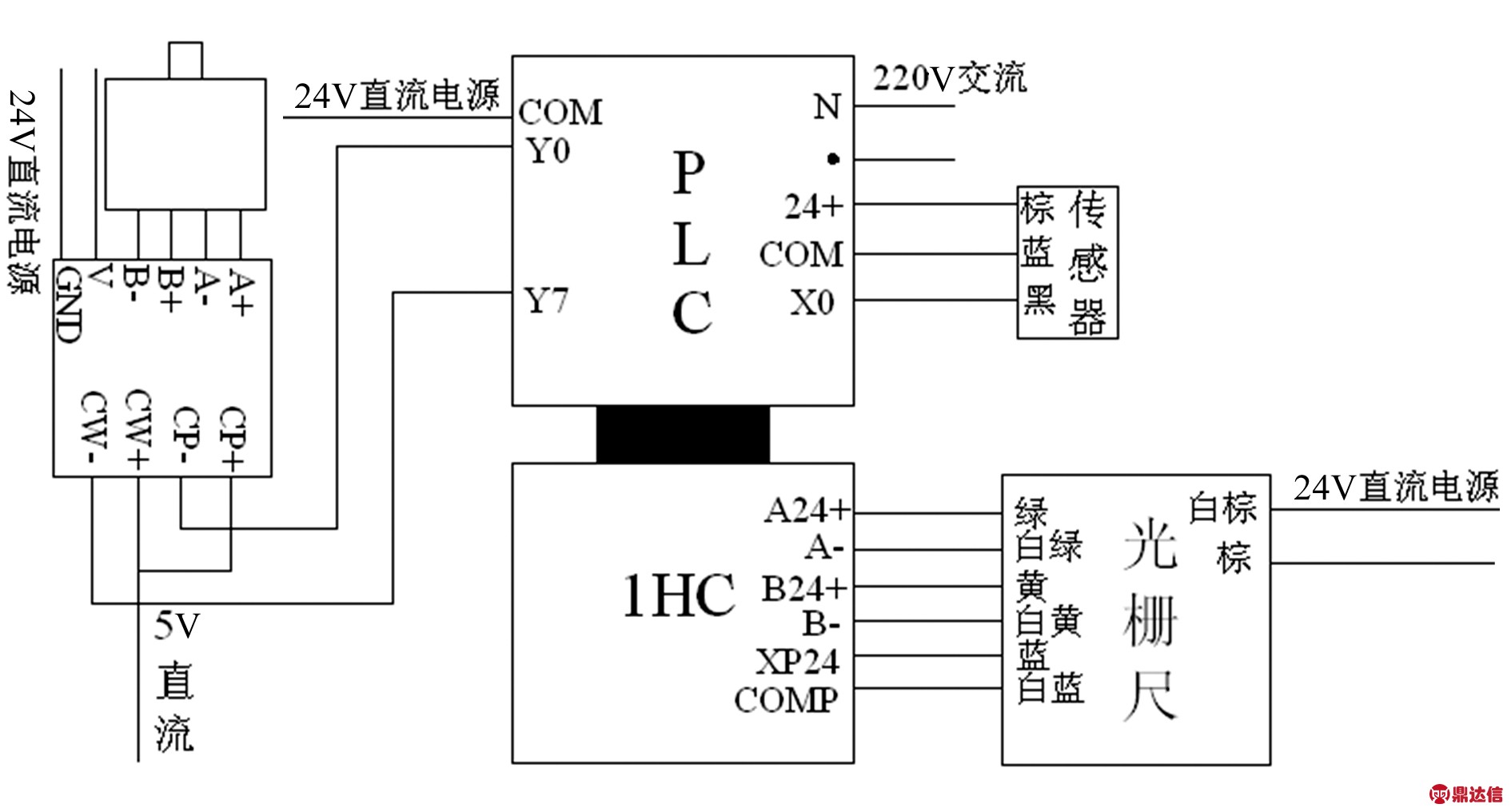
图3 整体接线图
3.2 实验软件设计
根据铁钻工的钻具自动定心原理和控制要求,采用GX-Developer编程软件来实现控制过程,其控制流程图如图4所示,根据控制的流程编写PLC控制程序。
4 实验调试与精度测试
4.1 实验装置
根据所提出的自动找心方法,搭建了模拟实验平台,如图5所示。将圆柱体放在六自由度平台上,对射光电传感器安装在支架上,支架安装在另一六自由度平台上,光栅尺安装在水平导轨侧面,步进电机驱动水平丝杆移动,模拟伸缩臂,控制系统由三菱PLC与GOT1275触摸屏构成。
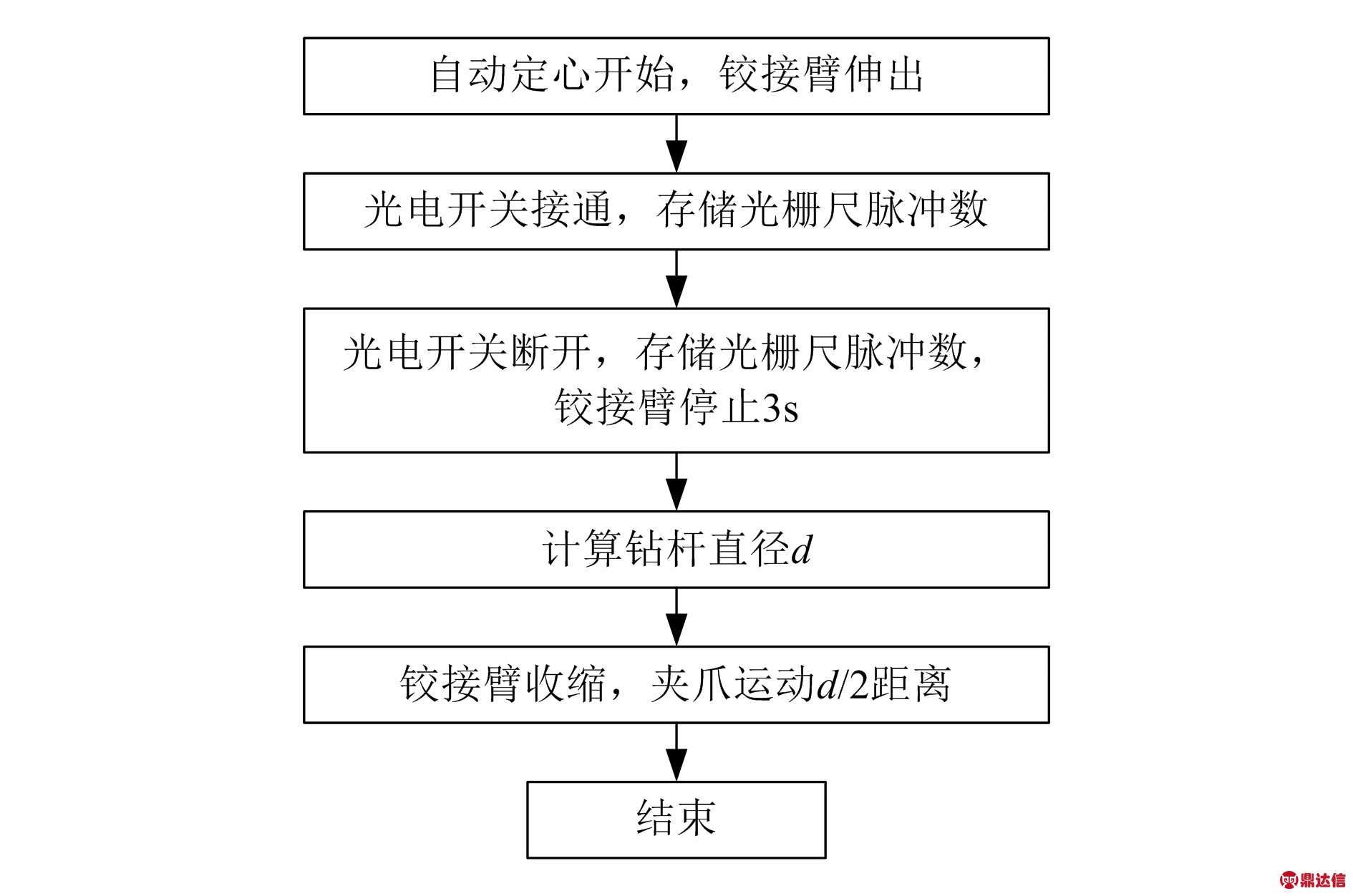
图4 钻具自动定心流程图
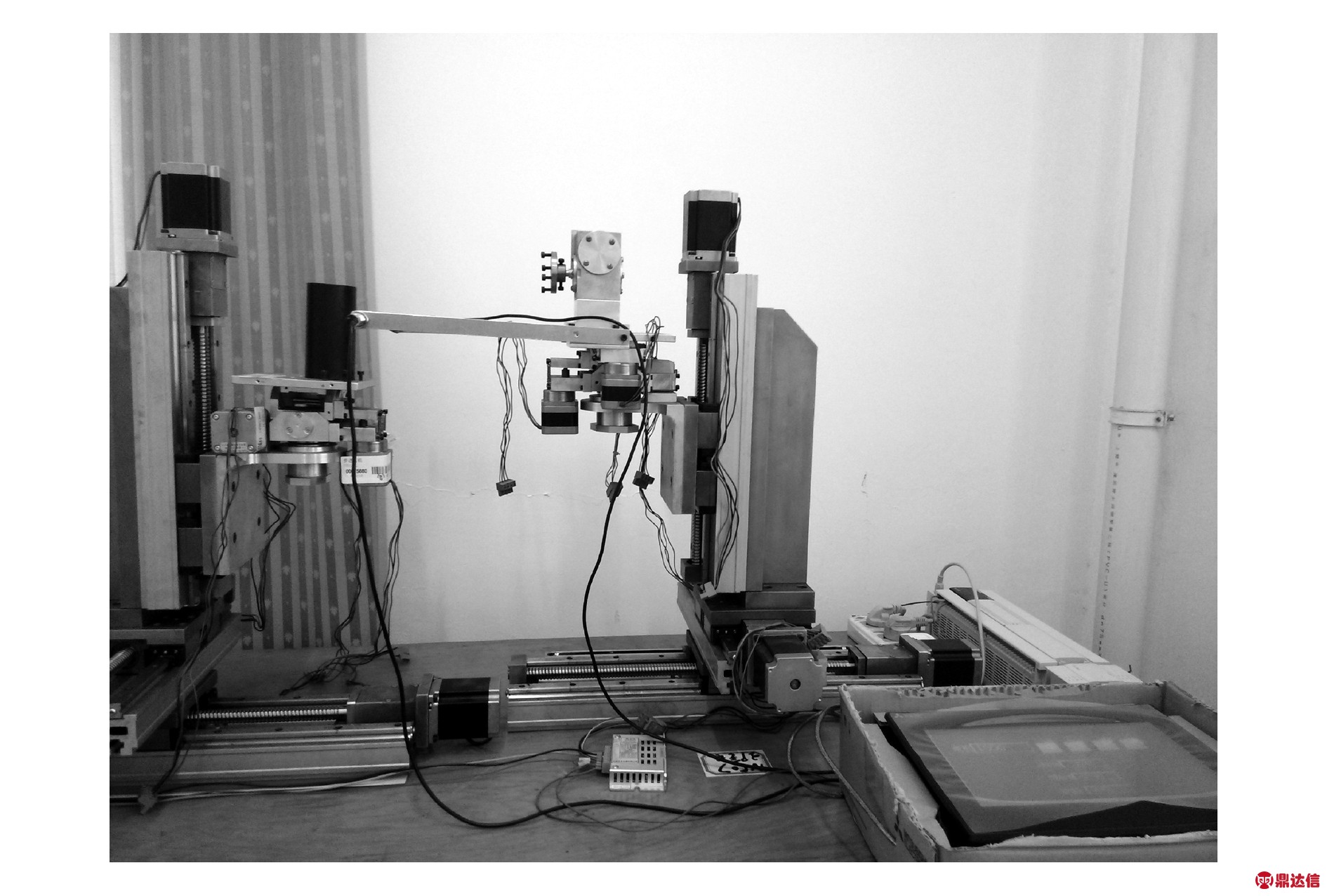
图5 实验平台及元件的安装
4.2 实验数据分析
模拟钻杆的直径测量数据见表1,表中数据是电机以不同频率驱动丝杠,即模拟伸缩臂以不同速度接近钻杆,以此来研究不同速度对钻杆直径测量数据的影响。
表1 被测圆柱体直径测量的脉冲数
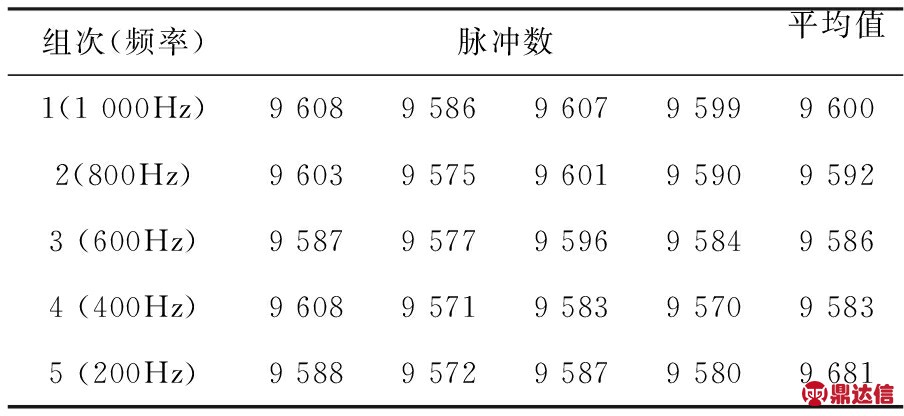
从表1可以看出,速度越快,脉冲数越多,也就是测量的直径偏大,这反映了系统惯性造成的前冲现象。同时由于PLC存在扫描周期误差以及光电传感器具有一定的响应时间,所以造成测量数据不一致。
从表1可知脉冲数的总平均值为9 588.6个脉冲,且所用光栅尺精度为5μm,即一个脉冲数相当于5μm,所以测量的平均直径为47.943mm(表1中最大直径48.040mm,最小直径47.850mm)。而模拟钻杆直径实测为50.120mm,与平均值相差2.177mm,误差分析如下。
光电传感器射出的激光是一个光斑,存在一定的直径,如图6所示。而这一光斑直径的大小影响模拟钻杆直径的测量结果,如图7所示。
图6 光电传感器发射光线光斑实物图
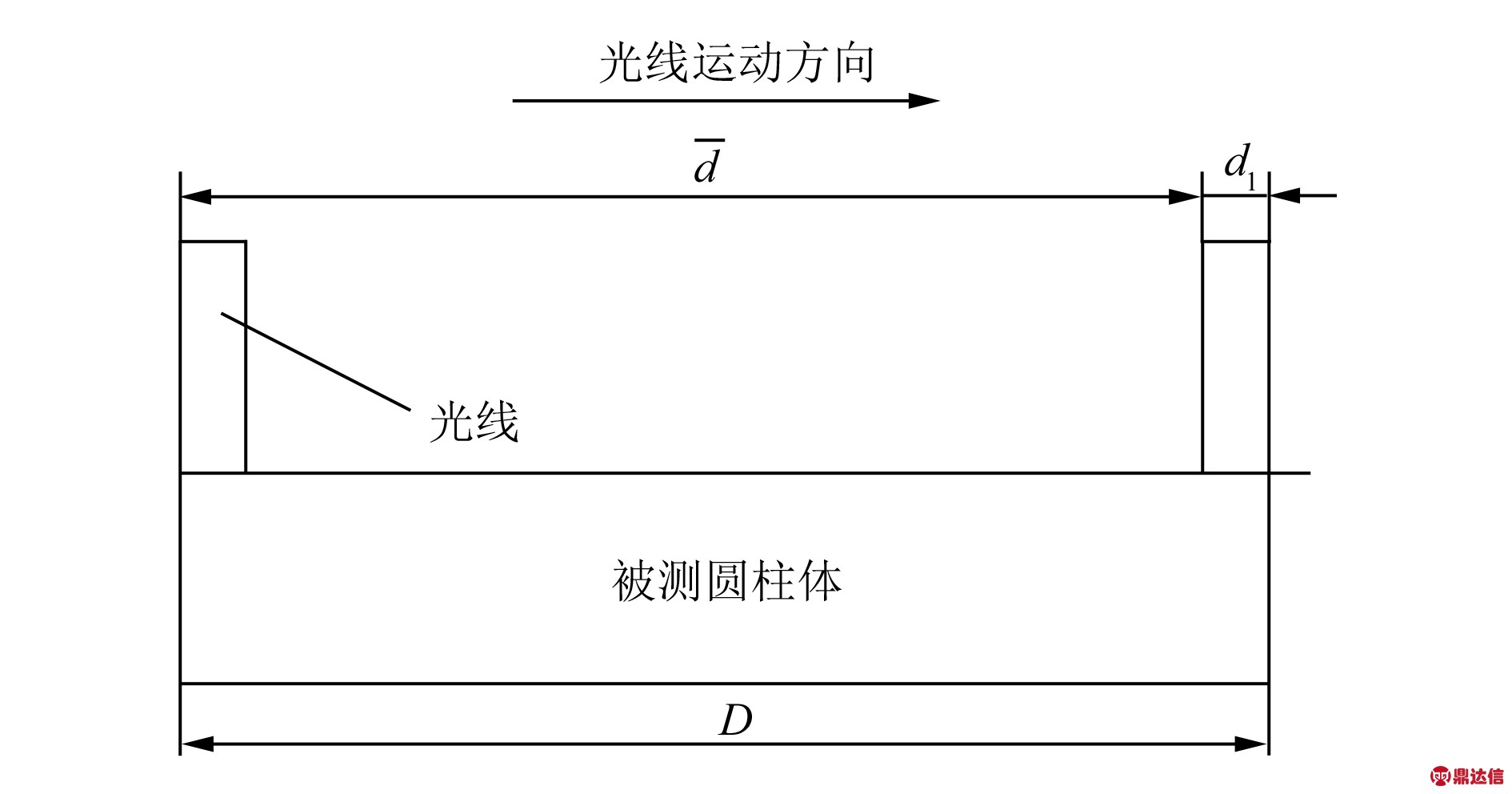
图7 圆柱体测量直径偏差图
由于控制器记录数据是通过光电传感器的通断来计数的,也就是利用光电传感器的下降、上升沿触发来实现计数。当激光束完全被遮挡时计数,而对射传感器的光线右边缘一离开模拟钻杆(相当于上升沿)就开始计数。从图7中可以看出,此时被测模拟钻杆直径少了一个激光光斑的直径,故需要在测量结果上加上光斑直径,即:
式中:D为模拟钻杆直径;![]() 为实验测量数据的平均值;d1为光斑直径大小,又称补偿量。
为实验测量数据的平均值;d1为光斑直径大小,又称补偿量。
补偿量计算为:

这样实验测量直径为:
D测![]()
根据以上修正公式,得出最大直径为50.217mm,最小直径为50.027mm,公差在±0.1mm左右,完全满足自动找心精度的要求。
根据测量的数据,控制电机后退二分之一个修正后的脉冲数,光电传感器发射中心正好停在钻杆直径位置上,如图8所示。
图8 自动定心实物图
5 结束语
本文提出了利用光电对射传感器与光栅尺结合的自动找心方法,通过搭建1HC模块平台,并对实验结果进行修正,给出了修正公式,得出实验结果是可行的,误差值控制在 0.100mm的范围内。通过实验结果分析可知,伸缩臂的伸缩速度对实验结果有一定的影响,因此在光电对射传感器接近和离开钻杆时速度放慢,以克服伸缩臂惯性对测量结果的影响。下一步将把论文提出的方法应用到铁钻工上,进行现场验证。


