
真空发生器的进气口通入压缩空气,利用伯努利原理在与吸气口相连的气路中产生一定的真空。旋转接头可以实现抛光头转动部分与固定部分的气路连接。真空吸盘吸附工件并施加抛光压力,通过抛光机导轮带动其转动和摆动。
考虑到不锈钢基板的材料为304不锈钢,所以采用金属吸盘,不会存在金属污染问题,并且金属吸盘的加工难度更低,容易达到较高的平面度。
吸盘包括盘面、盘底、真空管、连接盘面和盘底的螺栓、不同质量的压块,吸盘直径为60mm,材料为不锈钢,如图3所示。吸盘的盘面上分布有直径为1mm的小孔,小孔通过吸盘里的气槽与气路相通。该抛光头是利用吸盘和压块的重力为工件提供抛光压力,不同的压块组合得到不同的压力,这种加压方式所施加的压力分布均匀,相比单点自动加压的方式,具有更好的稳定性。

图3 真空吸盘
Fig.3 Vacuum Chuck
当真空管长度为2m时,整个真空系统的容积约为0.05L,所以一般的真空泵或者真空发生器都能快速将不锈钢基板吸附起来。为了使不锈钢基板能被吸盘稳定地吸住,不锈钢基板与吸盘之间的摩擦力Fp应该大于基板与抛光垫之间的摩擦力Fd。
式中:Fn—抛光压力,其最大值取为56.52N;P—吸盘上不锈钢片两面的气压差;S—有效面积,取为吸盘面积的40%;μp—不锈钢基板与真空吸盘之间的摩擦系数,取为0.15;μd—不锈钢基板与抛光垫之间的摩擦系数,经过实验测得该系数,如图4所示。为了计算吸盘的最小真空度,取不锈钢与抛光垫之间的摩擦系数μd为0.3。计算得到吸盘所需要的最小真空度为(0.19×105)Pa,无论是真空发生器还是真空泵,均可很容易达到这个真空度。
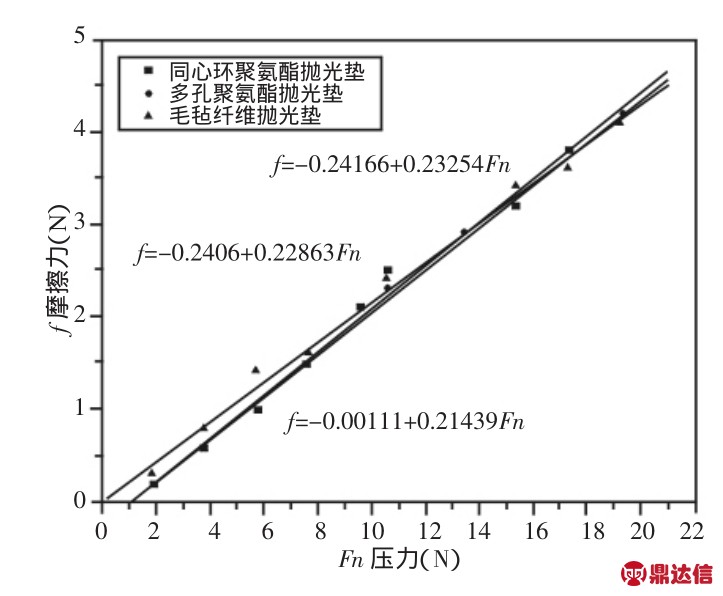
图4 不同类型抛光垫与基板之间的摩擦系数
Fig.4 The Friction Coefficient Between Different Types of Polishing Pad and Substrate
4 基板的变形及接触压力仿真
为了进一步验证该抛光头的有效性,并且对其结构进行优化,采用ABAQUS软件仿真研究不锈钢基板在化学抛光过程中的变形和它与抛光垫之间的接触压力。
在CMP过程中,抛光头和抛光垫之间是同时转动的,所以基板不但受到抛光压力还受到抛光垫的摩擦力,当抛光头和抛光盘的转速相同时,摩擦力是均匀分布于不锈钢基板上的。研究基板的变形,主要是研究抛光压力及真空吸盘对它吸附造成的变形,所以将模型简化,不考虑抛光盘及抛光头的转动,建立静力通用的接触模型。抛光垫尺寸较大,将其简化为与吸盘同轴的圆柱体。抛光压力也是均匀分布在吸盘上,所以整个接触模型只需要取其四分之一进行建模仿真。
施加的抛光压力为20kPa,真空度为(0.2×105)Pa,不锈钢基板厚度为0.1mm,它的变形及与抛光垫之间的接触压力,如图5、图6所示。图中的路径上距离基板中心0.02m处是与吸盘孔接触的位置。
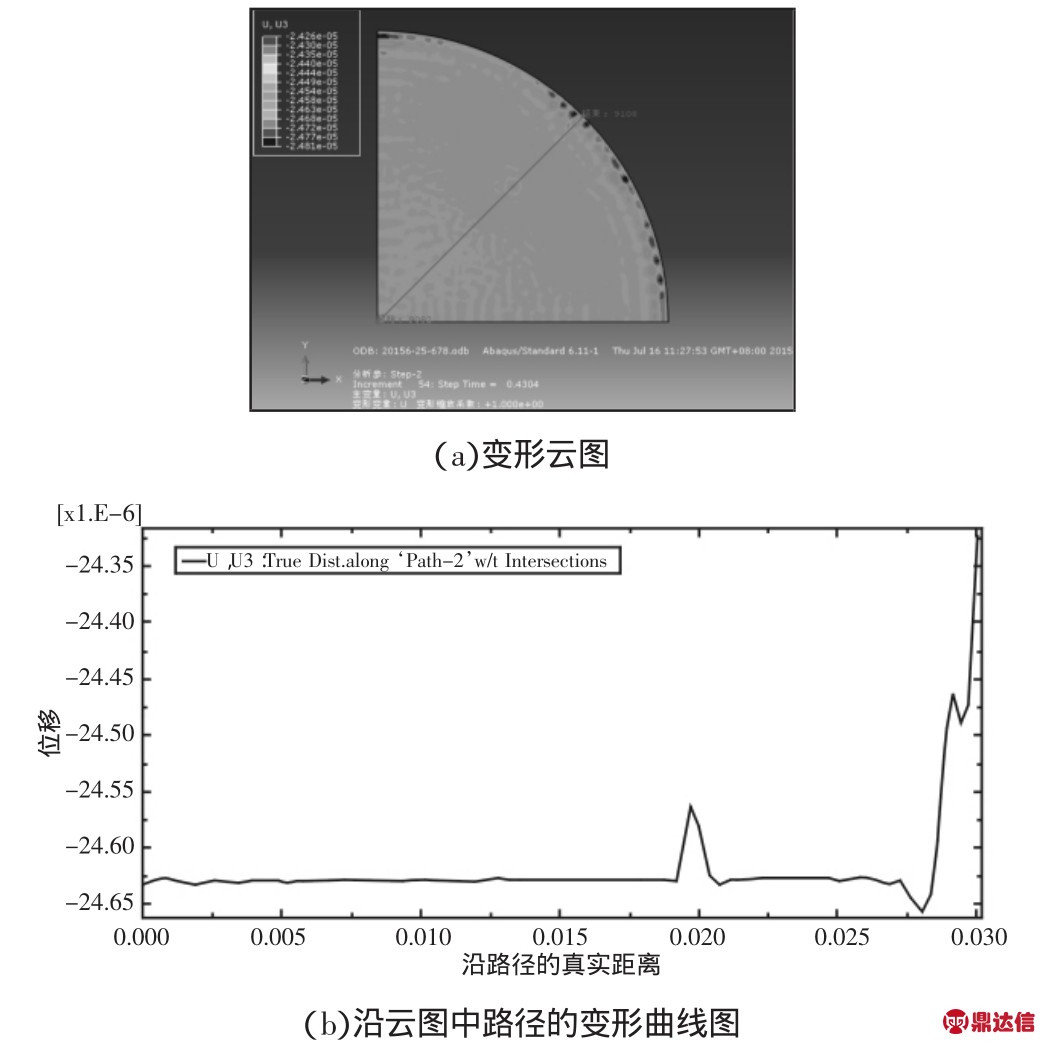
图5 不锈钢基板在CMP过程中的变形
Fig.5 Deformation of Stainless Steel Substrate in the Process of CMP

图6 不锈钢基板在CMP过程中与抛光垫的接触压力
Fig.6 Contact Pressure Between the Stainless Steel Substrate and the Polishing Pad in the Process of CMP
从分析结果可以看出,在吸盘的吸附作用和抛光压力的作用下,基板在与吸盘孔接触位置的变形极其微小,最大不会超过50nm。基板与抛光垫之间的接触压力在与吸盘孔接触的位置几乎不发生变化,整个基板上的接触压力与其他学者的研究结果一致[9-10],即在基板的边缘接触压力会变大,这是由于抛光垫变形造成的。
5 实验验证抛光头的有效性
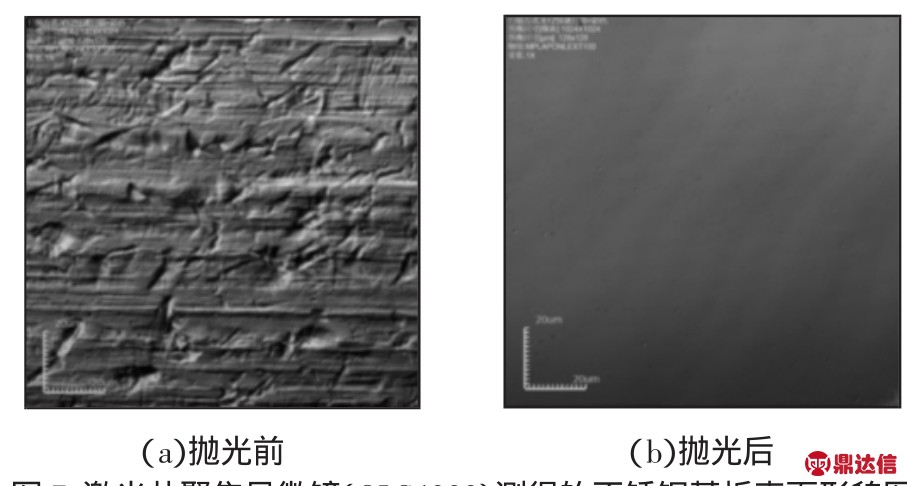
图7 激光共聚焦显微镜(OLS4000)测得的不锈钢基板表面形貌图
Fig.7 Surface Morphology of Stainless Steel Substrate Measured by Laser Scanning Confocal Microscope(OLS4000)
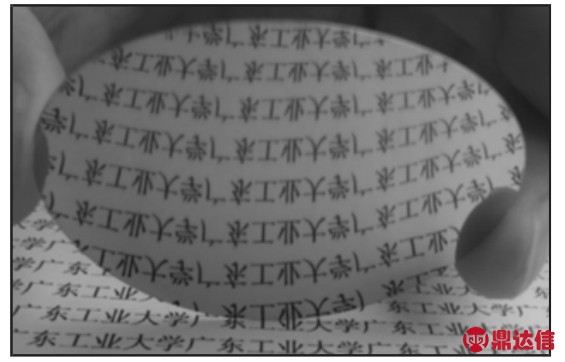
图8 抛光后的不锈钢基板
Fig.8 The Stainless Steel Substrate After Polishing
为了进一步验证该抛光头的有效性和优越性,将其与ZPY200型旋转摆动重力式研磨抛光机配合进行CMP实验。实验中,抛光垫为毛毡纤维抛光垫,抛光前利用修整装置进行修整。抛光液为课题组自制的不锈钢精抛液[11],抛光液流量为20mL/min。抛光盘和真空吸盘的转速均设置为60r/min,抛光时间设置为60min。真空发生器所需的压缩空气由空压机提供,气压设置为(2×105)Pa,当真空发生器通入压缩空气后,吸盘几乎瞬间将基板吸住。
为了减少残留于吸盘表面的灰尘及其它杂质,首次抛光前需要将吸盘在不吸附基板的情况下进行表面抛光5min,再超声清洗。连续抛光时,只需要将抛光头超声清洗。
抛光前后不锈钢基板的表面形貌对比,如图7所示。实物,如图8所示。采用Mahr Surf XT20表面轮廓仪测量基板抛光前的粗糙度Ra约为90nm,抛光后的粗糙度Ra约为4nm。
与蜡粘结的夹持方式比较,真空吸盘吸附的方式避免了复杂的贴片工作和加工后的清洗工作,提高了加工效率,节省了粘性物质和清洗所需的化学试剂,降低了成本。避免了由于粘性物质厚薄不均匀影响全局平坦化效果,压力平稳并且均匀,使得基板全局的粗糙度几乎一致。
6 结论
(1)通过对不锈钢基板的变形及其与抛光垫的接触压力的仿真分析,得知,当吸盘孔径为1mm时,基板变形最大不超过50nm,与抛光垫的基础压力几乎不会变化。作为对照,还仿真了吸盘孔径为2mm时的基板的变形和接触压力,此时的最大变形量为3μm,接触压力也接近不变化。考虑吸盘孔的加工难度,最终选择吸盘孔径为1mm。
(2)将改进后的抛光头与重力式研磨抛光机结合使用,使CMP工艺更加简单,在减少耗材的同时还能提高加工效率,适合用于柔性不锈钢基板的CMP工艺中。抛光后能够保证不锈钢基板全局的粗糙度Ra从90nm左右降低到约4nm左右。


