
介绍自行研制的一种用于专用设备上的自动上、下料机械手,论述真空吸盘技术的应用、吸盘材料的选择、吸力的计算、真空度、真空泵等的选择,以及自动程序和机械手的自动化搬运过程。
近年来,随着泰森日盛公司生产规模的不断扩大,引进了多台进口先进设备。由海绵吸盘成的搬运机械手在板材砂光、封边机自动上、下料机械手中得到应用。此搬运机械手占地空间小,搬运大面积的木门灵活可靠,整套装置采用全自动操作,工作效率高。为了提高产品质量,扩大生产规模,同时针对原进口设备存在气压不足时吸盘脱开板料不畅等缺点,2015年初我们在原设备的基础上,自行研制成功了由海绵吸盘组成的搬运机械手。
1、机械手搬木门板材的规格
厚20~35 mm;长2000~3050 mm;宽868~1000 mm;最大质量50 kg。
2、机械手机械构造及其工作过程
真空系统主要由高压鼓风机、海绵吸盘、真空软输管、电磁换向阀、真空开关、真空过滤器等组成。吸盘支架主要由一个型钢框架、两根铝型材以及安装其上的2个海绵吸盘组成。升降系统由电机、减速机、传动链带动吸盘支架实现上升和下降。机械手实物见图1。
旋转系统依靠立柱及底座上的电机、减速机、传动齿轮带动吸盘支架旋转。
两台机械手分左、右一字排在主机一侧。一台机械手将钛板从料架上提起,旋转180°,放下,进入主机辊道;另一台机械手从辊道上提起钛板,旋转180°,落下,将木门门框放在另一料架上,为主机上、下料的搬运。
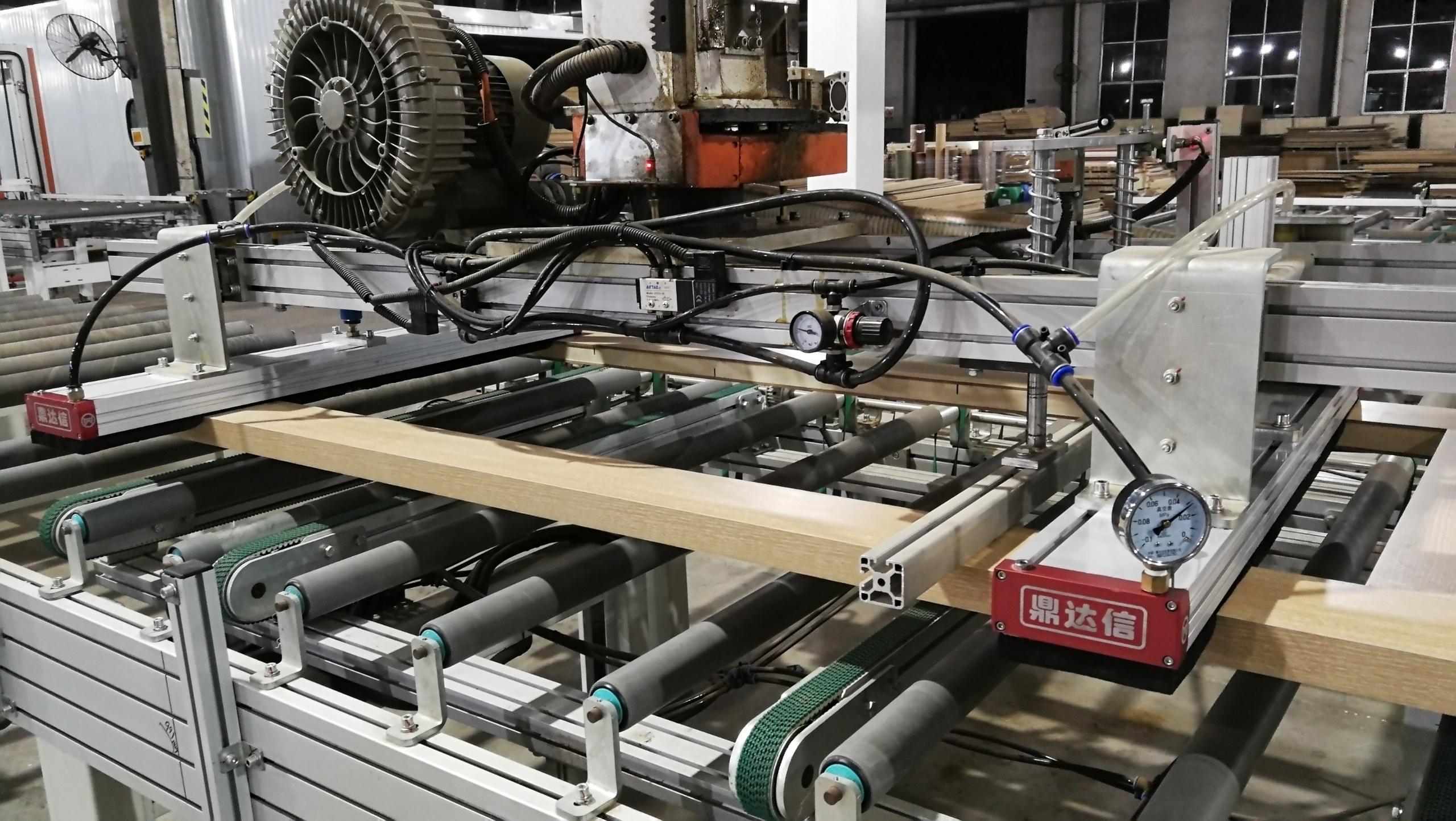 图1 机械手总装配图
图1 机械手总装配图
3、真空吸盘的选择计算
3.1、真空度的选择
就次搬运技术而言,采用低真空即可满足要求。通常,低真空的压力范围为100 Pa~1标准大气压。对于搬运木门等恶劣环境下,都会采购外置真空产生器(高压鼓风机),真空度通常在20000~40000Pa之间,若真空度达不到要求说明,吸具或者过滤装置需要清洁。
3.2、海绵吸盘的选择
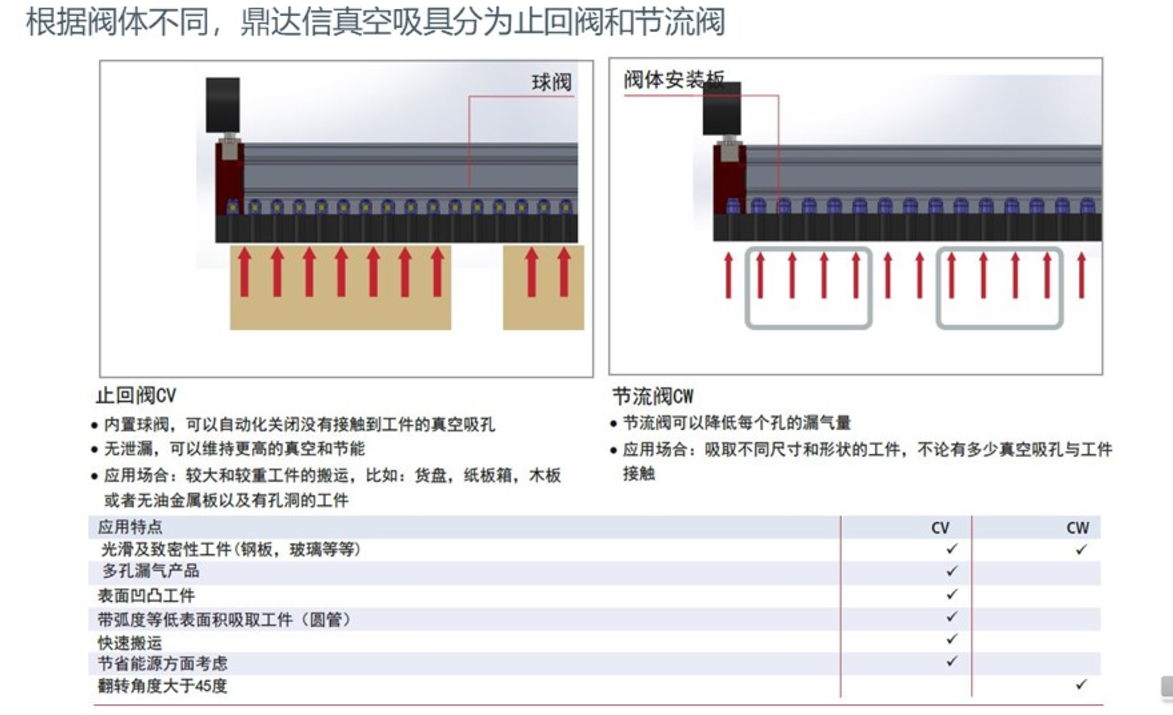
此设备首先须确定海绵吸盘,如果产品大小不一,或者有泄露,我们需要选取止回阀阀体,如果动作需要翻转,我们需要选取节流阀阀体。
4、机械手自动控制程序
自动控制程序选用西门子公司生产的S7-200型程控器。机械手开始工作时,首先打开真空泵。上料过程如下:
(1) 吸盘支架带动两排吸盘快速下降,可调光电开关检测到板料后,慢速下降至50mm,吸盘触及板料,同时,吸盘支架触碰限位开关;
(2) 两位三通电磁阀开始动作,使吸盘接入真空,时间约1~2s,当真空开关检测到真空值为60~80 kPa(吸盘样本参数) 时,确认板料已被吸牢;
(3) 快速提升,触碰第一个限位开关,吸盘转为慢速运动,触碰第二个限位开关(此时约提升200 mm),到位停止;
(4) 快速旋转,触碰第一个限位开关,吸盘转为慢速运动,触碰第二个限位开关,到位(共转180°)停止;
(5) 快速下降,触碰第一个限位开关,吸盘转为慢速运动,触碰第二个限位开关,到位(约下降200mm)停止;
(6) 电磁换向阀换向,放大气,吸盘从板料上脱开,落在主机辊道上,辊道上的光电开关发出信号;
(7) 吸盘支架带动吸盘快速上升,慢速到位(约200 mm高);
(8) 快速、慢速旋转180°、停止。至此,一次自动上料动作完成。
编程可以实现循环重复上料,亦可由人工控制,单次自动随机上料,亦或点动,使吸盘支架停在任意位置。在上升、下降、旋转等限位开关的后位置,均装有一个报警限位开关,作为防止到位停止失灵时的备用开关。
下料时,机械手的动作程序与上料时相类似,不同之处为起始位置是从主机辊道上取料,最终将料放在料架上。
5、结论
此搬动机械手的研制成功,节约了进口设备资金,并针对旧的进口设备进行改进,更加适用于生产实际情况。原进口设备上的两位三通电磁换向阀有两个工位,一位接真空,一位接压缩空气,需要设有储气罐及连接的输气管路,气压不足时会使吸盘脱开板料不畅。新研制的搬运机械手省去了储气罐及连接管路,直接排大气,完全满足生产要求,同时更便于设备的制造。
此搬运机械手的不足之处为:提升吸盘支架所选用的减速机机型扭矩不够,不能频繁点动吸盘支架上升、下降,需要间隔5~7s;若间隔时间过少,点动时抱闸将失灵。这些问题都有待于今后进一步改进。


