
摘 要:通过对某厂生产复合玻璃的关键过程“合片抽真空”的研究,发现该过程中应用的温度控制方法简单,但控制效果不理想,会产生超调、震荡等现象。为了改善生产过程中的温度控制效果,对高压釜的升温状况以及控制方法进行了研究。以模型参考模糊自适应控制为基础,设计了一种控制效果更精确的温度控制方式。首先,对高压釜釜内温度进行温度建模,对高压釜的温度模型进行机理分析,得出其温度模型,并进行阶跃响应试验,将采集到的数据通过飞升曲线方法获得温度模型的模型参数。其次,以温度模型为理论依据,通过模型参考模糊自适应控制方式对PID参数进行在线调整,弥补PID参数不能在线整定的缺点。最后,通过仿真试验,验证了该控制方案能有效减少超调,加快反应速度。结果表明,该控制方式可以有效改善控制效果,提高产品的生产质量。
关键词:PID控制; 模糊控制; 自适应控制; 温度控制系统; 可靠性; Matlab
0 引言
“合片抽真空”是复合玻璃生产过程的关键步骤[1],通常使用高压釜进行生产。在生产时,最为重要的是精确控制合片过程中的压力与温度。本文所研究的生产工艺,是以远红外线高压釜作为生产设备[2-4],在复合玻璃的合片加压、加热、抽真空过程中,提供生产所需的高温高压。
在“合片抽真空”过程中,胶片的含水率是一个重要因素,胶片与玻璃的粘结力与胶片含水率成反比,即含水率越高,胶片与玻璃的粘结力越小[5]。通过加热,既可以使胶片软化,使玻璃与胶片可以更好地粘合,又可以蒸发胶片中的水分,增加胶片的粘结力;通过加压、抽真空,则可以吸出被蒸发出的水分以及玻璃与胶片之间的空气,使胶片与玻璃通过压力更好地粘结在一起。因此,压力与温度成为影响复合玻璃质量好坏的关键因素。
通过实际调研,在“合片抽真空”过程中,高压釜的压力参数设置值长时间保持不变,对玻璃合片的性能影响较小。但高压釜的温度对玻璃合片的性能影响则较为显著。如果温度过低,会造成复合玻璃的起泡、开胶、抽真空效果不理想等情况;如果温度过高,则易使胶片老化,影响合片效果。
目前,采用的控制方式存在控制效果不理想、控制方式简单等问题,归根结底是没有建立相对精确的数学模型,因此不能更精确地调整高压釜釜内温度。所以需要对高压釜釜内温度进行温度建模,然后再设计一种控制方式。将新控制方式与温度数学模型相结合,达到对温度精确控制的目的。
1 高压釜理论模型与建模
从工业过程来说,根据采用的方法和思路的不同,数学模型可分机理建模、试验建模与混合建模。在高压釜、反应釜温度建模方面,许多学者针对具体生产装置和生产工艺进行了研究,给出了不同的建模方法。陈水宣[6]从传热学原理出发,推导了各个阶段的温度模型,并在此基础上采用指数形式的短时和长时自学习和神经元网络学习,对温度模型的换热系数进行在线修正。贾慧峰[7]采用试验数据拟合方法,建立了预热阶段的模型。刘辉、孙新波[8]采用间接测温法建立高压釜内介质温度的预测模型,并可以对预测模型进行在线校验。
本文通过查阅相关资料,决定采用机理分析与试验数据相结合的方式,对高压釜内温度进行建模。
1.1 高压釜温度模型机理分析
本文所研究的加热系统主要由多组远红外线加热器组成。对于不同的温度阶段,使用不同组数的远红外线加热器。相比于其他高压釜采取导热油的加热方式,远红外线加热方式具有能量传递迅速的优点。远红外线加热方式,其能量传递的过程首先是电能转化为远红外线的辐射能,然后辐射能转化为热能对胶片进行加热。由于釜内所发生的变化仅仅是胶片由固态变为液态再变为固态的过程,所以不存在化学反应,即不存在明显的放热过程。由于釜内有大功率风机,可以使釜内空气形成环流,又由于釜内容积相对较小,因此可以将釜内各处温度视为均匀分布。
设整个系统的热量为W。其中,一部分热量被胶片吸收,使胶片软化,设其吸收的热量为W吸;另一部分热量为高压釜冷却水带走的热量、玻璃吸收的热量以及釜体散发的热量,设这部分热量为W散。根据能量守恒定律,有:
W=W吸+W散
(1)
由热力学定律可知:
(2)
式中:C为胶的比热容;T为高压釜设定温度;k为高压釜内热量损耗系数;W为高压釜远红外线加热器输出热量。
对上式等号两边同时求拉普拉斯变化,得:
CsT(s)+kT(s)=W(s)
(3)
移项可得:
(4)
通过对合胶过程高压釜内物理机理的分析,可以得出如式(4)所示类型的温度模型。由于传热过程涉及热辐射、热对流等热力学过程,热传递是一个较为复杂的过程。通过机理分析以及生活经验可知,热传递过程存在较大的时间延迟,即控制效果的滞后性,因此在考虑其传递函数时,应该考虑纯时滞过程。
通过机理建模,得到了高压釜内的温度模型,如式(5)所示:
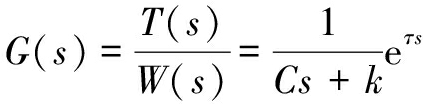
(5)
1.2 高压釜温度建模
为了求得模型的未知参数,应用试验建模方式进行未知参数的确定。工程上常用的是飞升曲线法,即阶跃响应建模法。
具体方法为:在对象的输入端加入一个合适的阶跃信号,由信号采集器采集阶跃信号后,根据阶跃信号发生后对应响应值与时间的关系,计算各个参数。采用飞升曲线测量方法,测出高压釜温度模型的飞升曲线,即可得到控制对象的数学模型。
高压釜在工作状态下的飞升曲线如图1所示。
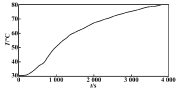
图1 飞升曲线
Fig.1 Flying-rising curve
在获得飞升曲线后,采用Cohn-Coon公式求解对象参数[9]。
Conh-Coon公式如下:
(6)
T=1.5(t0.632-t0.28)
(7)
(8)式中:K为对象的放大系数;T为对象的时间常数;τ为对象的纯滞后常数;t0.28为飞升曲线为0.28y时的时间;t0.632为飞升曲线为0.632y时的时间。
在初始状态,炉内温度稳定在y(0)=30 ℃,然后通以380 V的电压,经过3 768 s后系统再次达到稳定,此时y(∞)=80 ℃。由记录的数据可得:t0.632=1 547 s、t0.28=788 s。
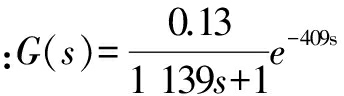
由式(6)~式(8)得到的模型参数分别为:K=0.13、T=1 139、τ=409。高压釜的温度模型近似为:
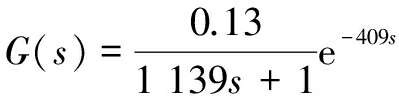
(9)
2 控制方法
本文所研究的远红外线高压釜的温度控制系统,目前是由传感器、控制器、继电器和远红外线加热管组成。具体控制过程为:传感器采集温度信号,送入控制器;当温度低于设定值时,控制器发出指令,继电器吸合,使红外线加热器接电导通,电能转化为红外线加热器的辐射能,通过辐射转化为待加热物体的热能;当加热到预设温度后,控制器向继电器发出断开指令,继电器断开,停止加热。这种断开闭合过程循环往复,形成一种温度动态平衡,从而保持釜内温度稳定在设定值附近。
由于温度的大延迟、非线性的特点,目前这种以继电器控制加热器的控制方式在恒温阶段的效果不理想。由于其动态平衡特点,使得釜内温度在恒温阶段伴有超调、震荡等现象,增加了复合玻璃的废品率。因此,需要研究一种更加有效的控制方式对高压釜温度进行控制。
2.1 PID参数整定
对高压釜温度控制方式、玻璃合胶过程的特点进行研究。首先,确定PID控制方案可以应用到玻璃合胶的生产过程中。PID控制是典型的控制方法,它结构简单、可靠性强、容易实现,并且可以消除稳态误差,在大多数情况下能够满足性能要求[10]。
在PID控制中,关键是P、I、D三个参数的设定。采用Ziegler-Nichols(齐格勒-尼柯尔斯)参数整定法。该方法是在试验阶跃响应的基础上,根据临界稳定性中的Kp值建立起来的。被控对象的传递函数可以近似为带延迟的一节系统。齐格勒-尼柯尔斯调整法则如表1所示。
表1 齐格勒-尼柯尔斯调整法则
Tab.1 The Ziegler-Nichols adjustment rule
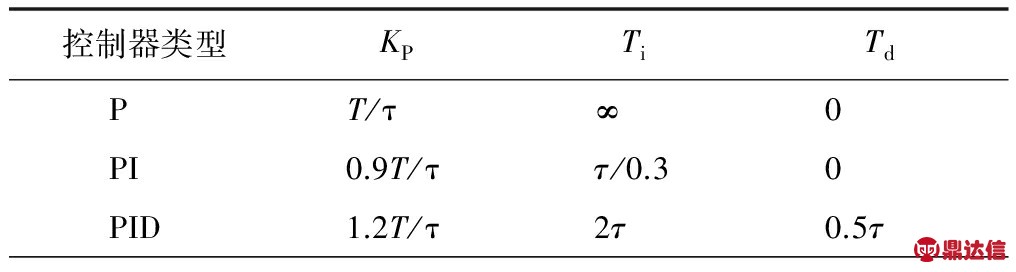
采用齐格勒-尼柯尔斯法则调整PID控制器,其公式为:

(10)
由式(10)得:K=0.13、T=1 139、τ=409。
则得到PID参数为:Kp=3.34、Ki=0.004、Kd=683。
2.2 模型参考自适应控制
目前,国内对模型参考自适应控制系统的研究主要集中在电机的转速控制[11]、车辆悬架主动控制[12]和飞机控制[13]。相比之下,在温度控制系统方面应用较少。因此,本文通过研究模型参考自适应控制,设计了一种基于模型参考模糊自适应PID的高压釜温度控制。
模型参考自适应控制系统具有自适应速度快、控制策略便于推广到一大类非线性系统的自适应控制的特点[14]。模型参考自适应控制系统是自适应控制中一类重要的控制系统。模型参考自适应控制典型结构如图2所示。
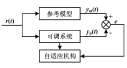
图2 模型参考自适应控制典型结构图
Fig.2 Typical structure of MRAS
参考模型是一个辅助系统,用来规定期望的性能指标。输入信号同时作用于参考模型和可调系统,参考模型的输出就是期望输出。可调系统输出和参考模型输出之间的误差构成了广义误差信号。自适应机构根据广义误差及某一准则,调整控制器参数或者施加一个辅助控制信号,使广义误差的某个泛函趋于极小或者使广义误差趋于零。这样可使得可调系统的特性逐渐逼近参考模型的特性。
对于本文所研究的温度控制系统,参考模型即所求得的温度模型理想化后的传递函数,可调系统由PID控制与控制对象组成。
对于模型参考自适应控制来说,其控制的关键是自适应机构的设计。根据被控对象的要求,计算升温过程中的PID参数,通过某一准则不断调整PID参数,使得实际输出不断逼近参考模型输出。
自适应律的设计方法[14]有:局部最优化设计方法(MIT律)、基于Lyapunov稳定理论设计方法和基于超稳定理论的设计方法。MIT律在实践中很少应用,而基于Lyapunov稳定理论设计方法和基于超稳定理论的设计方法对于自适应律则取决于经验技巧以及数学功底。对于本文所研究的温度系统,控制对象相对简单,因此选择模糊控制取代自适应律的设计。
2.3 模型参考模糊自适应控制器设计
本控制系统的控制对象为一阶惯性环节,相对控制较为容易。模型参考自适应控制的目的是通过自适应律,达到对控制参数进行调节的目的。因此,自适应律的设计不必拘泥于已有的方式。本文选择采用模糊控制方式来作为模型参考自适应控制中的自适应律。
在本控制系统中,使用模糊控制作为自适应机构的自适应律,既避免了局部最优化设计方法容易会出现不稳定的情况,又使得自适应律设计困难的问题得到了妥善的解决,并且在一定程度上克服了温度模型建模不精确的问题。模型参考模糊自适应控制器结构如图3所示[15]。
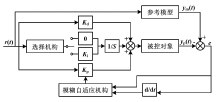
图3 模型参考模糊自适应控制器结构图
Fig.3 Structure of MRAS fuzzy controller
在PID控制中,比例环节大小影响控制器的动态响应速度,比例系数将由模糊控制进行调节。加入的积分器是为了消除稳态误差,加入积分器之后,会影响动态响应速度,使动态响应速度变慢,因此本文提出根据误差的大小来判断是否加入积分作用,如式(11)所示;同时实现把微分作用固定为常数值。
(11)
式中![]() 为积分系数;e为当前误差值;em为阈值。
为积分系数;e为当前误差值;em为阈值。
应用这种控制方式,在系统响应的初期,由PD控制迅速达成响应。当系统将要进入稳态时,控制转入PID控制。这样在保证系统的稳态效果的同时加快了系统的响应速度,并且模糊控制可以对PID控制的比例参数进行在线调整,提升了系统应对突发情况时的适应性能。
在模型参考模糊自适应控制器中,模糊自适应机构是其核心部分之一,模糊控制器中的模糊控制过程设计如下。
①选取参考模型与实际输出之间的误差构成的误差信号e及误差信号变化率ec构成模糊控制的输入。模糊控制器结构如图4所示。
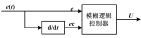
图4 模糊控制器结构图
Fig.4 Structure of fuzzy controller
对e、ec、Kp的模糊子集,规定为:
e={NB,NM,NS,ZO,PS,PM,PB;ec={NB,NM,NS,ZO,PS,PM,PB;Kp={NB,NM,NS,ZO,PS,PM,PB。
②确定e、ec、Kp的论域及量化、比例因子。
e论域为[-3,3],ec论域为[-3,3],Kp论域为[-1,1]。所以量化因子为![]() 。
。
由于模糊控制器的输出即为Kp,所以比例因子根据仿真效果进行调试。
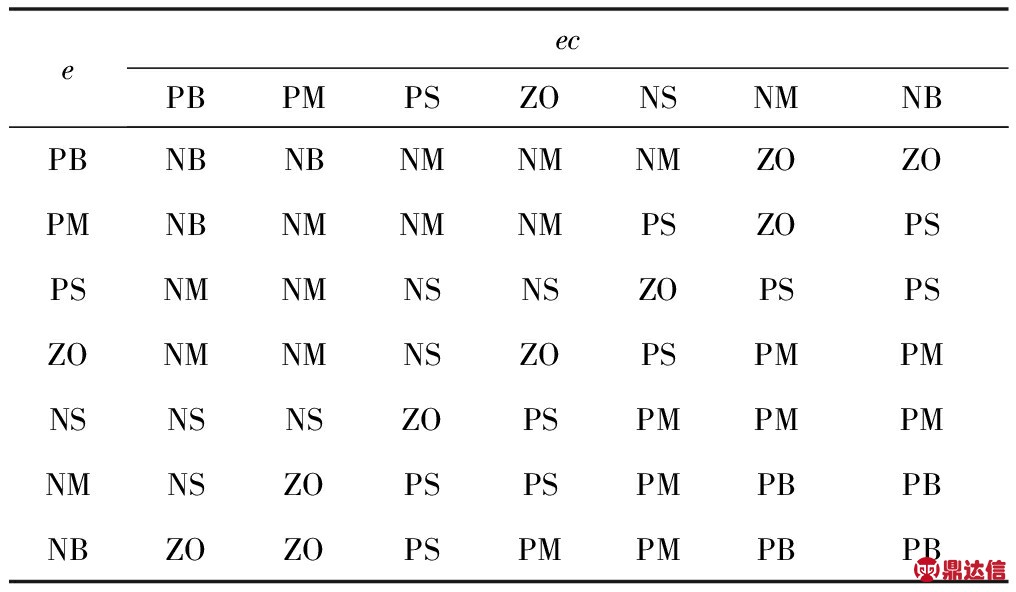
③模糊控制器的控制规则。根据系统的实际需要,调整值的模糊规则如表2所示。
表2 ΔKp的控制规则表
Tab.2 Control rules of ΔKp
3 仿真
由1.2节可知,温度模型为![]() 。
。
令参考模型为![]() 。
。
由2.1节得到PID的参数为:Kp=3.34、Ki=0.004、Kd=683。
PID仿真曲线如图5所示。
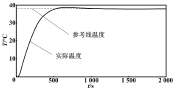
图5 PID仿真曲线
Fig.5 Simulation curve of PID control
由图5可知,达到峰值的时间为650 s,达到稳定的时间约为1 100 s。
模型参考模糊自适应PID控制仿真曲线如图6所示。
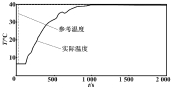
图6 模型参考自适应PID控制仿真曲线
Fig.6 Simulink curve of MRAS-PID control
由图6可知,该控制方法几乎没有超调量,并且达到稳定的时间为1 000 s。
4 结束语
利用数学表达式,运用参数整定公式,得出了PID参数。应用模型参考模糊自适应控制控制与PID控制相结合的控制方式,替代了原来玻璃“合片抽真空”过程中高压釜温度简单的闭环控制方式。运用Matlab
的Simulink仿真,对各项参数进行了调整,而且对PID控制与模型参考模糊PID控制的控制效果进行了对比。从仿真结果可以看出,将模型参考模糊PID控制应用于复合玻璃合片抽真空过程,比原本的简单闭环控制与常规的PID控制具有更快的调节速度和更高的调节精度,消除了超调量与震荡,并且将温度稳定所用时间缩短了10%。本文提出的控制方法提高了温度控制系统的动态品质和稳态精度。


