
摘 要:为了进一步研究国家制造领域的前沿课题和研究热点,例如航空发动机叶片多为强扭曲、薄壁、自由复杂曲面,其检测、特别是生产现场的检测,全面分析了现行叶片常用测量方法的原理及技术特点,总结凝练了叶片测量的关键技术,指出高精度、高效率、全信息、一体化是叶片测量的基本要求和发展趋势. 讨论了中国在测量基础理论研究、装备关键技术开发上与国外先进国家的差距,并指明了中国需要着重发展的技术与对策. 分析表明:中国航空发动机叶片目前还缺乏有效的测量手段,通过原理创新,为解决叶片精度检测找到可行的办法,具有现实紧迫性. 基于整体误差分析理论的新型叶片测量技术方案,实现了叶片全部质量信息的快速获取、质量评定和工艺误差分析,具有良好的发展前景.
关键词:叶片; 型面测量; 全信息; 一体化; 整体误差
航空发动机是飞机的“心脏”,是决定飞机性能的主要因素之一. 航空发动机需要有紧凑的结构、极高的效率和可靠性,因此其设计、制造难度极大. 目前在世界范围内,仅有英、美两国掌握了一流水平航空发动机制造技术,这是一个真正的垄断行业. 航空发动机被誉为工业之花,人类工业皇冠上的明珠[1-2].
叶片是航空发动机的关键零件,具有种类多、数量大、结构复杂、几何精度要求较高、加工难度大等特点[3-4]. 其加工精度、制造水平是影响发动机性能、安全与寿命的重要因素. 为了保证发动机性能的正常发挥,对于叶片的制造精度有着严格要求,必须具有精确的尺寸、准确的形状和严格的表面完整性[5]. 同时,随着各种高性能发动机的研制,各种不同形状、尺寸和表面质量叶片的需求量大增,这样对叶片检测也提出了更高的要求. 因此,叶片型面高精度、快速检测对提高叶片加工质量、保障航空发动机性能等具有重要意义.
叶片多为强扭曲、薄壁、自由复杂曲面,给测量带来了极大困难,具体表现为:精度要求高,通常要求微米级测量;效率要求高,适应现场批量叶片生产的测试需求;可靠性要求高,具有良好的环境适应性;定位和姿态调整难度大;数据处理复杂,综合评价困难[6]. 鉴于叶片的地位和特点,叶片加工质量控制和型面快速高效检测一直以来就是国家制造领域的前沿课题和研究热点[7].
目前,国内外很多学者和研究机构已经在叶片测量领域开展了大量的研究工作,并且取得了一定的研究成果. 研究热点主要有采样策略优化、误差补偿与分析、数据处理算法和质量评定方法等[8]. 研究的目的是实现测量的高精度、高效率和智能化.
1 叶片型面测量技术现状
叶片型面检测主要是指型面轮廓和几何尺寸的检测,包括叶型厚度、弦长、弦角、弯曲扭转、形状轮廓等. 叶片型面检测的方法主要分为:接触式测量法和非接触式测量法两大类[9]. 接触式测量方法具有技术成熟、精度高、可靠性强等特点,但同时效率低、测量存在死角,容易对被测表面造成划伤,因此,只适合在实验室或计量室对工件进行抽检使用,不适合大批量产品的现场测试;非接触式测量具有实时性、易达性、高效率,可集成在制造系统中实现在线测量. 图1为叶片型面测量方法的分类总图,下面详细分析各方法的原理及技术特点.

图1 叶片型面测量方法的分类
Fig.1 Classification chart of blade profile metrology method
1.1 接触式叶片型面测量方法
1.1.1 标准样板测量法
样板检测法是最先应用于叶片型面检测的方法之一,此方法原理简单、易于操作、检测速度快、成本低、可直接用于现场作业. 不足是:精度低、自动化程度低、通用性差、评价指标单一、定位复杂、样板加工精度要求高. 无法满足高精度、高效率的叶片检测需求,只能作为辅助检测手段,用于车间现场的叶片型面轮廓过程质量检查. 样板检测法的原理十分简单,首先根据理论参数,设计出一个标准模板作为检测量具,然后用这个模板与实际加工完成的叶片作比较进行检测. 通过判断模板与实际工件间的间隙大小,就可以测量出实际的加工误差.
1.1.2 电感量仪法
电感量仪采用点式接触测量,可以用來测量叶型位置度、扭转、弯曲、角向误差等多项参数. 典型的电感量仪测试系统由机械系统、电测系统、气动系统和计算机系统组成,系统结构如图2所示.
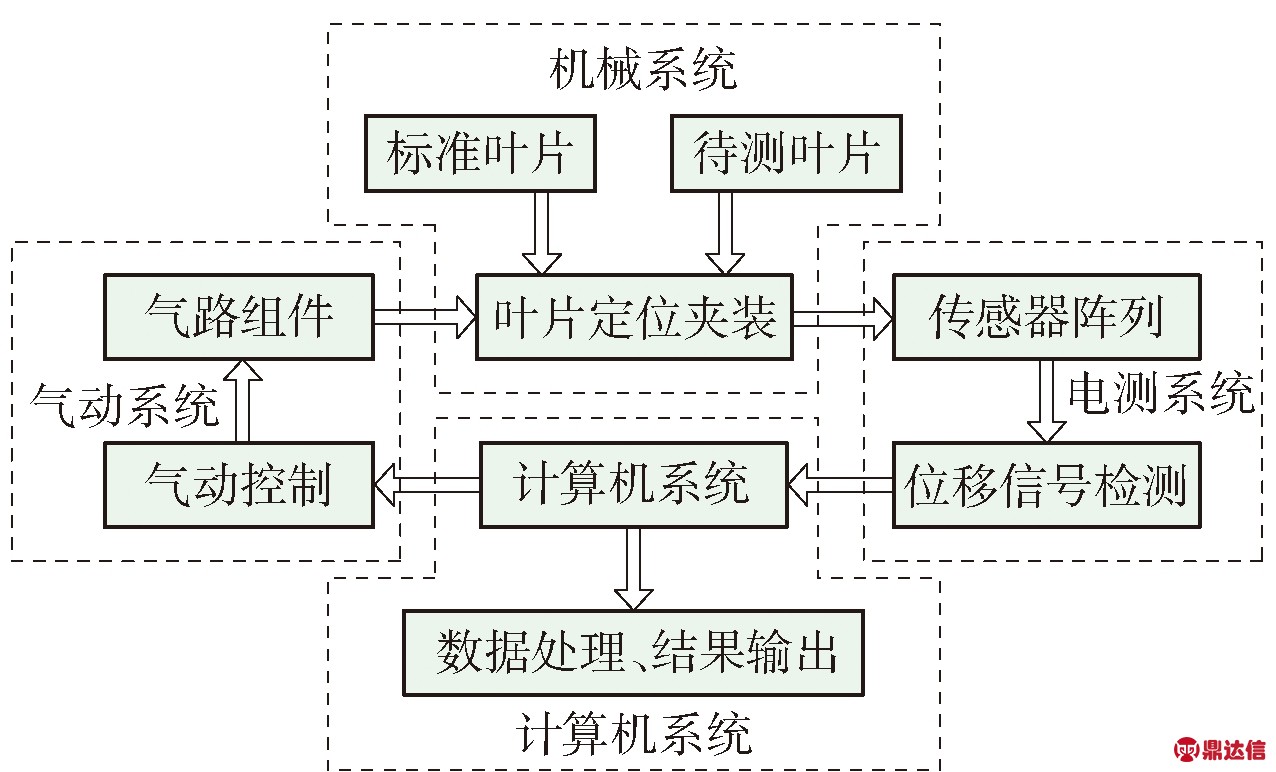
图2 电感测量法系统结构
Fig.2 System diagram of inductance measurement method
测量前,先根据被测叶片的理论线型预设传感器的位置和方向,并用“标准叶片”标定系统零点. 测量时,传感器组靠近并接触叶片表面,从各传感器测得与标准叶片的偏差量,进而计算被测叶片的叶型参数[10]. 电感量仪具有测量精度较高、环境适应性强、操作方便等优点,但通用性较差、测量准备时间长成本高[11]. 此外,电感量仪一般采用垂直测量的方法,此种测量对于扭转大的叶片存在极大的弊端,由于受到侧向力的影响,重复精度低,难于保证测量精度. 该方法适用于生产现场大批量叶片成品的检测.
1.1.3 接触式三坐标测量法
坐标测量机(coordinate measuring method,CMM)技术的不断进步,为叶片型面高精度、自动化测量提供了新的技术手段[12]. 该方法具有精度高,重复性好,通用性强,可实现叶片型面多参数、综合测量等优点,是目前叶片测量精度最高的方法之一. 但由于其测量效率较低、环境适应性差、成本高,只适合于成品叶片现场抽检或质检部门的质量监督.
图3为基于CMM的接触式叶片测量机实物图,测量机测头按规划路径与叶片轮廓逐点接触,并测得各被测点的坐标值;然后通过数据建模、分析,得到叶片测量参数,进而评价叶片加工质量. 接触式坐标测量法的研究热点包括:叶片夹装方法、测量坐标系的建立、路径规划、测头半径补偿、数据处理和误差评定等. 蔺小军[13]提出了流道线测量路径规划法,大大提高了型面误差分析的精度;郭成操[14]提出了自适应再分迭代法采样策略,实现了采样点数、位置与曲线特征的自动调整和优化;于红英等[15]对叶片测量误差补偿技术进行了研究,提出了CMM法的测量机构误差模型.

图3 基于CMM的接触式叶片测量机
Fig.3 Contact blade measuring machine based on CMM
1.1.4 接触式关节臂坐标测量法
随着机器人技术的进步,采用关节臂结构的接触式叶片型面测量技术得到迅速发展. 与传统的三坐标测量方案对比,该方法具有结构紧凑、测量空间大、无死角、柔性好、性价比高等特点[16]. 因此,在汽车制造、模具、重机等机械加工行业得到广泛应用. 接触式关节臂坐标测量机实物如图4所示. 关节臂式坐标测量法的研究热点包括:关节臂运动学理论模型研究、工作空间仿真、机械结构优化和精度分析等.

图4 接触式关节臂坐标测量机
Fig.4 Contact articulated arm CMM
1.2 主动式叶片型面光学测量方法
光学测量法可以分为主动式和被动式两大类[17]. 主动式测量技术需要投影特定结构光,利用被测物体高度的调制效应,从携带有三维轮廓信息的变形光场中,解调出物体三维参数,虽然对于系统要求较高,但模型简单、测量精度也高,成为研究的热点[18].
1.2.1 激光三角测量法
该方法采用点光源照明,基于透镜成像定理工作,测量像点位移,根据物像位移关系得到物点位移大小. 该方法具有非接触、精度高、采样快等特点,目前的非接触式坐标测量机一般都采用该原理设计. 图5为基于激光三角法的叶片测量机实物. 提高测头的光学适应性和倾角误差补偿是激光三角法研究的热点. 孙彬等[19]提出了一个倾角误差补偿的量化数学模型,有效地补偿了倾角误差;段振云等[20]提出了基于运动学原理的四轴三联动倾角误差补偿策略;陈凯云等[21]提出了基于运动控制和误差标定技术的倾角误差补偿方案.
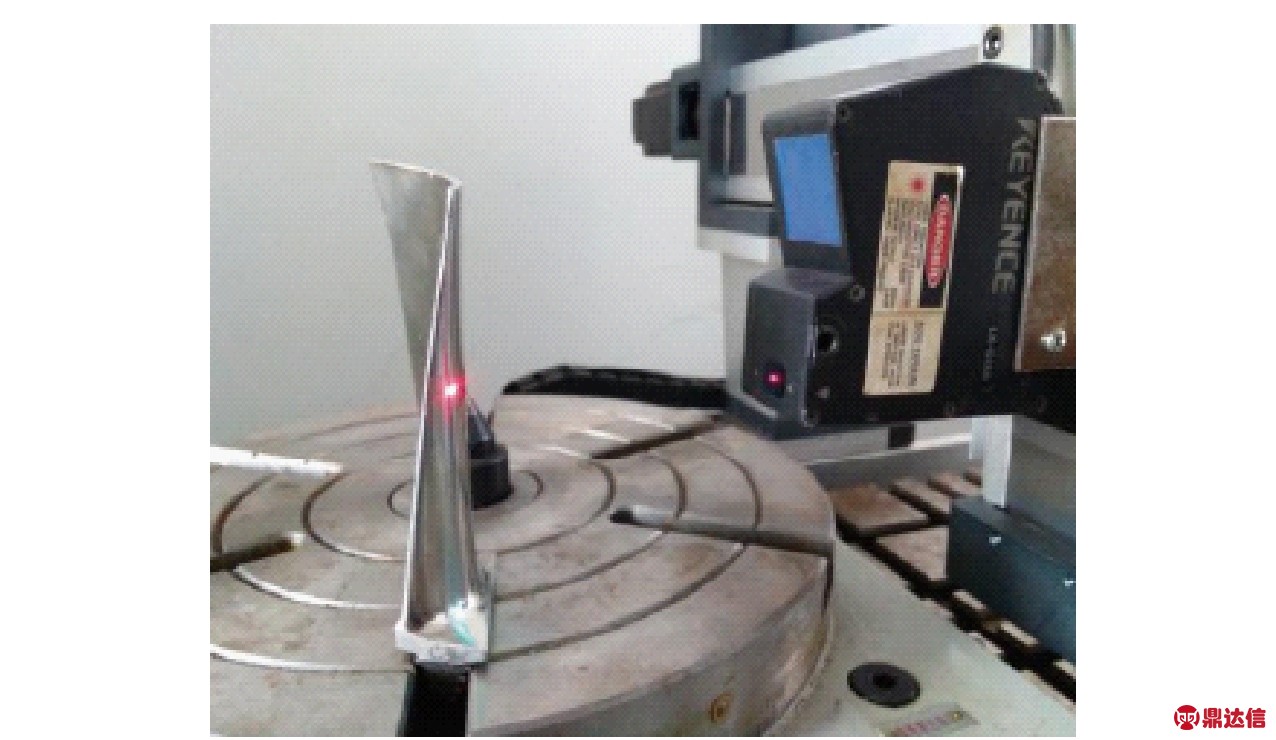
图5 基于激光三角法的叶片测量机[7]
Fig.5 Blade measuring machine based on laser triangulation[7]
1.2.2 线结构光投影法
图6为线结构光投影测量系统实物. 测量时,投影系统将一窄的平面狭缝光投射到被测物体表面,光条受到被测物体表面形状调制而发生变形. 拍摄该变形光条图像,通过分析投影图像与参考编码图像对应点的对应关系,可以得到物体一个截面的二维数据,再加上一维扫描移动就可以得到被测物体表面的三维数据[22].
该方法结构简单、效率较高、不受工作环境限制,但受线激光器性能、图像畸变、散斑效应和图像处理算法精度等因素的影响,导致这种方法的精度不高,该方法适合在制造业、医疗和人脸识别等领域的逆向工程应用. 该方法的研究热点包括:图像提取技术、传感器系统的结构参数标定技术、图像数字编码技术、误差补偿技术等.

图6 基于结构光投影法的叶片测量机
Fig.6 Blade measuring machine based on structured light
1.2.3 相位测量法
相位法测量叶片型面的原理是通过投影设备将正弦光栅条纹投射到被测表面,由于高度调制作用,条纹变形,即相位发生变化. 通过图像采集设备获得变形的光栅条纹图像,分析各点的相位变化,从而求出相对参考平面的高度信息[23]. 相位测量法原理如图7所示.
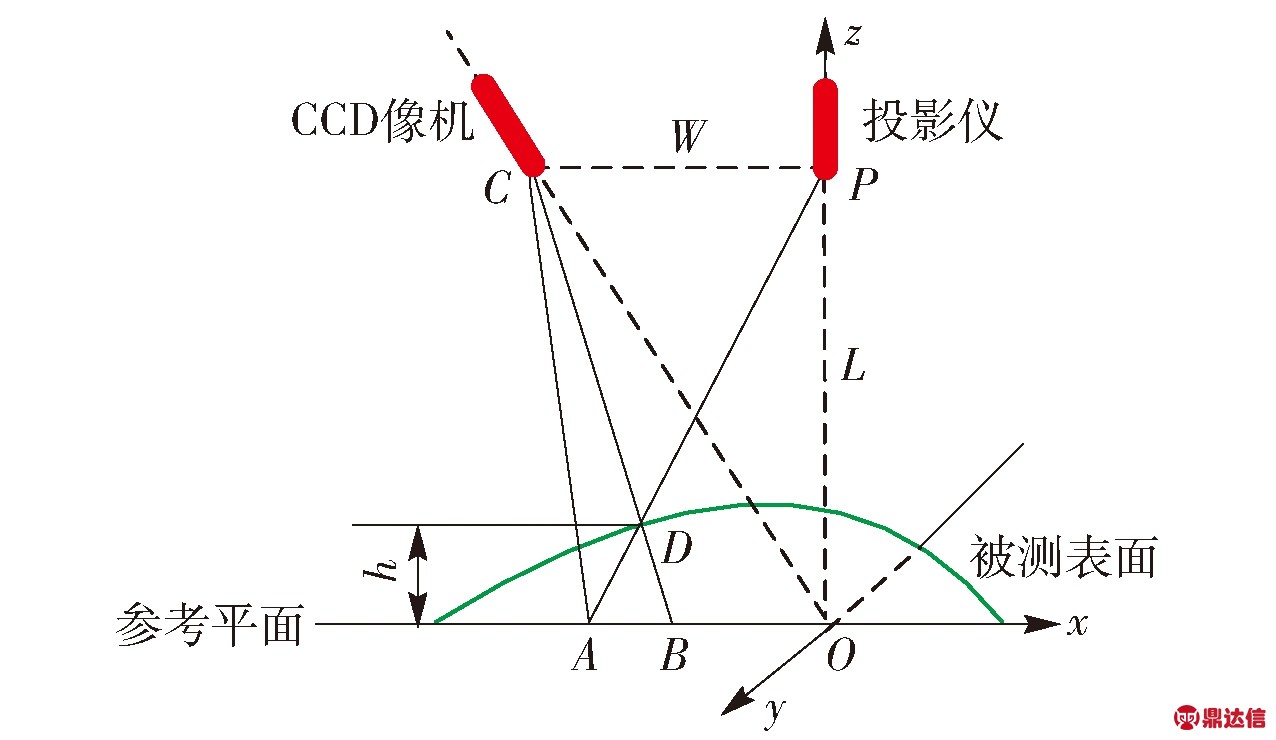
图7 相位测量法原理
Fig.7 Schematic diagram of phase measurement
当放上物体时,由于物体高度的调制作用,光栅条纹由A点转移到B点,测量A到B的距离X,根据相似三角形原理,可以求得D点的高度
h=X·L/(W+X)
(1)
另外,光栅参考面上点的相位值ΦX与距离X呈线性关系为
X=P·ΦX/2π
(2)
式中P为光栅栅距. 这样通过测量光栅条纹的相位变化ΦX,利用式(1)(2)就可以求得物面高度h.
相位测量法具有效率高的优点,但结构复杂、成本高、环境适应性差(系统容易受到外界光线的干扰,影响结构光的正弦特性,造成误差),精度有待提高,物体阴影和不连续处的相位展开计算也是难点,适合实验室环境逆向工程及产品建模. 光栅投影法的研究热点包括:投射条纹位置、宽度、光强分布、直线度精确控制技术,图像处理技术和相位提取技术等.
1.2.4 莫尔条纹法
也叫光栅干涉法. 利用光的干涉原理,在物体表面形成莫尔条纹,通过计算机读取条纹数据并加以处理,从干涉条纹的分布情况中分析出被测物体的几何形状. 莫尔条纹法原理如图8所示. 由于高度的调制作用,在物面上形成莫尔等高线,根据相似三角形原理,求得莫尔条纹到基准面的高度
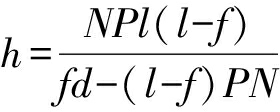
(3)
式中:P为光栅栅距;l为透镜到参考平面的距离;N为莫尔条纹级次.
这样通过测量N,利用式(3)就可以求得物面高度h. 由于受条纹质量、分辨率和图像处理算法精度等的限制,导致这种方法的精度不高,限制较多,对测量环境的要求也比较高,容易受到外部环境的干扰,影响测量结果. 该方法适合测量较大物体.
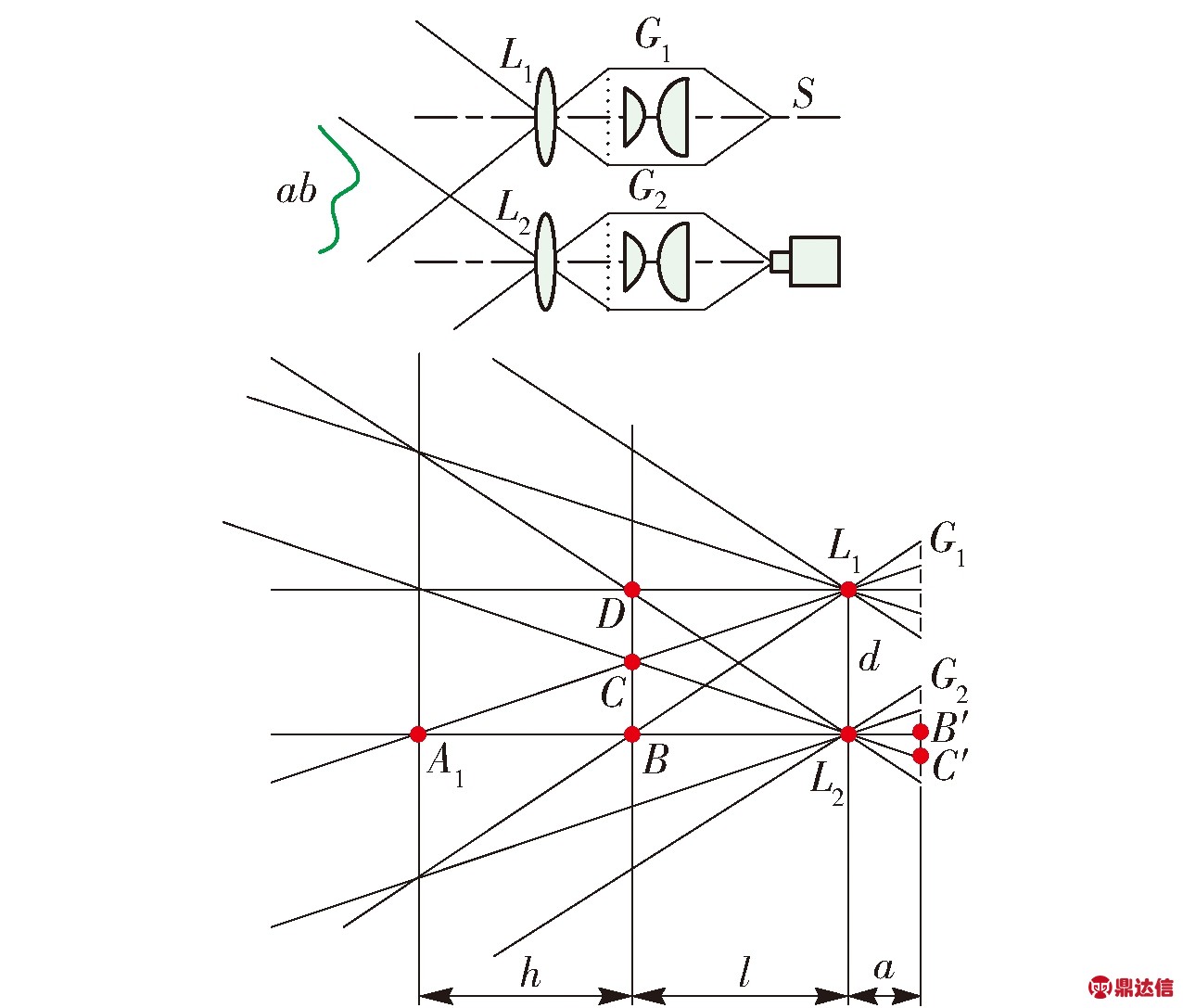
图8 莫尔条纹法原理
Fig.8 Schematic diagram of Moire fringe method
1.2.5 激光干涉法
全息干涉法和散斑干涉法也是常用的三维型面测量方法.
传统摄像只能记录物体的二维偏振信息(亮度、对比度),照片真实呈现物理图像. 而全息摄像能记录和再现物体的三维信息,包括偏振信息和相位信息(尺寸、形状). 被记录物体的尺寸、形状、亮度和对比度等信息以干涉条纹形式存在. 将特定的激光光束投射到全息图上,可以获得原物体三维图像[24],这就是全息干涉法的工作原理. 该方法适合物体全局尺寸测量. 对测量环境的要求也比较高,容易受到外部环境的干扰,影响测量结果.
漫反射表面被激光照射时,在空间会出现随机分布的亮斑和暗斑,称为散斑[25]. 散斑随物体的变形或运动而变化,散斑的分布和位置与物体表面各点的位移有关,通过光学信息分析方法,可以得到二者的精确关系,这就是散斑干涉法. 该方法适合微观尺寸测量.
1.3 被动式叶片型面光学测量方法
被动式三维测量技术不需要外加结构光场,该类方法系统结构简单,但数据处理量大,测量精度不高,主要用于受到环境条件限制的场合.
1.3.1 单目视觉法
依据光学成像原理和统计理论,从图像的灰度变化推导出物体轮廓和表面面型. 该方法只需配备摄像系统,结构简单,采集便捷,但提供的信息具有局限性,精度较低,只能定性描述物体的形貌,不能精确描述物体几何参数.
1.3.2 多目视觉法
利用仿生学原理,即仿生多目观察能感知距离的原理,利用空间相互位置关系已知的2个或多个摄像机同时获取同一被测物体场景的图像,基于立体视差原理获得物体三维数据,通过利用极线几何、视差原理等理论来解算被测物体的三维几何信息. 该方法只需要配备摄像系统,结构简单,采集便捷,精度有所提高,但软件算法复杂,适用于目标识别,位置、形态分析等机器视觉领域. 该方法目前还有许多亟待完善的问题. 如系统立体匹配问题、如何复原视差全面性问题、灰度失真问题、噪声干扰问题、几何畸变问题等[26].
2 叶片型面测量技术发展趋势
2.1 叶片型面测量的常用方法分析
表1为几种常用叶片测量方法的分析比较,每种方法的原理、特点、适用范围各不相同. 可以看出: 综合考虑效率、精度、成本、可靠性等多方面因素,方法3、4、5的综合性能较好. 其中,方法3具有高精度、非接触等特点,是高精度叶片型面测量的最常用的方法;方法4、5具有结构简单、测量效率高等特点,是叶片型面快速测量的最常用方法.
表1 几种常用叶片测量方法的分析比较
Table 1 Analysis of blade measurement methods
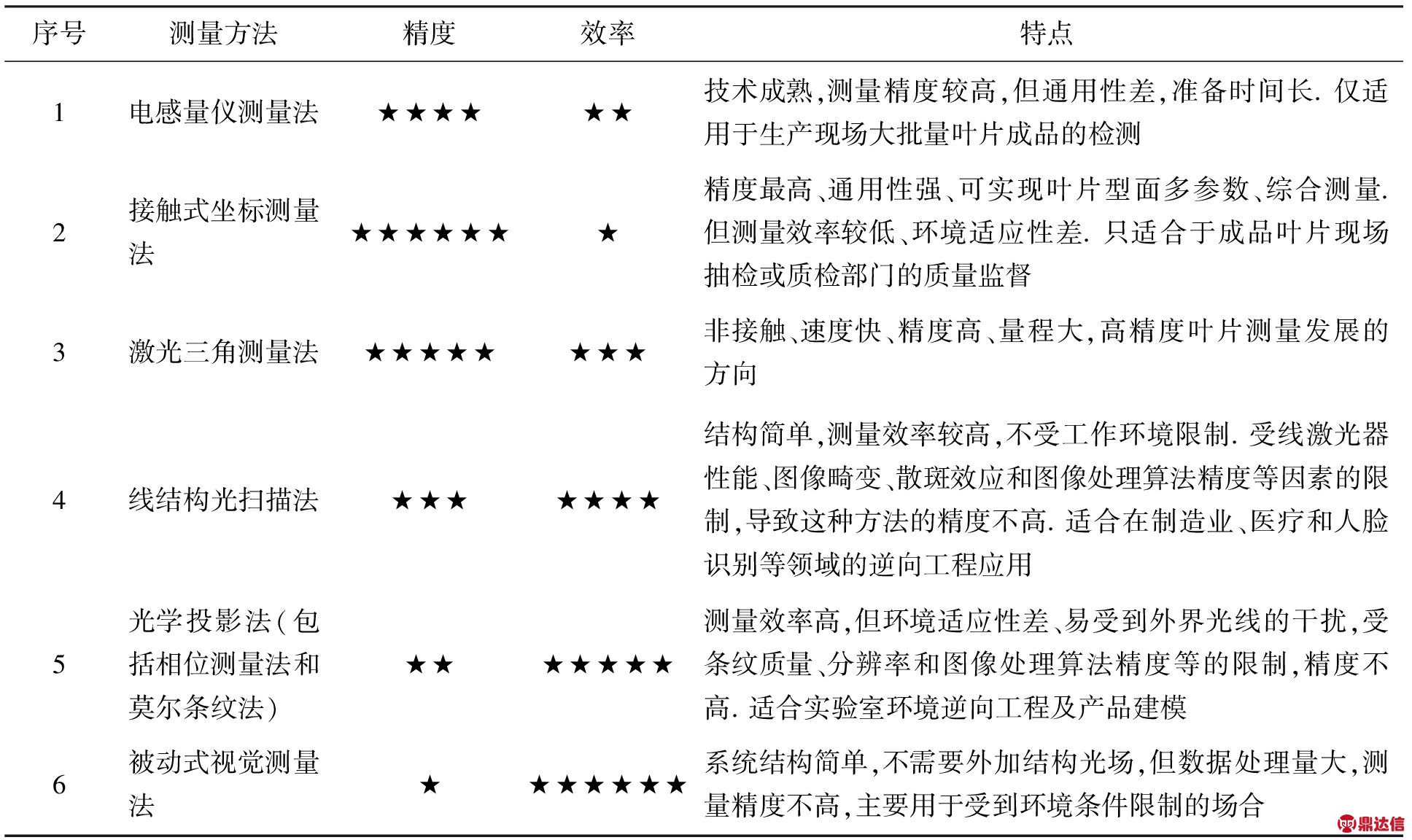
注:最低:★, 低:★★, 较低:★★★, 较高:★★★★, 高:★★★★★, 最高:★★★★★★.
2.2 叶片型面测量的趋势
通过分析不难发现,目前的叶片型面测量方法各有优缺点,还没有一种真正意义上的现场级、高精度、高效率、低成本、智能化叶片测量解决方案. 存在的主要问题有:1) 测量精度还有待提高,无法实现薄壁扭曲类叶片边缘的检测; 2) 测头的光学适应性差,测量结果受被测面表面光学性质影响较大; 3) 测量效率和可靠性还有待提高,无法适应现场级、快速叶片测量的需求; 4) 测量的智能化水平不高,叶片加工质量表征和误差评价算法需要进一步完善; 5) 测量加工一体化技术还不成熟,无法实现叶片在机测量.
随着技术的进步,叶片测量的技术方法也在不断的完善和发展,上述问题出现了解决的曙光. 随着激光测头技术的不断成熟,出现了四坐标激光测量法和激光扫描测量法. 这2种方法采用了先进的多轴联动、动态扫描、路径优化等技术,在保证测量精度的前提下,大大提高了采样频率和测量的速度[27];最近,德国温泽公司推出的多轴白光叶片测量机,采用了白光点光源测头,取代了传统激光测头,解决了传统激光测头在叶片测量中存在的问题,提高系统的光学适应性和测量精度[28];另外,中航工业黎明公司在叶片数控加工及检测技术方面取得了重要进展,采用白光测量原理,实现了叶片的小半径进排气边缘的快速检测. 开发了针对生产现场的叶片专用快速检测设备,填补了国内技术空白[29].
综上,目前叶片型面测量技术发展的趋势是:高精度、高效率、高可靠、低成本、全信息、一体化.
3 叶片型面测量的技术现状及发展对策
3.1 技术现状
国内对叶片检测的研究,多集中在三坐标测量上,即在通用的三坐标测量机上开发专用叶片测量软件. 研究的热点主要有:运动路径规划、采样策略优化、数据处理与参数评价等等. 由于受三坐标机测量原理的限制,其硬件平台无法实现高精度叶片测量的需求. 因此,清华大学、哈尔滨工业大学等国内知名高校也积极开展适应叶片型面特点的专用叶片测量机研究. 但国产叶片测量机还处在研发阶段,没有成熟的产品.
中国的叶片型面测量技术和装备尽管取得了显著的发展,但在很多方面,尤其是测量基础理论研究、装备关键技术开发上与国外先进国家相比还存在较大差距. 现场主要依靠进口精密测量装备实现叶片的高精度测量. 如何在生产现场快速测量叶片一直是困扰中国航空工业的难题. 可以说,航空发动机叶片目前缺乏有效的测量手段.
3.2 发展对策
针对目前叶片测量技术存在的问题,顺应叶片测量技术的发展趋势,应该在4个方面开展深入研究,加速提升中国叶片测量技术装备的整体水平.
1) 叶片高精度、高效率检测方法及技术研究
随着航空工业的发展,对叶片的需求量越来越大,对叶片的加工质量也提出了更高的要求. 因此需要不断地改进和完善现有技术,发现新的检测原理和方法,提高叶片测量的精度和效率,满足现场日益增长的叶片测试需求. 测量系统的误差分析及补偿、高精度测头的应用、测量路径的优化、高效软件系统设计等都是研究的热点[30].
2) 叶片加工质量表征及误差评定理论研究
目前的研究一般针对某项单项误差进行,质量表征和误差评定方法存在局限性,很难科学评价叶片的加工质量状态. 因此研究新的反映3D误差特征的宏观统计参数及其表征方法,进而研究并实现叶片质量的全局表征,是叶片测量理论的又一关键技术难题[31].
3) 叶片在线、高可靠检测原理及技术研究
研究叶片测量机与生产线的数据交互协议与方法,建立叶片加工过程各环节对叶片质量的影响规律,根据叶片检测结果实现叶片误差的溯源,从而调整工艺参数,提高叶片加工质量.
研究叶片生产车间的温度、湿度、振动等对测量机测量结果的影响规律,建立其误差修正模型,从软硬件出发提高仪器的环境适应能力.
4) 叶片测量仪系统集成技术研究
基于上述基本测量理论和测量技术,研制现场级、高精度、高效率、低成本、叶片专用测量仪器;高效软件系统,要求速度快、算法优、功能强. 软件系统要解决如下问题:理论数据获取、工件坐标系建立、测量路径规划、数据采集、数据处理、参数计算、误差分析、评价等.
笔者研究了一种新型叶片测量系统,系统基于整体误差分析理论设计,采用“多轴联动”+“白光测头”方案,既保持了坐标测量在精度和通用性方面的优势,又结合了白光测头的环境和效率优势,因而能实现叶片的高精度、快速测量,突破了传统测量方法的局限性.
系统主要由高精度多轴运动机构、高精度白光测头、测控系统、软件系统4个部分组成. 系统的测量原理如图9所示. 首先,根据特征点参数建立工件坐标系,确定被测叶片在仪器坐标系中的位置. 然后,在测量软件系统的控制下,四轴联动,扫描测量各截面线型. 各数据点的数据由x、y、z、C轴的光栅尺位置及白光测头的数据组成. 最后,数据处理、曲线拟合,得到被测叶片的实际型线图形. 将叶片的实际型线与设计型线相比较,分析计算出各项参数的误差,最后显示并打印输出被测叶片型线的检测报告[32].
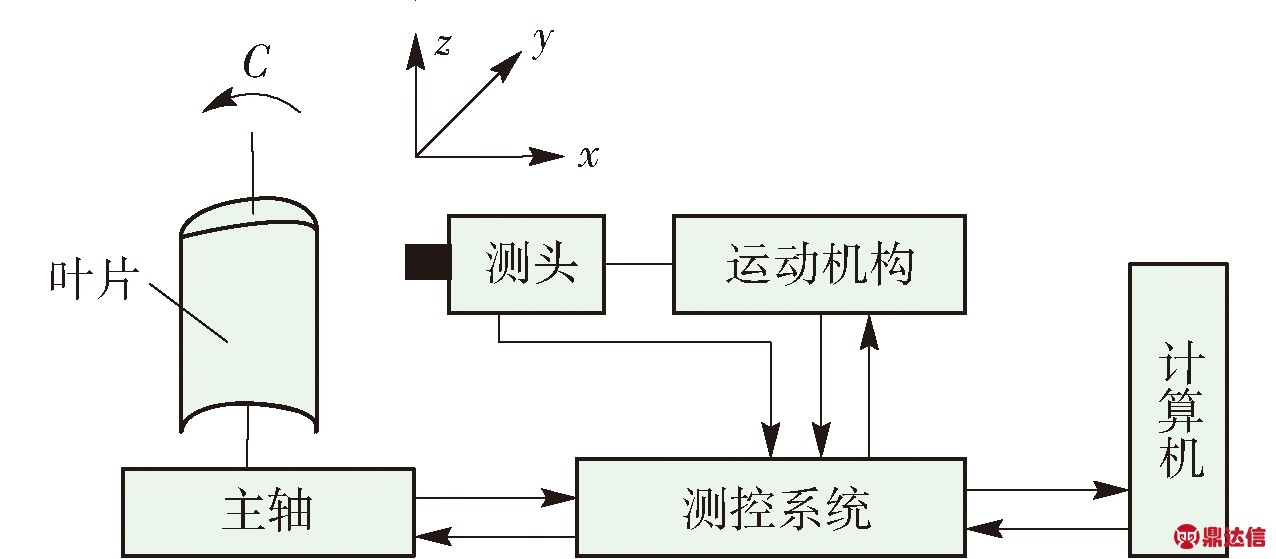
图9 测量系统原理
Fig.9 Schematic diagram of measurement system
系统的技术特点概括如下:
1) 提出了反映叶片全误差信息的整体误差概念,进而研究并实现叶片质量的全局表征及误差评价方法.
2) 主机系统采用新型光机电一体化结构布局、高精度光栅、全闭环计算机数字轨迹控制、微电脑数据采集处理等最新技术开发设计. 系统测量精度高、示值稳定、操作高效简便.
3) 测头系统采用高精度白光测头设计,具有大范围测量角度、表面适应性强、测量精度高等优点.
4) 采样策略优化、多轴联动解决了叶片的快速测量问题,系统具有更高的效率和灵活性.
5) 研究了叶片测量机与生产线的数据交互协议与方法,设计了总线通信接口,为叶片在线、可靠分析测量提供技术基础.
4 结论
1) 随着航空工业的发展,各种高性能、高精度的叶片需求量大大增加. 传统的叶片测量方法很难兼顾精度、效率、可靠性和成本等多方面因素. 可以说,中国航空发动机叶片目前还缺乏有效的测量手段.
2) 鉴于此,通过原理创新,为解决叶片精度检测找到可行的办法,抢占技术和市场制高点,具有现实紧迫性.
3) 通过分析不难发现,高精度、高效率、高可靠、低成本、全信息、一体化是叶片测量的基本要求和发展趋势.
4) 提出了一种新的叶片测量技术方案,系统基于整体误差分析理论设计,采用新型高精度光学测头,结合多轴测量技术,实现叶片全部质量信息的快速获取、质量评定和工艺误差分析. 具有良好的发展前景.


