
摘要:为准确测量卷烟包装的方正度,提出了一种基于计算机视觉的盒包方正度测量方法。首先对测量装置中各器件间的几何参数以及相机参数和镜头畸变校正系数进行确定;其次通过图像处理算法获得光栅条纹图像,利用相移法和多频外差原理法获取绝对相位值,并结合高度-相位转换关系得到盒包表面各像素点的三维坐标信息;最后通过旋转盒包获取4个不同角度的盒包三维信息,构建点云并计算盒包方正度。结果表明,本文方法的角度测量误差低于0.2°,方正度重复测量标准偏差0.01,测量时间小于3 s,其稳定性和测量精度均能够满足卷烟包装方正度的测量要求。该方法为解决接触式测量过程中盒包形变问题提供了一种技术手段。
关键词:卷烟包装;盒包;计算机视觉;方正度;相移法;三维形貌测量
随着我国《烟草控制框架公约》的签署以及相关法律法规的完善,烟草行业面临着众多新机遇、新挑战、新课题,对于卷烟包装的商标设计、印刷工艺、包装材料及机械设备等也提出了更高要求[1]。各卷烟生产企业如何改善卷烟包装,使其既增加产品竞争力,又符合国际潮流和法律法规,是企业必须面对和亟待解决的问题。其中关于盒包方正度的准确测量是诸多研究热点之一[2],目的在于使卷烟包装尽可能地满足烟草行业标准[3]。盒包方正度测量目前主要采用人工测量方法,即利用长度和角度测量工具测量盒包外部尺寸和方正度。但由于大部分盒包质地较为柔软,当使用接触式方法进行测量时容易导致盒包本身发生形变,造成测量出现偏差,影响测量精度。计算机视觉技术具有测量速度快、精度高、非接触等特点,近年来已广泛应用于烟草行业的日常生产和质量检测中,有效提高了生产效率和烟支质量[4-5]。其中,基于面结构光的光栅投影法(即相移法)通过建立物体的三维形貌,可以实现非接触式测量[6-7],具有测量速度快、分辨率高、抗干扰性强等特点,目前广泛应用于柔软质地物体的测量。为此,基于计算机视觉提出了一种卷烟盒包方正度测量方法,以期解决接触式测量过程中盒包形变等问题,提高卷烟包装水平。
1 系统组成
盒包方正度测量装置主要由成像系统、图像处理系统、载物平台、投影仪等部分组成,见图1。成像系统由CCD相机、镜头等组成,用于采集投射到盒包表面的光栅条纹图像;图像处理系统对成像系统采集的条纹图像进行处理,在重建盒包三维形貌的同时计算出盒包的长宽高、方正度等参数;载物平台用于放置待测盒包;投影仪用于投射不同频率的正弦结构光条纹图像。
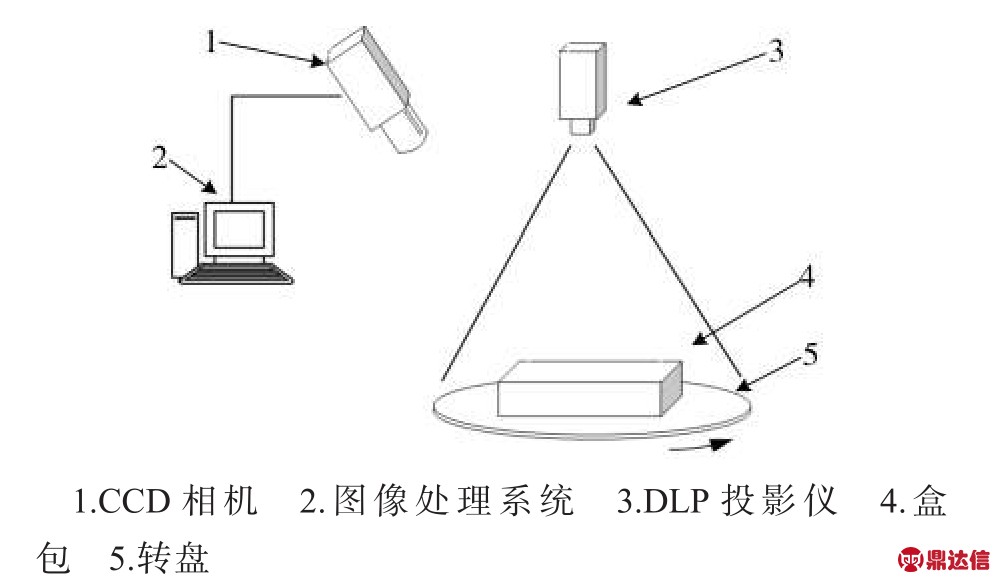
图1 盒包方正度测量装置结构图
Fig.1 Structure of measuring device for degree of square of cigarette packet
2 测量方法
2.1 工作流程
图2为盒包方正度测量装置工作流程。计算机软件通过控制投影仪输出正弦条纹图像(光栅),投影至待测盒包表面;CCD相机采集被盒包调制后的光栅图像,传送至计算机;图像经预处理后,采用基于相移法和多频外差原理的相位展开算法,获取光栅图像对应的绝对相位值分布,并结合高度-相位线性映射关系,得到待测盒包的点云信息;通过载物平台旋转盒包,每隔90°采集一次点云信息;最后将不同角度的点云信息进行匹配获取盒包完整的三维点云,计算得到盒包的方正度[8]。
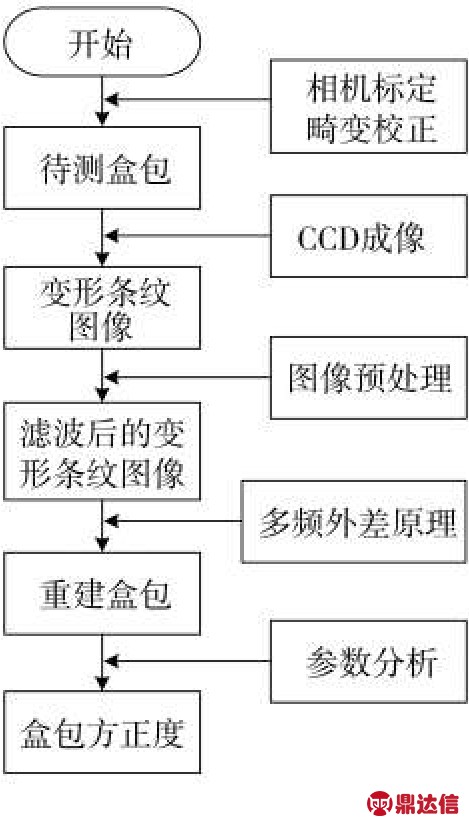
图2 测量装置工作流程图
Fig.2 Work flow of measuring device
2.2 系统预处理
在对采集的光栅图像进行处理之前,需要先对测量装置中各器件间的几何参数及相机参数和镜头畸变校正系数进行确定。
2.2.1 系统几何参数标定
通过对测量装置中被测盒包表面的某一像素点进行分析可知,该像素点的高度信息与被测盒包表面调制前后光栅的绝对相位差值之间存在线性映射关系,计算公式为:
式中:h(x,y)为被测盒包的高度信息;ΔΦ(x,y)为投射到被测盒包上的原光栅与调制后光栅的绝对相位差值;m为高度-相位转换系数,转换系数大小和投影仪光心与相机光心、相机光心与参考平面的距离有关。
实际测量过程中,采用板尺等工具无法对投影仪光心与相机光心的距离进行精确测量,因此通过测量标准工件的方式来确定高度-相位转换系数。首先选取重建的标准工件表面若干点,根据这些点的高度信息及相位差值,计算相应的高度-相位转换系数m以及系数均值,进而确定各器件间的几何参数和转换系数。确定系统几何参数的梯形标准工件及其对应的尺寸参数见图3。
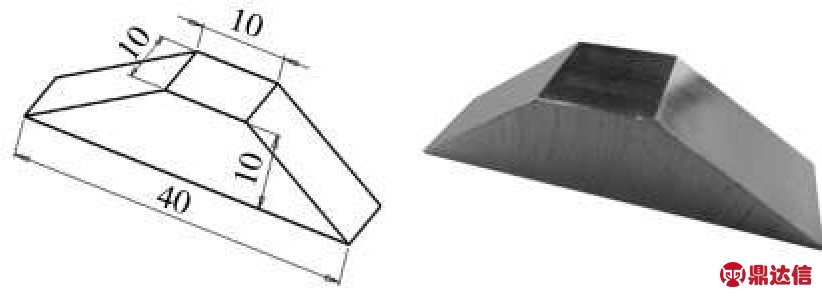
图3 用于确定系统几何参数的标准工件
Fig.3 Calibration tool for determining geometric parameters of system
2.2.2 相机和镜头参数标定
空间坐标系之间的转换主要是指世界、相机、图像以及像素4个坐标系之间转换关系的标定,其与相机的成像原理及物体在系统中成像的几何关系有关。利用构建的相机成像模型,可以将测量装置由单相机测量转变为经典的双目视觉测量,见图4。
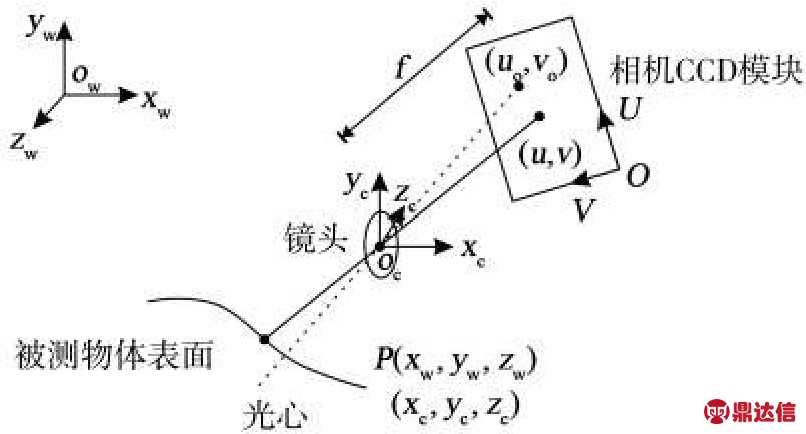
图4 相机成像模型
Fig.4 Imaging model of camera
在实验过程中,采用棋盘格方式进行畸变校正。当测量装置中相机、投影仪等器件位置确定后,利用相机采集若干幅不同位置的棋盘格图片,使用编写的畸变校正算法,得到相机的内外部参数及镜头畸变校正系数。图5为畸变校正前后图像对比。
此外,测量装置中参考平面所在的(x,y)平面及z轴也需要进行标定。对于(x,y)平面,实验过程中采用激光雕刻的标准圆进行标定,以获取各像素点之间的实际距离;对于z轴,则采用不同高度的标准工件进行标定,以得到重构图像中z轴的实际高度信息。
2.3 相位图像计算及展开
相位主值获取和相位展开是整个测量过程中较为重要的环节。本研究中采用标准四步相移法来获取相位主值分布[9-10],并结合时间相位展开方法中典型的多频外差原理法进行相位展开[11-13],获取光栅图像对应的绝对相位值分布;再利用上述系统标定过程中所获得的参数,重建盒包的三维形貌,获取盒包表面三维坐标信息,最终得到盒包方正度的测量数据。
相移法又称为相移轮廓术,其测量原理是将具有一定相位差值的多幅条纹图像投射到被测物体表面,通过对光栅图像逐个采集、算法处理和计算,得到光栅图像对应的相位主值分布。测量过程中投射的光栅图像一般是正弦光栅图像,使用离散相移技术获取N(N>3)幅变形光栅图像,根据N步相移法的计算公式得到相位主值分布情况。本研究中使用标准四步相移法计算相位主值,计算公式为:
图5 畸变校正效果
Fig.5 Effect of distortion correction
式中:φ(x,y)为光栅图像的相位主值;Ip1、Ip2、Ip3、Ip4分别为测量过程中所采集光栅图像的光强表达式。
所采集的光栅图像见图6,其表达式为:
式中:f0为投影光栅的变化频率;(x,y)为参考平面上任一点的坐标;a(x,y)为CCD相机所采集光栅图像的背景光强;b(x,y)为光栅条纹的幅值。

图6 光栅投影图像
Fig.6 Projection image of raster lines
利用相移法得到的相位主值在[-π,π]之间,且相位分布是间断和不连续的。图7为计算得到的相位主值图像及其对应的曲线分布。
本研究中采用多频外差原理法进行解包裹,获取物体表面的绝对相位分布。该方法主要是将两种不同频率的光栅条纹图像对应的相位函数φ1(x,y)和φ2(x,y)进行叠加处理,从而得到一种频率比二者都低的相位函数φ3(x,y)[14-15]。频率计算公式为:
式中:λ1、λ2、λ3分别为相位函数φ1、φ2、φ3对应的频率。
利用该方法进行叠加,最终得到叠加后的光栅图像在被测物体表面只存在一个周期,即频率为1的光栅条纹图像,其相位主值分布即为绝对相位值分布。基于多频外差原理法的相位展开过程是一个逆向过程,利用上述叠加得到频率为1的光栅条纹图像对应的绝对相位值分布,根据公式(5)通过多次迭代计算得到初始投射光栅对应的绝对相位值分布,再结合高度-相位转换系数,计算得到待测物体表面各像素点的三维坐标信息。
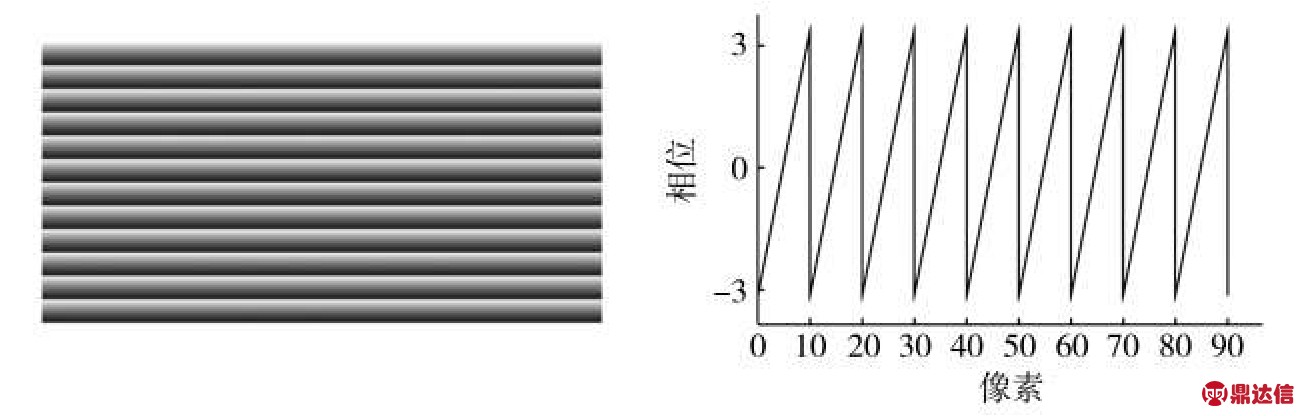
图7 相位主值图像及曲线分布
Fig.7 Phase value image and curve distribution
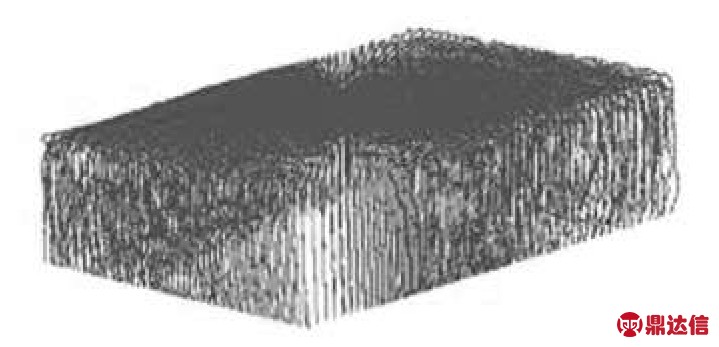
图8 盒包点云
Fig.8 Cloud of points of cigarette packet
式中:f1为低频光栅条纹的空间频率,其对应的绝对相位值为Φ1(x,y);f2为高频光栅条纹的空间频率,其对应的相位主值为φ2(x,y),绝对相位值为Φ2(x,y)。
2.4 三维重建与尺寸测量
图像预处理算法实现了从样品光栅图像到空间坐标的转化。为测量样品的三维参数,仍需结合每幅图像获取的空间坐标进行三维重建[16-17]。
2.4 .1 点云构建
通过对盒包进行旋转,可以获取并记录每个旋转角度下样品空间位置的坐标信息。根据光栅图像特性,盒包只需旋转4次即可完成三维扫描。本文方法中设置每旋转90°获取一幅样品图像,一次完整测量共需4幅光栅调制图像,将每幅图像处理得到的样品空间坐标按其旋转角度组合到一起,即可构成测试样品的空间坐标点云,见图8。
2.4.2 方正度测量
采用基于数值拟合的数据分析方法,从空间点云中获取样品的尺寸信息。该方法从点云数据中拟合出长方体的边,从而获取长方体的顶点。为评价盒包的方正度,通常比较盒包6个面上每个内角与90°之间的差异,内角角度由盒包的重建结构图并结合直线拟合、几何关系求取等方法获得,所有内角与90°的差值总和越小,则盒包越方正。方正度计算公式为:
式中:F为方正度;i表示长方体的6个面,取值1~6;j表示一个面对应四边形的4个内角,取值1~4;Di,j为第 i个面上第 j个内角的角度,(°)。
3 试验验证
为验证本文方法的可行性,进行了准确性和重复性试验。材料:“双喜(硬经典)”牌卷烟(广东中烟工业有限责任公司提供)。仪器:DLP投影仪(日本SONY公司);DFK23GP031型CCD网口相机(德国Imaging Source公司),配合使用5 mm定焦镜头(日本Computer公司);计算机选用CPU为i5二代的ARK1550型研华工控机。
试验方法:投射的光栅条纹图像由基于Windows系统的Visual Studio 2008平台编程实现和生成,利用Visual Studio 2008平台编写相位主值求解算法及相位展开算法,并获取条纹光栅在待测盒包调制前后的绝对相位差值。
3.1 准确性试验
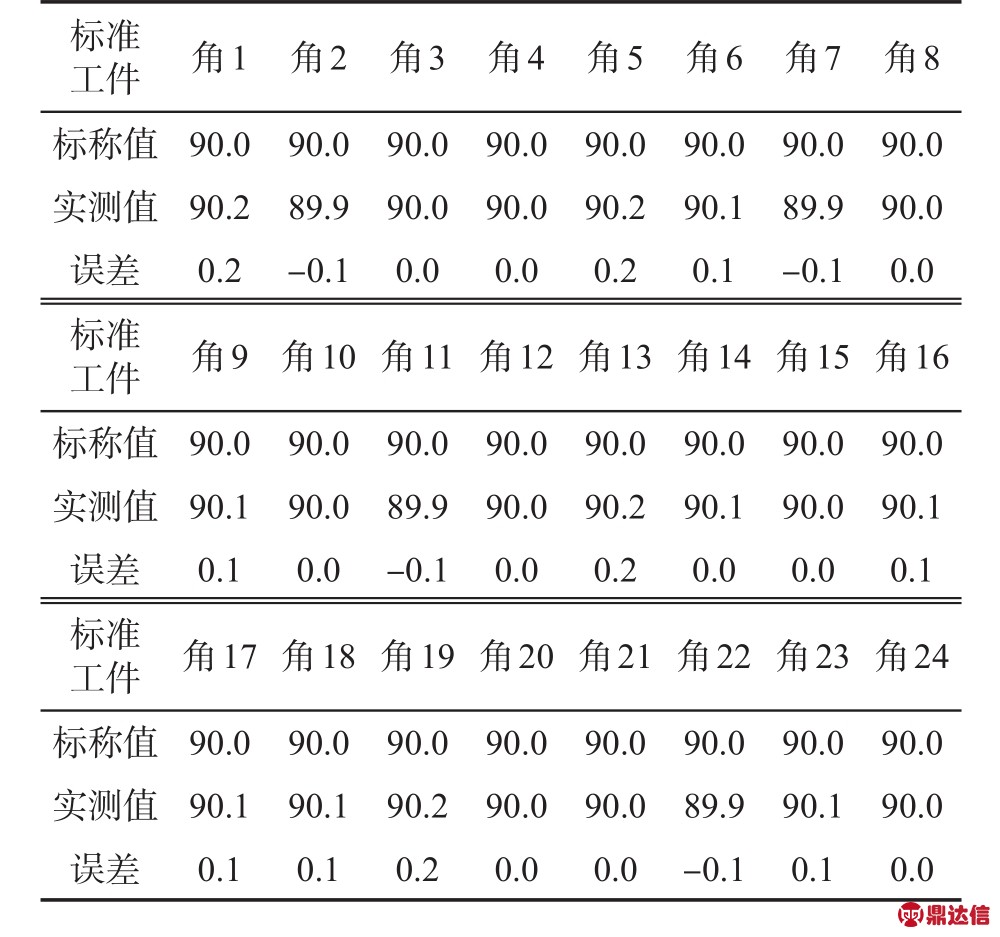
采用与“双喜(硬经典)”牌盒包实际尺寸相同的方形标准工件作为测量样品,见图9。利用相移法和多频外差原理法完成标准工件的三维形貌重构,并通过标准工件表面的三维坐标信息计算出工件本身的尺寸参数,标准工件实际尺寸与本文方法测得的参数对比见表1。结果表明,本文方法的测量误差低于0.2°,能够满足盒包表面参数测量的精度要求。
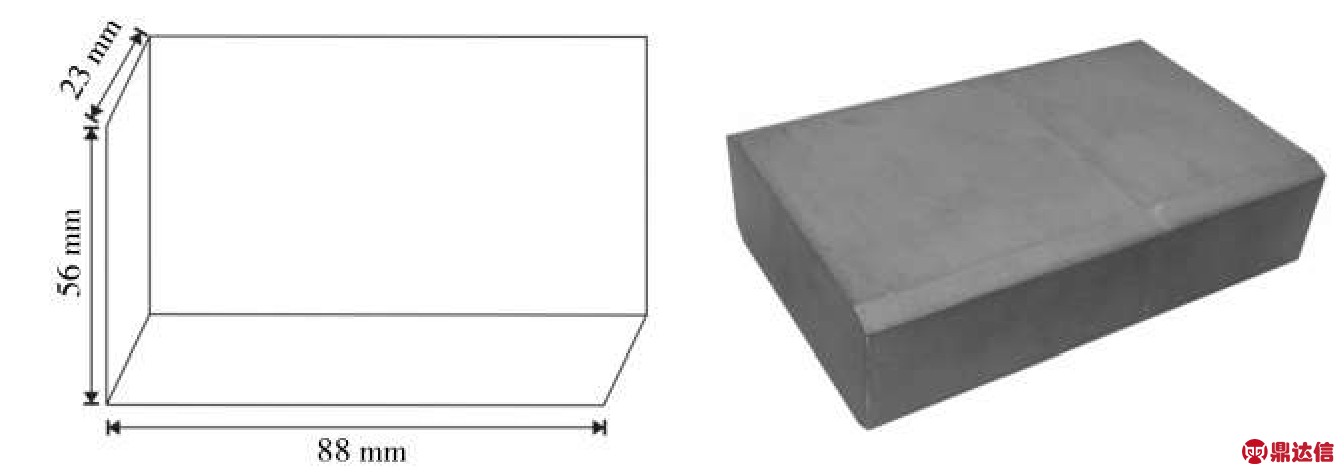
图9 测量盒包的标准工件
Fig.9 Standard tool for measuring cigarette packet
表1 标准工件的标称值和本文方法测试结果对比
Tab.1 Comparison between nominal value and tested value of standard tool (°)
3.2 重复性试验
采用“双喜(硬经典)”牌卷烟作为试验样品,利用本文方法测量盒包内角角度,获得盒包三维点云信息后计算盒包方正度,重复测量10次,结果见表2。数据显示,本文方法测量的盒包方正度标准偏差为0.01,表明本系统具有较好的测量重复性。
3.3 测量效率
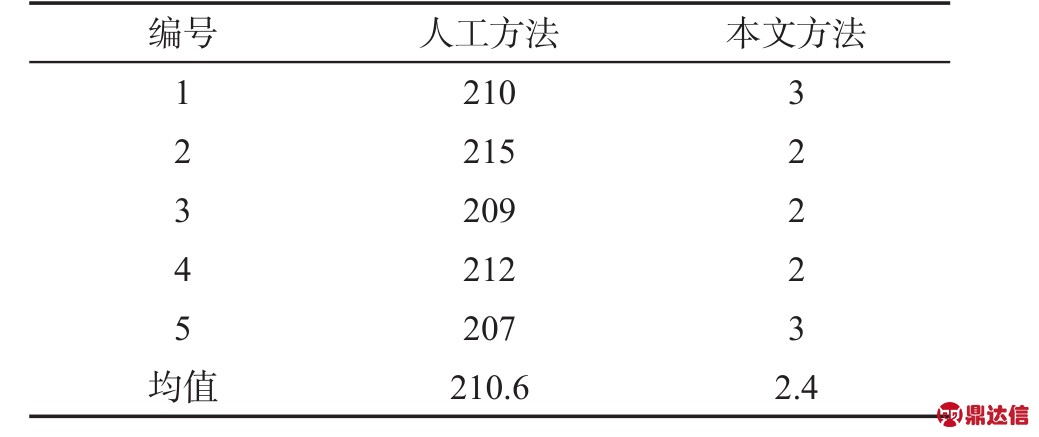
为验证测量效率,将本文方法与采用角度测量工具的人工方法进行对比,结果见表3。可见,本文方法的测量时间仅为人工方法的百分之一,显著提升了盒包方正度的测量效率。
表2 盒包方正度测量重复性试验结果(n=10)
Tab.2 Result of repetitive experiment for measuring degree of square of cigarette packet(n=10)
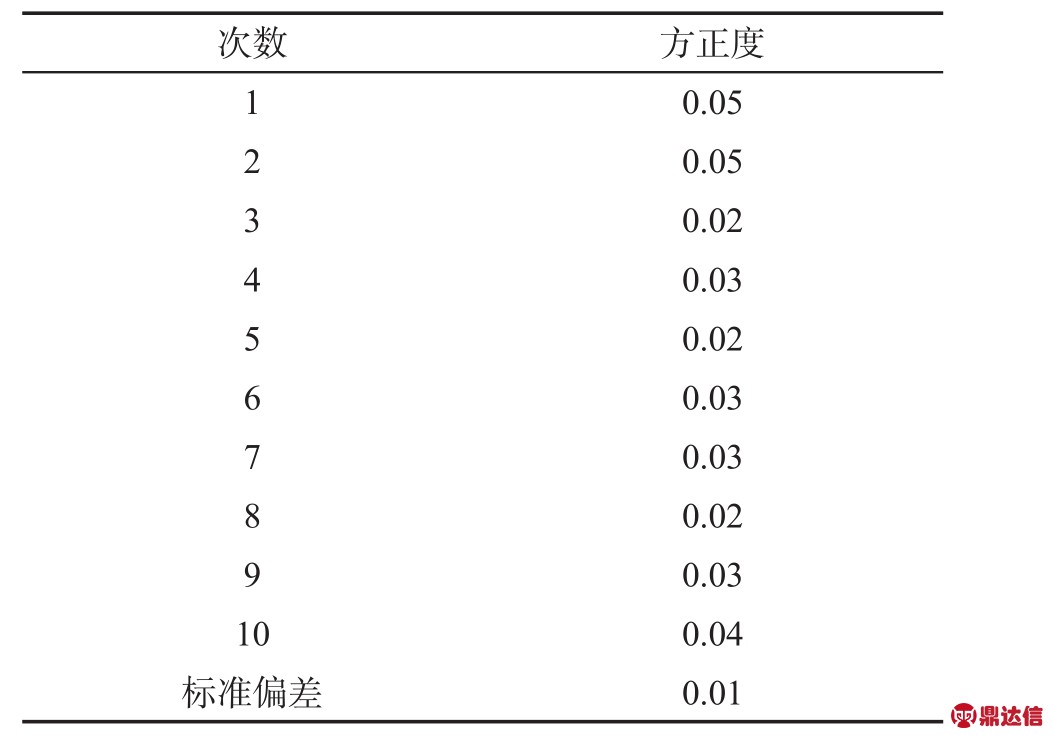
表3 人工方法和本文方法测量时间对比
Tab.3 Comparison of test time between artificial method and the proposed method (s)
4 结论
为满足盒包方正度的测量需求,基于计算机视觉提出了一种盒包方正度测量方法。该方法利用相移法和多频外差原理法实现了光栅图像的空间信息解调以及盒包的三维形貌重建,在获取盒包物理尺寸的基础上,完成了盒包方正度的测量。结果表明:①基于三维形貌重建的非接触式测量方法,较好地解决了测量过程中盒包形变等问题;②本文方法的角度测量误差低于0.2°,方正度重复测量标准偏差0.01,测量时间≤3 s,其稳定性和测量精度较好地满足了盒包方正度的测量要求。


