
摘 要 通过对中部槽建模仿真分析发现中部槽在推移时的主要变形集中在推移耳部位,哑铃销轨座部位的变形可以忽略不计;因此,哑铃销断裂的主要原因是由于横向推移距离过大。据此建立了一个刮板输送机哑铃销断裂检测的系统,检测哑铃销是否断裂及准确确定断裂哑铃销的位置;并通过支架控制器控制溜槽动作,能实现哑铃销断裂检测以及断裂保护。
关键词 哑铃销 断裂 检测
刮板输送机作为矿井综采、港口运输等的主要运输设备,在实际生产应用中发挥着至关重作用的同时也故障频发。哑铃销是刮板输送机中链接溜槽的主要部件,它的对于刮板机能否安全有效的工作起至关重要的作用。在生产实践中,刮板输送机特别是大型刮板输送机的哑铃销往往会产生疲劳断裂[1]。一旦任何一个哑铃销断裂,将会造成刮板输送机中部槽之间错位甚至是相互脱开,影响整个刮板机的正常运行。而且目前针对于刮板输送机的状态监测以及故障诊断方法[2]主要集中于刮板机的断链检测方面,对于哑铃销也是进行参数化建模和优化分析居多,基本上对于哑铃销的监测还处于一个空白阶段;因此,对哑铃销进行状态监测具有一定的实际意义。
哑铃销用于连接相邻的两节中部槽,安装在哑铃销轨座位置处,在液压支架进行推溜时,由于推溜力直接作用于中部槽而不是哑铃销上,在力的作用下中部槽会发生一定的变形[3];因此,哑铃销具体断裂原因有两种情况:一是中部槽哑铃销轨座部位受力变形,进而导致哑铃销断裂;二是相邻两节中部槽之间推移距离过大,进而导致哑铃销所受拉力过大而疲劳断裂。为了探究哑铃销断裂的具体原因,建立了刮板输送机中部槽的三维模型;并进行受力分析,通过仿真分析得出了刮板输送机中部槽在推移时的应力云图以及变形图。通过仿真结果分析发现,推移时中部槽的变形主要集中在推移耳处,哑铃销轨座处的变形几乎可以忽略不计,因此推移时哑铃销的断裂应该是由于相邻两节中部槽之间的推移位移过大造成的。因此利用在刮板输送机推溜时相邻两节中部槽之间的距离的变化,提出了一种新的哑铃销断裂检测方法。该方法首先通过实际测量测定在哑铃销断裂之前推移时相邻两节溜槽之间的最大最小距离,并以此为基础设定检测系统的基础阈值;然后再利用无线测距装置测量相邻两节中部槽之间的距离,通过无线传输装置传递到支架控制器以及监控中心,通过与设定阈值比较后判断哑铃销是否断裂,若有哑铃销断裂,精确判断出断裂哑铃销位置,通过支架控制中心控制溜槽的动作,实现哑铃销断裂检测与保护。
1 中部槽受力分析
为研究哑铃销断裂的具体原因,本文建立了中部槽的三维模型并利用ANSYS进行受力分析。考虑到中部槽结构的复杂性,以及ANSYS内部建模的复杂性,采用Creo进行建模[4]。
1.1 基于Creo的中部槽三维建模
中部槽主要由铲板槽帮、挡板槽帮、中板、底板等构成,结构比较复杂,而且个部位的倒角等特征主要是加工方便,对于中部槽的力学性质影响不大,因此在中部槽建模时对中部槽做了相应的简化处理,简化后的中部槽模型如图1所示。
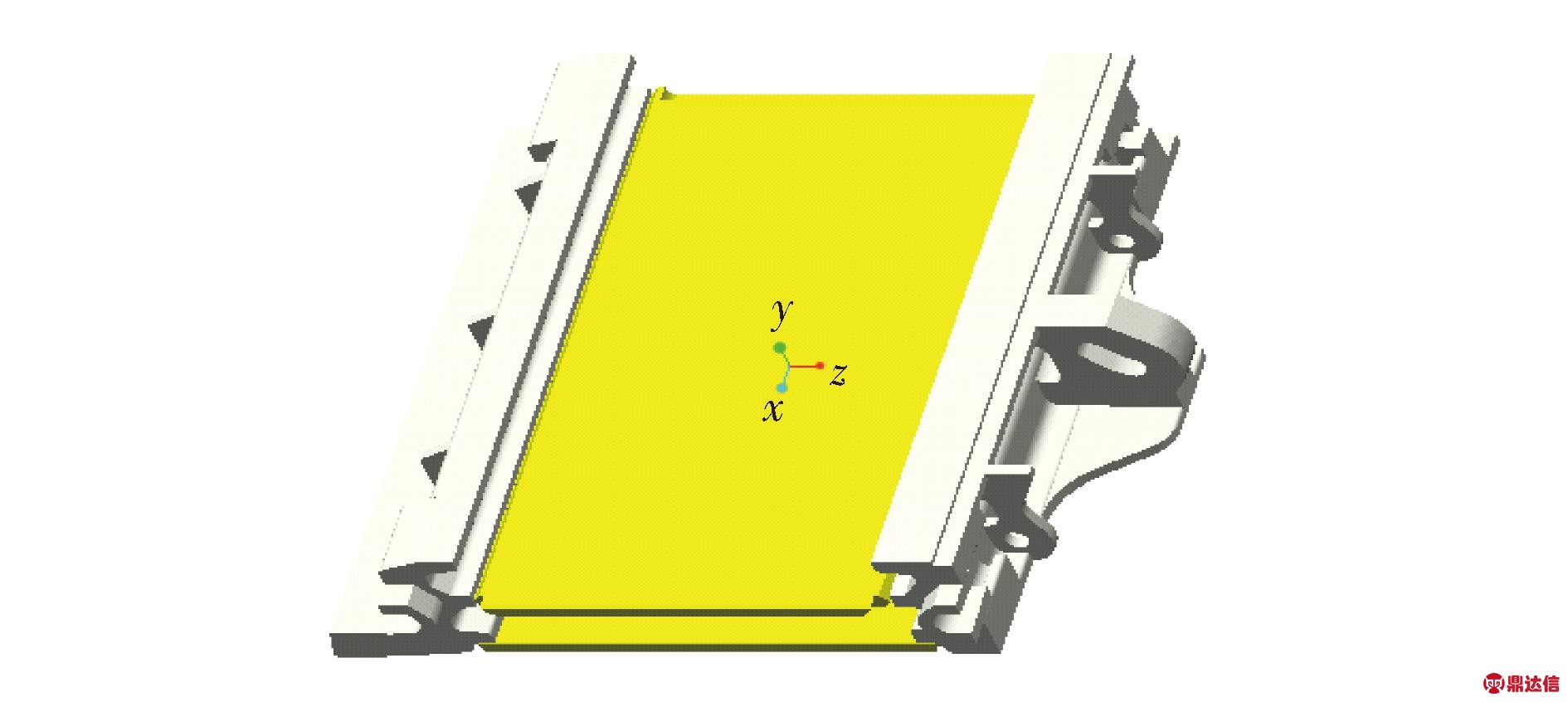
图1 中部槽三维模型
Fig.1 3D model of the middle trough
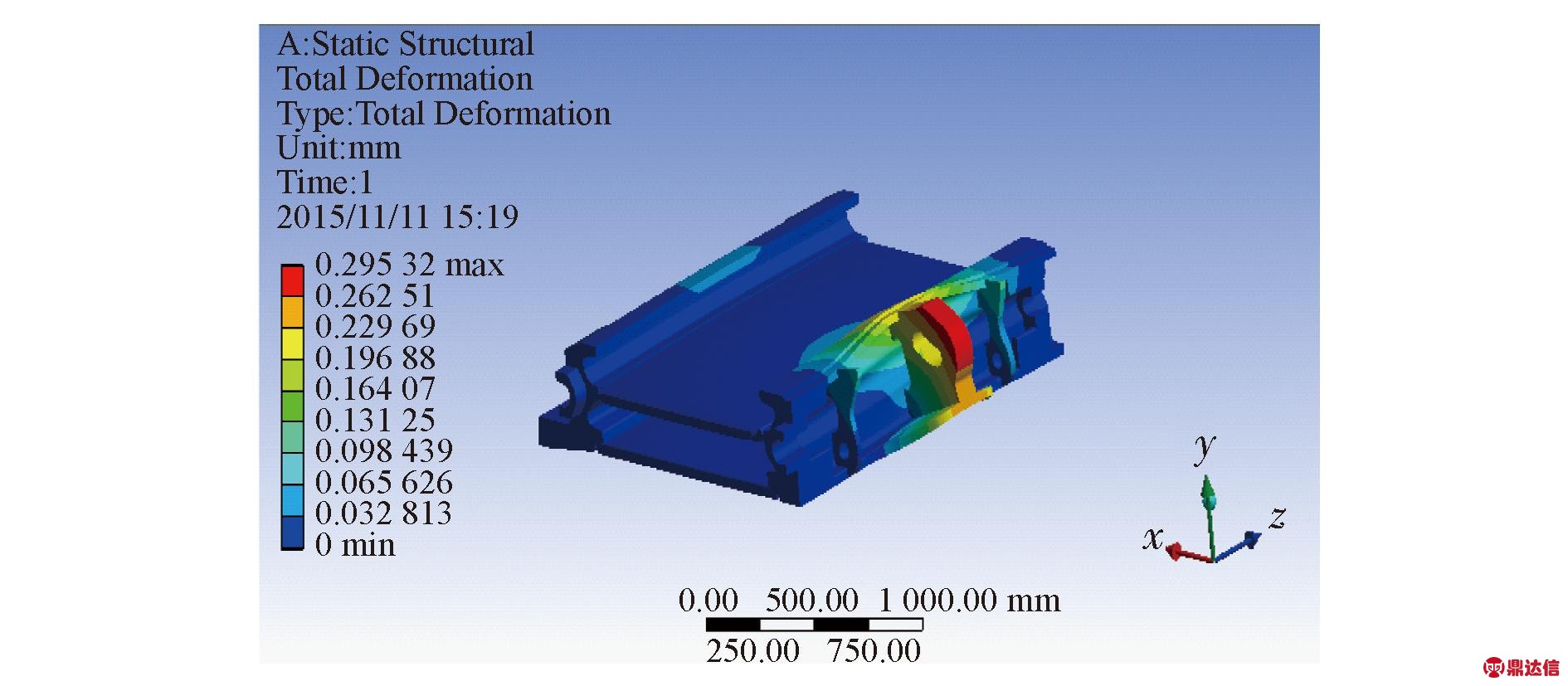
图2 中部槽网格划分
Fig.2 The middle trough after meshing
1.2 定义材料属性
定义单元的类型以及材料的各项属性,结合实际中部槽各项特性,选取实体模型作为单元的类型,取其弹性模量为2.0×1011 Pa,泊松比是0.3,材料的密度为7 850 kg/m3。
1.3 实体中部槽模型的有限元网格划分
在Creo中建立的模型在导入到ANSYS中后,不能进行直接加载,必须要进行网格的划分,由于在整个结构中其工作量十分巨大,因此采用有限元网格自动生成技术,设置网格的形状为三角形,网格划分完成后如图2所示。
1.4 施加载荷
在施加载荷进行受力分析之前必须对中部槽进行约束,考虑到主要研究哑铃销断裂的因素,因此应该不考虑哑铃销的情况下进行分析,所以设置中部槽约束方式为两端固定约束。由于在推溜时液压支架施加给中部槽推移耳的力是不断变化的,为考虑计算结果的准确性,本文取液压支架所能提供的最大推溜力进行计算[5]。
1.5 求解
经过ANSYS分析后,得到了中部槽在推溜时的应力、应变图。由途中可以看出中部槽在推移耳处产生应力集中,应力较大,最大达到201.3 MPa,其余部位包括哑铃销轨座位置处产生的应力很小,远小于材料的屈服极限。由整体变形图中可知中部槽的变形集中在推移耳部位,最大变形0.295 mm,而哑铃销轨座部位几乎没有变形,因此哑铃销轨座变形对哑铃销的影响较小,哑铃销断裂的主要原因是相邻两节中部槽之间的相对推移位移过大。
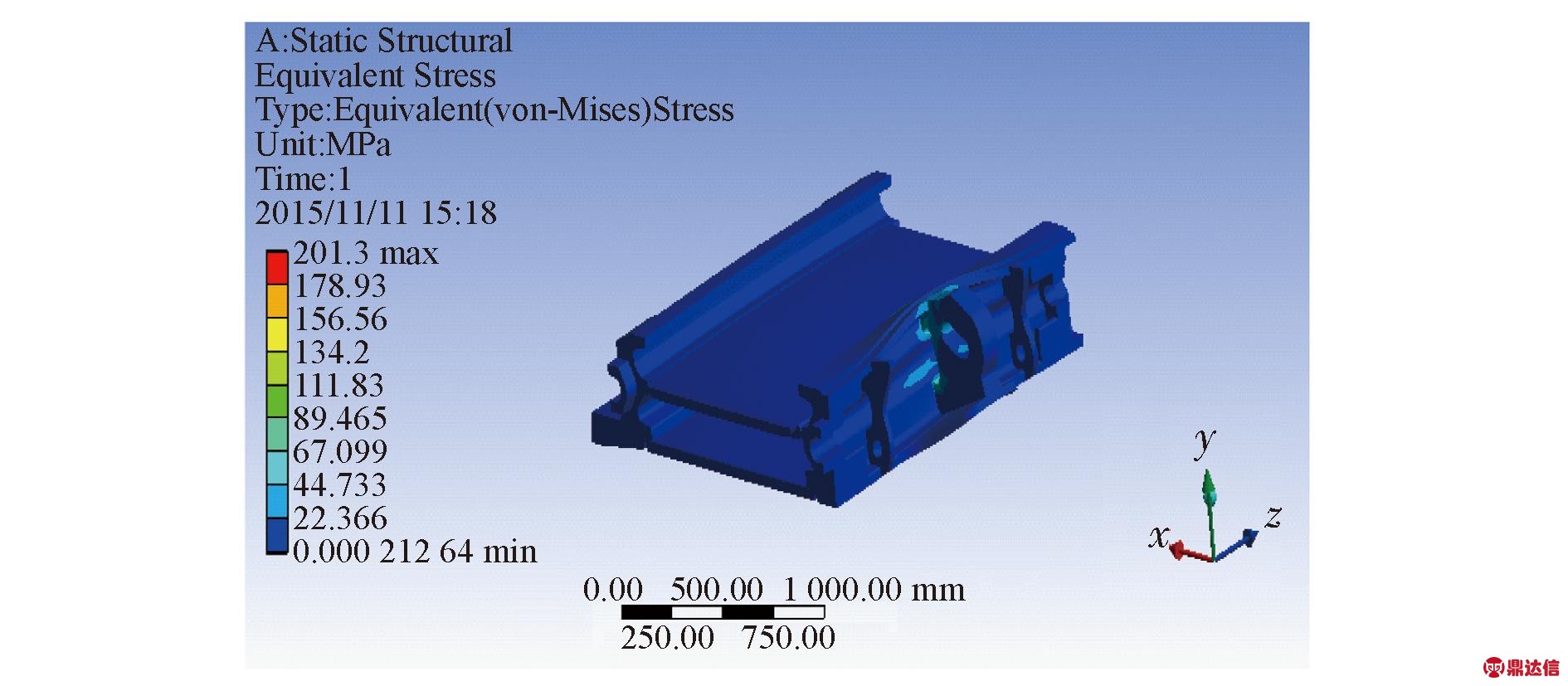
图3 中部槽推溜时的应力图
Fig.3 The equivalent stress of middle trough
图4 中部槽推溜时整体变形图
Fig.4 The total deformation of middle trough
2 检测系统设计
2.1 检测原理
在进行推溜之前,两节中部槽之间相对位移较小,当刮板机进行推溜时,液压支架推移中部槽,使中部槽向前移动,由于井下综采工作面液压支架与溜槽一一对应,而且各个液压支架的推移不同步,这时会导致相邻两节溜槽之间的间距逐渐增大,哑铃销受力逐渐增大,与此同时哑铃销的变形逐渐增大[6]。但由于受到中部槽凹凸头长度以及哑铃销销杆长度的限制,在任意哑铃销断裂前,对应相邻两中部槽相对平移过程中必有两个相对位移极限位置,此时推溜所受阻力最大,哑铃销受拉力最大并达到最大变形,此时哑铃销濒临断裂边缘,根据此时的极限位置,设定比率阈值,则可根据相对位移量的大小便可以检测哑铃销是否断裂。
2.2 系统设计
哑铃销断裂检测系统主要由刮板输送机、无线测距装置、无线通讯设备、支架控制器和监控中心组成。无线测距装置主要应利用激光传感原理[7],测定相邻两中部槽之间的距离;无线通信设备将无线测距装置测得的距离信号传递给监控中心,监控中心对测量距离数据进行处理计算并将结果与设定阈值进行比较,判断哑铃销是否断裂,若哑铃销断裂则判断断裂哑铃销的具体位置,并通过控制支架控制器控制支架动作。
2.3 无线测距装置安装方案设计
如图4所示,无线测距装置2包括导向装置21、支护机构22、固定底座23、激光测距仪、反射靶板24和固定螺栓25,导向装置21焊接于刮板输送机溜槽铲煤板槽帮上,并与槽帮上表面共同构成导向槽,支护机构22通过固定螺栓25和导向装置21固定,并可沿导向槽平行移动,激光测距仪置于固定底座23内,通过固定螺栓25固定于支护机构22上,反射靶板24直接焊接于与激光投射方向对应的支护机构上。安装时应保证激光测距仪射线投射方向与反射靶板24中心处于同一水平直线上,且在任意相邻两节中部槽上的安装位置相同。
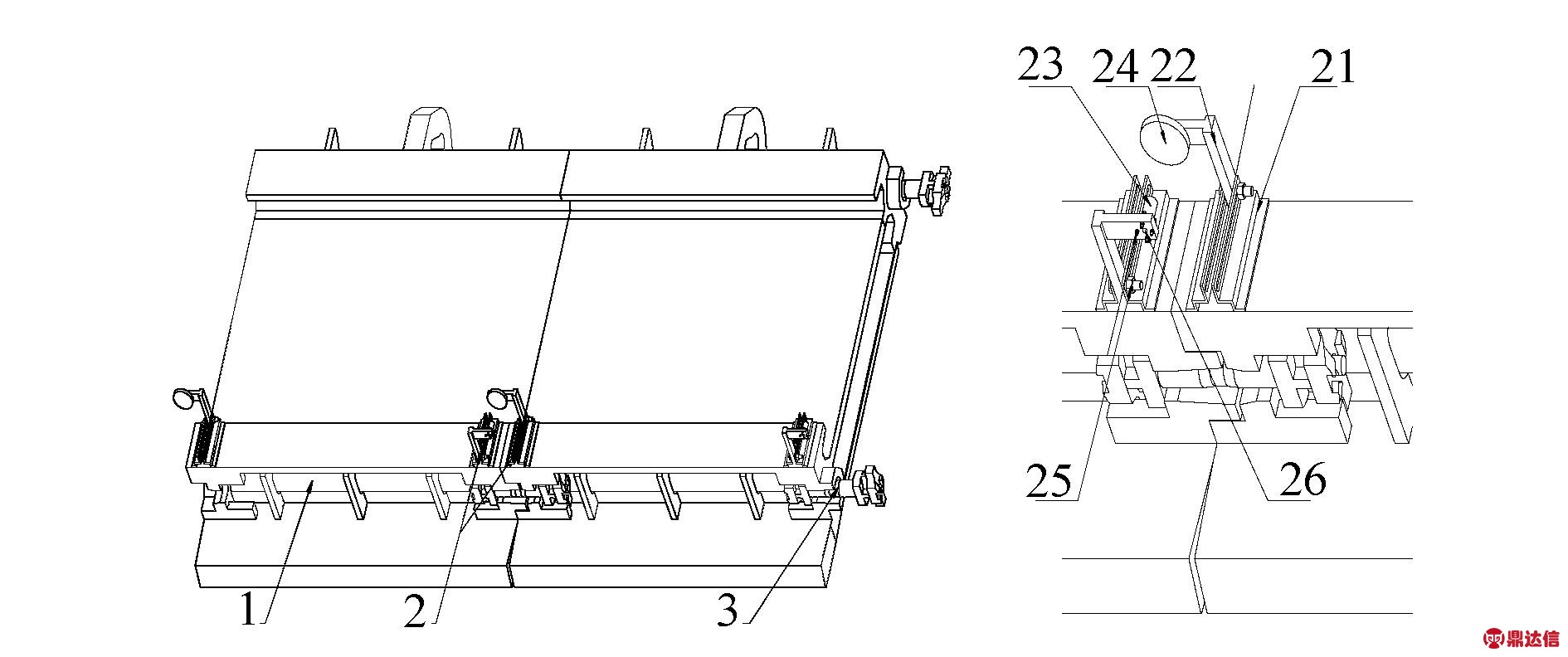
图4 无线测距装置安装示意图
Fig.4 The installation of wireless distance
measuring equipment
2.4 检测方案设计
检测系统检测流程示意图如图5所示,主要检测步骤如下。
2.4.1 编号
使刮板输送机中部槽与液压支架、支架控制器一一对应,并统一编号。
2.4.2 设定位移比率阈值
刮板输送机推溜动作前,固定在支护机构22上的激光测距仪和反射靶板24之间距离为L,刮板输送机推溜过程中,设定任意两相邻溜槽相对同向运行时,激光测距仪和反射靶板之间最大距离值为D(现场实测),设定任意两相邻溜槽相对反向运行时,激光测距仪和反射靶板之间最小距离值为C(现场实测),为了消除判定误差,分别设定0.9C/L和1.1D/L的值为两个阈值M0%和N0%。
2.4.3 无线测距
刮板输送机推溜过程中,激光测距仪发射激光信号,激光信号发射至反射靶板24并反射回来需要一定的时间间隔,根据这一时间间隔确定激光测距仪与反射靶板之间的距离。
2.4.4 数据传输
通信设备可将测得的距离数据转换为电信号的形式并以无线方式传输给支架控制器,支架控制器将数据信号进一步传送给监控中心。
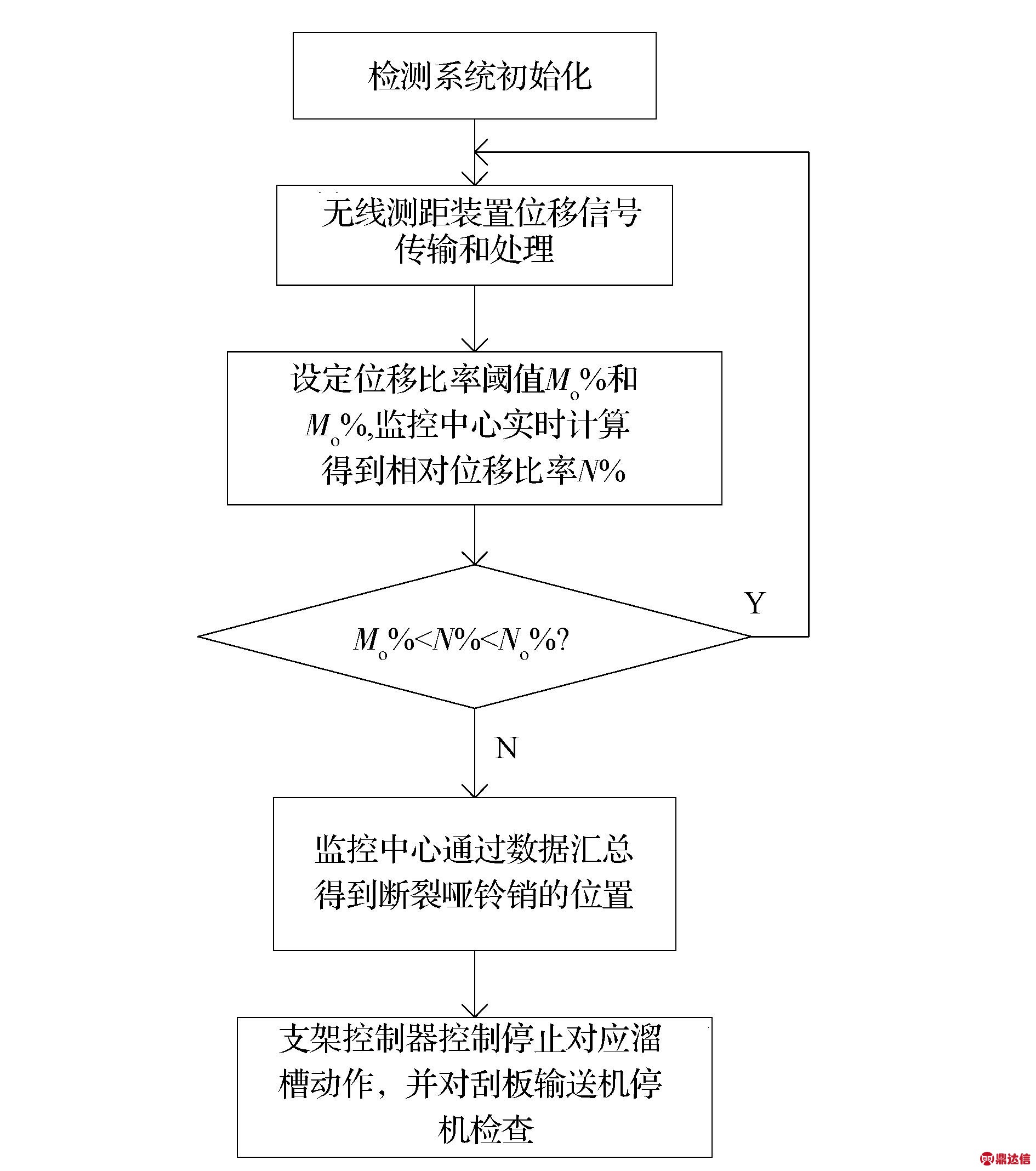
图5 检测系统流程图
Fig.5 Flow chats of detection system
2.4.5 判断哑铃销是否断裂
监控中心将任意两相邻溜槽相对位移数据E进行处理并按照特定顺序编号,并实时计算得到相对位移比率N%(E/L),通过对比N%与所设定阈值之间的关系:若每5 s内任意时刻数据值满足M0%<N%<N0%,则哑铃销正常工作;若每5 s内任意时刻出现N%<M0%或者N%>N0%则可判定哑铃销断裂,此时,监控中心汇总数据确定断裂哑铃销的位置,并将反馈信息传输至对应的支架控制器控制停止对应中部槽动作,并对刮板输送机停机检查。
重复步骤2.4.3节~2.4.5节,实时检测刮板输送机哑铃销断裂情况。
3 结论
刮板输送机哑铃销断裂的主要原因是相邻两节中部槽相对推移位移过大,本文根据相邻中部槽之间的相对位移设计了一种哑铃销断裂检测系统,能够在实时检测哑铃销是否断裂的同时精确确定断裂哑铃销的精确位置,实现哑铃销断裂保护,具有较大的应用价值。


