
1. 概述
高速列车车辆中长大型材的焊接,普遍用机器人焊接来完成的。虽然机器人焊接有着焊接速度快、稳定性好等特点,但是由于机器人的焊接是通过机械臂夹持焊枪对工件进行施焊的,所以有时因工件结构设计以及工装夹具的原因,经常会造成机器人焊接手臂与工装夹具相干涉的情况发生,在这种情况下,真空吸盘的夹具就能很好的解决此类问题。
2. 问题描述
以国内高速列车CRH380D中的底架为例(见图1)该底架由5根铝型材构成。材料为6005A—T6,焊缝质量等级为CPC2,焊缝形式有4V,6V以及Z6三种形式。由于整个底架焊缝长度为27m,为了保证焊接质量的稳定性,采用IGM机器人焊接工艺。组装顺序为先焊接中间地板三块型材,然后焊接左右边梁组成,最后将左右边梁组成与地板进行最后组装焊接。
如图2所示,由于地板由三块型材焊接构成,为了防止焊接变形,中间型材需要采用重块对地板进行施压,但将会造成工时增加,操作费力的情况发生,而如果采用伸长两侧液压压紧臂的方式压紧,又会造成IGM焊接臂与压紧臂干涉的情况。为了解决这种问题,最好有一种产品能够从背面对产品进行固定压紧,这样既避免了与焊接臂的干涉又能够减少搬运重块的工时。真空吸盘作为一种以真空吸附为动力源,能够实现自动化产生向下吸进力的产品,就可以很好的解决这个问题。
3. 地板真空吸盘方案设计
(1)固定工件情况 材料为6005A—T6拉伸型材,工件尺寸为27 000mm×600mm×60mm。工件总质量为900kg。
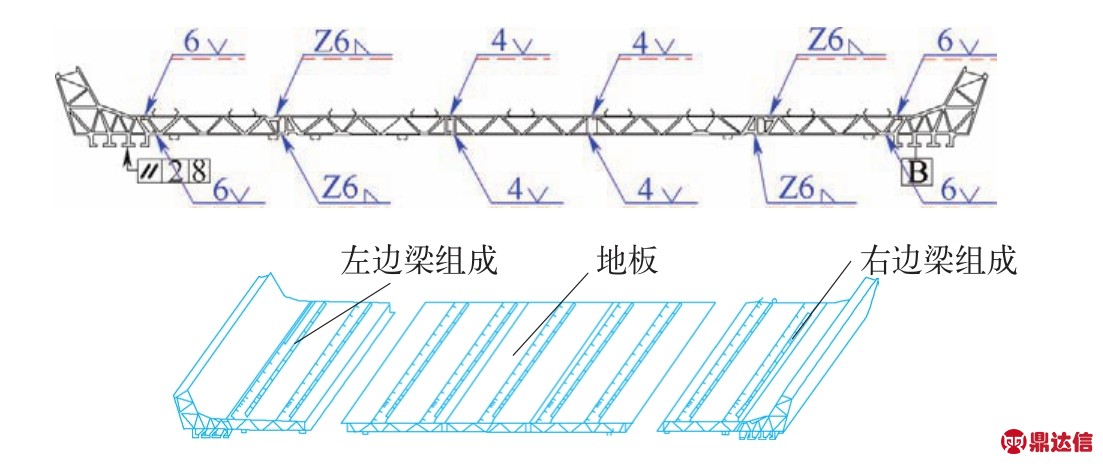
图1 底架焊接结构
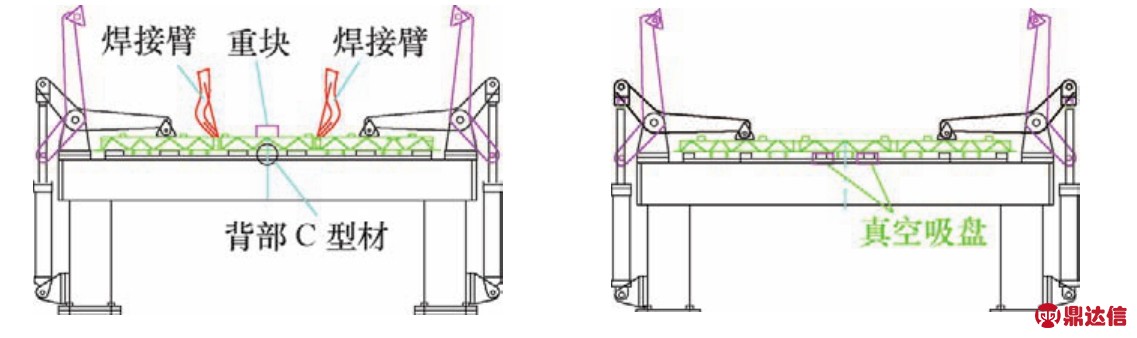
图2 地板工装焊接
(2)真空吸盘吸力计算 根据产品现场焊接时的作业情况,高速列车地板为水平放置,会受到多个方向侧力的影响, 因此在焊接过程中吸紧地板所需最大总吸力分别为Fmax=44 745N。
根据工件长27m,我们分为3段来考虑设计,每9m为1段。根据动车地板的情况选择SPLO系列的扁平吸盘,每9m选用18个SPLO 370mm×80mm 吸盘, 吸力为100kg/个(竖直方向)则吸盘总数量为16×3=48个。吸盘示意如图3所示。
2)铲除菌源。苹果落叶后至萌芽前,要彻底、细致地剪除病梢,春季复剪时再仔细搜索,剪除病梢,予以深埋,以减少越冬菌源。苹果树芽萌动后及时剪除初次侵染的病梢,带出果园销毁或深埋,以减少再侵染病菌源。
(3)真空系统气动原理 真空系统气动原理主要是真空吸盘通过真空发生器装置形成负压,从而达到真空吸盘与工件完全吸附的状态。该真空发生装置主要由四大部件构成,即真空泵、真空电磁阀、单向阀以及真空吸盘构成。
(4)真空发生装置 由于该套系统中吸盘的数量较多,我们可以选择采用3台干式真空泵,型号为EVE—TR 40 AC3-F,其真空流量为40m³/h、最大真空度为85%,工作电压为230V、400V,总质量为每台40kg。由于其为干式真空泵,故无需保养及润滑。另外带有附加过滤器,起到过滤灰尘的作用,能够很好的保护真空泵。干式真空泵如图4所示。
(5)真空电磁阀 此阀为坚固金属外壳的座式阀,EMV为直通式两位三通电磁阀,属于大流量阀,直接控制真空,开启闭合时间短,保护级别为IP65。真空电磁阀如图5所示。
农机是农业生产过程中的主要机械设备,在现代农业发展过程中农机事业发展十分迅速。深松整地技术是农机应用过程中的常见技术,指的是依赖拖拉机的牵引深松机对土壤进行耕作的技术,在农业生产过程中要加强对深松机械设备的应用,并且对深松技术进行推广,使得更多农户能够了解深松技术要求,提高深松作业水平。
4. 地板真空系统工装设计
根据焊接工艺要求,需要对中间地板型材进行向下力吸引。如图6所示,我们对地板中间型材的真空吸盘采用两排进行布置,每排数量为24个。每16个吸盘由一个干式真空泵进行控制,从而能够有效的对各个吸盘产生最佳的真空度,对产品进行有力的向下吸引。
急性泪囊炎是眼科常见的急症,通常是在慢性泪囊炎的基础上,由于各种因素例如身体抵抗力减弱、感染较强的毒力的细菌等,导致泪囊和周围组织的急性化脓性炎症。泪囊位于危险三角区,泪囊的急性炎症常致周围组织受累且脓腔压力高 [1],如果处理不当,炎症容易扩散致眶蜂窝织炎、颅内感染等,严重时可危及生命。传统治疗方案为:先在局部及全身使用足量抗生素控制炎症。如炎症不能控制,脓肿形成,则切开排脓,置入引流条,伤口愈合炎症完全消退后按慢性泪囊炎处理[2]。这样病人不能快速解除危险三角处的急性炎症,痛苦持续时间较长,风险较大。本研究旨在观察急性泪囊炎行鼻内镜下鼻腔泪囊吻合术的手术效果,现报告如下。
5. 地板焊接过程及工艺
如图7所示,首先将地板型材依次通过天车调运至工装上,地板通过液压装置进行归拢,确保满足焊接间隙小于1.5mm(坡口准备见图8),然后启动两侧液压压紧臂,焊接过程前真空系统启动,确保焊接过程中存在向下的吸引力。焊接采用IGM焊接机器人双丝双枪的方式,具体焊接参数如附表所示。地板焊接完成后,待焊缝冷却,真空系统泄压,松开两侧液压压紧臂,调运至检测台位进行检测。
6. 地板焊后质量检测

图3 真空吸盘示意

图4 干式真空泵示意
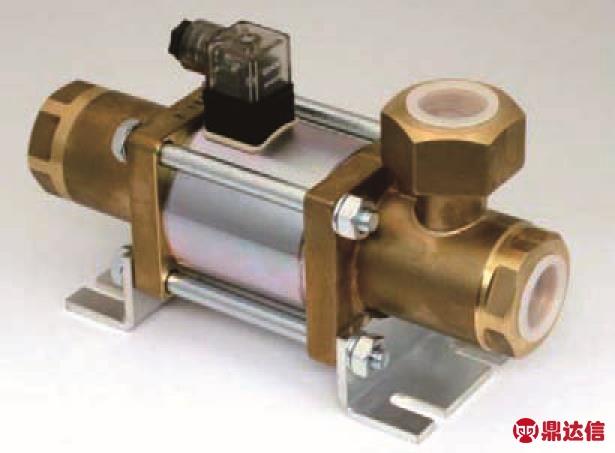
图5 真空电磁阀示意
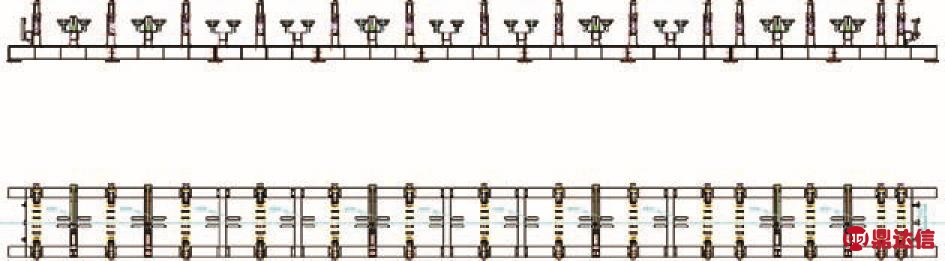

图6 地板工装结合真空系统设计
地板焊接完成后,主要从焊缝质量及平面度两个方面对地板进行检测。通过从地板端部60mm的加工余量中截取其中30mm焊缝后,对其进行了宏观金相检测(见图9),检测结果焊缝两侧熔合完好,熔深达标,焊接质量符合标准要求。
2.5 Ⅳ度骨髓抑制处理不合理情况统计 121例/次化疗致Ⅳ度骨髓抑制患者中,Ⅳ度骨髓抑制处理不合理共58例,占47.9%。主要表现为无指征预防使用抗菌药物、经验性使用抗菌药物前未送检及粒细胞刺激因子使用时机不当三个方面。Ⅳ度骨髓抑制处理不合理情况统计见表7。

图7 地板焊接过程
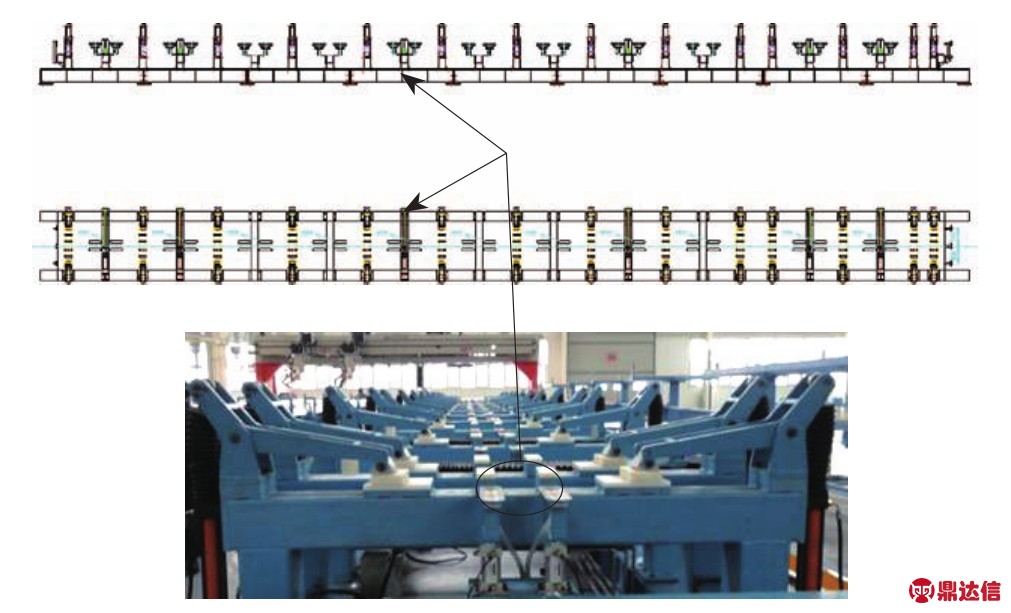
图8 地板焊接前坡口形式
4V自动焊接参数
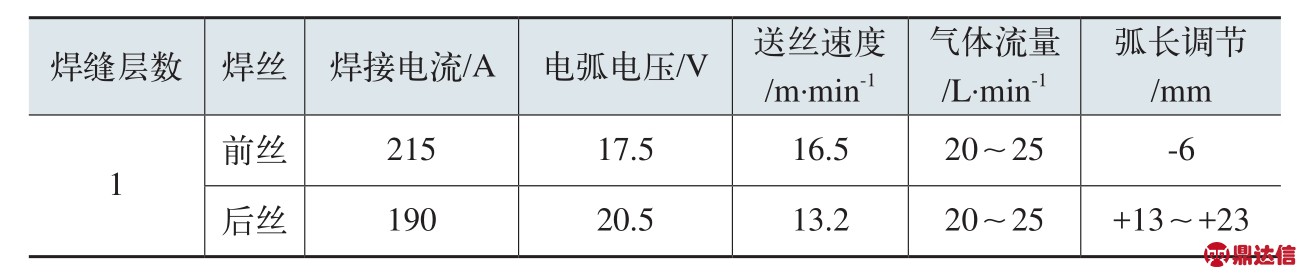
焊缝层数 焊丝 焊接电流/A 电弧电压/V 送丝速度/m∙min-1气体流量/L∙min-1弧长调节/mm 1前丝 215 17.5 16.5 20~25 -6后丝 190 20.5 13.2 20~25 +13~+23
通过平尺对平面度进行检测,宽度方向的平面度小于2mm,完全满足图样平面度3mm的要求,避免了焊接后对地板进行火焰调修的工序。
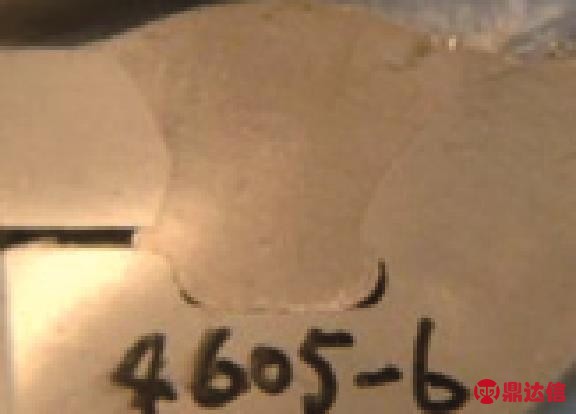
图9 自动焊接宏观金相照片
7. 结语
通过对CRH380D型地板的焊接工艺过程的验证发现,真空吸盘在大型焊接机器人的焊接夹具设计中的有效应用,可以合理的避免工装压紧臂对焊接机械臂的干涉,同时还可以大量减少调运重块的工作量,是一种自动化程度高,省时省力的组合方式。


