
摘 要:变压器绝缘端圈制造需要已裁剪好的环形纸板上进行粘接绝缘垫块。大功率变压器一套需求绝缘纸板的数量很大,且都是小批量、多品种进行生产。针对某企业欲实现绝缘端圈生产自动化的需求,将自动变直径搬运机械手、机器涂胶人系统相结合,以自动变直径搬运机械手系统为主导,实现客户需求,使绝缘端圈生产自动化理念向前迈出了巨大而坚实的一步。
关键词:变压器;绝缘端圈;自动变径;自动化;机器人
中国制造2025,是中国政府实施制造强国战略第一个十年的行动纲领,旨在提升制造业的智能化水平,建造具有适应性、资源效率的智能工厂。智能物流系统将配合生产设备完成车间的数字化,取代传统的人工作业。
1 变直径拾取机械手在变压器行业应用的设计理念
自动变直径吸盘机械手为安装变径端拾器的桁架机械手,通常在零部件的制造、搬运、装配等行业,用于车间内部的搬运工作。
绝缘端圈的装配生产工艺路线为:上纸圈—按等分角度纸圈旋转—点胶—垫块抓取—垫块与纸圈粘接—成品下料,其中最耗费人力和时间的是人工上、下料工艺,且该工艺,手工操作标准化水平低,重复进行单一操作,效率低。针对这一情况,以及产品的小批量、多品种的特性,将采用变径拾取桁架机械手完成绝缘端圈的上、下料工艺,将标准龙门桁架机械手末端端拾器进行改造,增加用于针对不同直径的端圈拾取的变径端拾器,既可以满足产品搬运,又可以适应小批量、多品种。
2 变径端拾器
用于绝缘端圈装配搬运的变直径真空吸盘机械手需要满足:可适应不同直径、负载的绝缘端圈等。
自动变直径端拾器采用伺服电机驱动,铝型材框架搭建,采用丝杠、直线导轨为传动机构,通过连杆结构将丝杠转动转变为径向直线运动,再通过末端真空吸盘完成拾取动作。
自动变直径端拾器的核心机构为可变径连杆机构,针对不同直径的端圈拾取,通过伺服电机带动丝杠转动从而驱动连杆机构来完成端拾器拾取变径的不断变化,每次丝杠丝母移动距离都是通过总控触摸屏输入工件直径,再通过总控PLC丝杠传递距离,计算原理如图2。
原理公式为勾股定理:![]()
通过触摸屏输入X值,再通过PLC内置运算程序运算得出Y值(L与A为机械设计得为固定值),PLC将Y值数据传入控制系统,控制系统驱动伺服电机调节端拾器半径。
3 龙门桁架主框架
构成:X轴横移机构、Z轴升降机构、末端执行器等。
桁架机器人的相关技术参数:

机械手X轴、Z轴采用AC伺服系统,可实现高速度、高精度的运动,同时采用油脂自动润滑系统,对导轨、齿条有良好的润滑作用。末端执行器采用丝杠变径模块及拾取吸盘,实现工件无损伤的传递。机械手的X、Z轴行程的两端配备硬件防护(防撞块),伺服电机使用绝对编码器,系统须有软件超程防护检测。配备零点标识,运动方向标识。
桁架示意图如图3所示。
4 上下料系统
端圈上下料系统由变径端拾器桁架机器人系统、上下料料仓及工作台组成,由桁架机械手从上料仓拾取工件移动到工作台进行垫块装配,装配完成后再由桁架机械手从工作台上取下端圈放入下料仓。
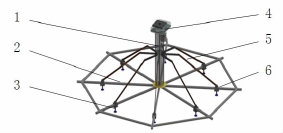
图1 变径端拾器
1.传动丝杠 2.铝型材框架 3.真空吸盘4.驱动伺服 5.变径连杆机构6.直线导轨及滑块
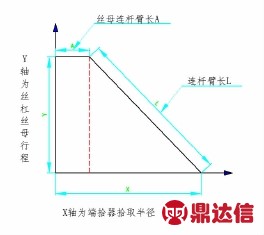
图2 丝杠传递距离计算原理

图3 整体龙门桁架
1.桁架横梁 2.桁架X轴 3.变径端拾器 4.桁架立柱 5.桁架Z轴
每当更换端圈种类后,输入该端圈的内外直径,通过系统计算得出端拾器拾取直径,伺服电机驱动丝杠,调节连杆位置达到拾取直径,完成端圈拾取。
结束语
随着工业自动化应用的推广,顺应数字化车间的发展趋势,变径端拾取在变压器端圈制造行业的应用有着重要意义。将更加智能及适应性的自动化设备与产品制造无缝连接在一起,极大降低了人员及时间成本,提高产品一致性,做到设备及产品的信息化,这也是中国制造业未来的发展方向。


