
摘要:简单介绍了灰铸铁双片制动盘的铸造工艺,分析了冷芯盒砂芯生产该铸件产生氮气孔缺陷的原因,认为主要是由于原铁液中过高含量的N2在冷却过程中析出所致。通过控制铁液中的N2量,加强砂型排气,减少砂芯发气量,加补贴减少尖角效应,以及砂芯中添加Fe2O3等措施,铸件氮气孔缺陷得到了控制和预防,提高了铸件合格率。
一、概述
灰铸铁铸件加工后靠近铸件上部、尖角部位出现裂隙状孔洞类缺陷,放大镜下可看到粗大的树枝晶,与缩孔、缩松缺陷类似,从缺陷形貌、分布区域判断,认为不是缩松缺陷。通过试验与分析验证,断定气孔属于亚共晶铸铁在凝固过程晚期形成的析出性氮气孔。随着电炉逐渐取代冲天炉,废钢加增碳剂熔炼铸铁的广泛应用,氮气孔缺陷明显上升,容易出现批量废品,因该缺陷在加工后才被发现,经济损失很大。
二、气孔分析及解决措施
1. 铸造工艺
由于双片制动盘散热及抗热衰退性能好的特点,被广泛应用于汽车制动前盘上。铸件重量一般为6~50kg,材料为HT200,化学成分为:wC=3.1% ~3.5%,wSi=1.7%~2.2%,wMn=0.6%~0.9%,wS<0.12%,wP<0.12%。配料:回炉料(含铁屑) 60%、废钢35%、生铁5%,使用增碳剂增碳。用湿型粘土砂造型,三乙胺冷芯盒制芯,中频感应电炉熔炼铁液。出铁温度控制在1520~1550℃,浇注温度1360~1450℃,浇注时间为7~12s。原铸造工艺如图1所示。
2. 气孔特征
图2是机加工后暴露出的气孔外观形貌,图3是气孔部位的金相组织。
该类气孔的共同特征如下:
(1)大多集中出现在铸件的上箱远离浇口部分,并且成簇分布于靠近砂芯的铸件尖角部位,分别见图1A、B处,个别时候C处也会出现批量气孔缺陷。从铸件尖角部位沿一定角度延伸到铸件内部,深度可达5~7mm。
(2)厚壁且风道薄铸件容易出现该缺陷。
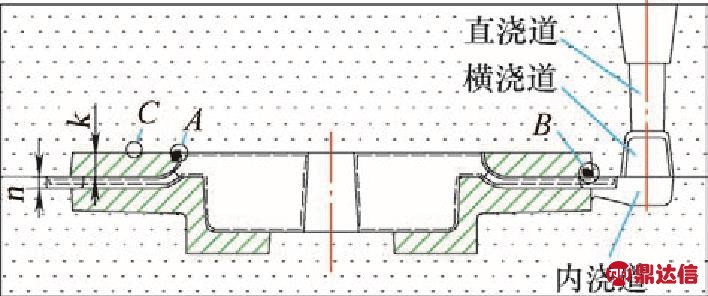
图1 刹车盘原工艺示意
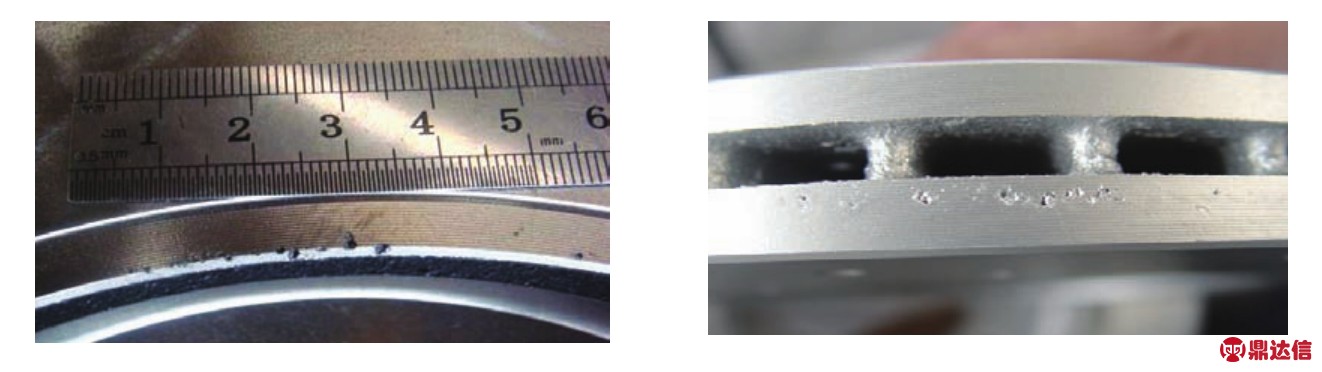
图2 加工后暴露出的A、B部位气孔
(3)孔洞一般呈裂隙状,少部分呈圆形,孔壁一般覆盖一层光亮碳膜,周围石墨少。
(4)孔洞周围通常没有石墨,氮在石墨与基体界面上的吸附和在石墨中的固溶是氮使石墨组织形态发生变化。气孔附近石墨短小弯曲,往往伴随着许多铁素体,通过这一特征,可以将氮气孔和缩松区别开,缩松形貌见图4。
(5)同炉铁液浇注结构类似制动盘,用冷芯盒树脂砂芯生产的铸件有氮气孔缺陷,不下芯的单片制动盘或合脂油芯铸件出现这种缺陷。
3. 气孔产生原因分析
金属液在冷却、凝固过程中气体溶解度下降,析出的气体来不及排除,就会形成析出性气孔。溶解在金属液中的气体析出形成气泡必须满足以下条件:
pN·f>pE
pE=pα+ρgH+2σ/r
式中 pN·f——N2析出分压力(Pa);pE——气泡外压力(Pa);pα——型腔内金属液面上的大气压力(Pa);
ρ——金属液密度(kg/m3);
g——重力加速度为9.80665 (m /s2);
H——气泡以上金属液高度(m);
σ——金属液表面张力(N/m);
r ——气泡半径(m);
2σ/r——由金属液表面张力造成的附加压强。
影响氮气孔形成的主要因素如下:
(1)铁液含气量越高,N2析出分压力pN·f越大。通常灰铸铁中含氮量为0.002%~0.008%。含氮量明显高于这个数值时,就可能产生氮气孔,而且厚壁铸件比薄壁铸件更容易形成这种缺陷,这是由于氮在铁中扩散速度较低的缘故。铁液中氮主要来自石墨化不充分的增碳剂和部分含氮高的废钢。
冷芯盒砂芯铸铁形成氮气孔倾向大的主要原因,是由于铁液吸收了大量砂芯燃烧后产生的NH3或NH2,氮氢化合物在高温下进一步分解出原子态的[N]和[H],溶解在所接触的金属液表层中并向内扩散。增加排气冒口和排气槽,减少铁液吸收冷芯中N,对减少氮气孔有利;砂芯设计成中空形状,壁厚应在满足强度要求的情况下宜尽量减薄,能够减少芯子发气量,有利于减少氮气孔。
N量在铁液中扩散速度比较低,使靠近砂芯的铸件表面N量最高,随着金属液温度下降,溶解度突然变小,过饱和的原子态的N会以氢气泡或已有气泡为核心析出长大,由于氮气孔形成温度较低,气体往往分布在奥氏体枝晶之间呈裂隙状分布。
(2)铸件冷却速度对氮气孔影响很大,薄壁铸件冷却速度快,表面凝固快,有助于减少铁液从砂芯中吸收更多的N2,并且铁液凝固速度快,气体来不及扩散,N2析出分压力pN·f较低,因而气孔不容易形成。厚壁铸件冷却速度慢,铁液在凝固过程中吸收聚集较多的氮,形成氮气孔倾向增大。
(3)铸件结构对氮气孔也有影响。铁液从下箱引入,远离内浇道的边角部位的铁液在充型过程中吸气最多,含气量最高,加上边角部位最容易与砂芯接触吸气,析出气孔倾向最大。
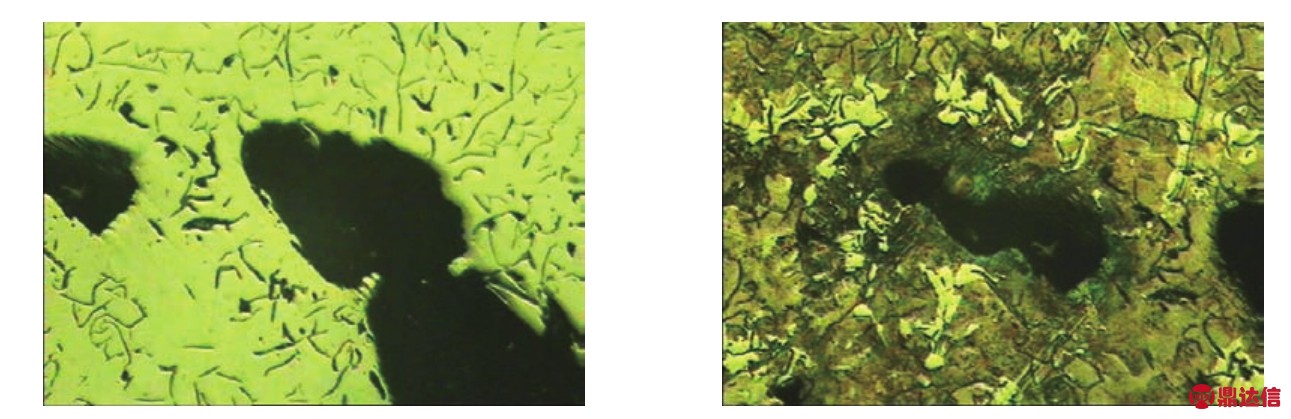
图3 氮气孔形貌(100×)
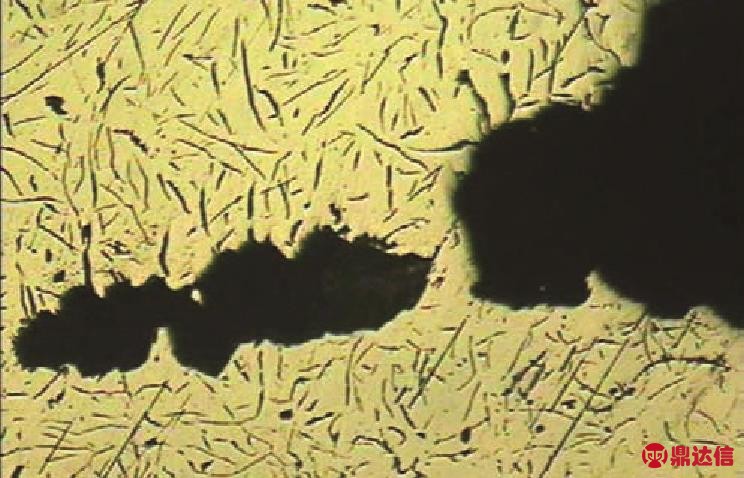
图4 缩松形貌(100×)
另外,铁液中自发形核的r极小,2σ/r很大,难以自发形成气泡,尖角部位为形成气泡核创造条件。在尖角部位加补贴,可减少铸件尖角效应,N的析出明显减少。
铸件壁越厚,铁液冷却时间越长,铁液从砂芯中吸收的N越多, N的析出越容易,形成氮气孔缺陷倾向越大。
(4)在砂芯中加Fe2O3的作用是能够降低铁液与砂芯之间的界面张力,使铁液更好地润湿砂芯,阻碍砂芯中的气体进入铁液,从而减少铁液从砂芯中吸收更多的N,但同时也增加了铸件粘砂倾向,因此一般将Fe2O3用于砂芯涂料中效果比较好。
关于加Fe2O3对解决氮气孔的原理众说纷纭,一种观点认为其原理是Fe2O3遇到铁液快速放出氧,与树脂中的N分解产物反应形成稳定的NOx化合物;另一种观点认为是Fe2O3与铁液接触后发生分解,并与C作用产生CO,CO的逸出带走了铁液中的N;也有资料认为Fe2O3粉在高温下能促进树脂分解,起到将NO2分解成N2的催化作用,即便产生了N2气体,通常不溶入铁液,形成皮下气孔。将相同树脂含量的砂芯,一种加0.2% Fe2O3砂芯,另一种不加Fe2O3,作发气量检验,结果如图5所示,发现加Fe2O3砂芯的最初的发气速度要快于不加Fe2O3的砂芯,使树脂尽快分解并排出。
4. 防止措施
导致铸件形成氮气孔的原因是多方面的,归纳起来主要是铁液中由原料带进的N以及铁液在充型过程中不断吸收N,当金属由液态转变到固态时,N的溶解度突然变小,即N在固相中的溶解度显著小于在液相中的溶解度,SN.S<SN.L,N的溶解度突然变小是铸件产生析出气孔的本质原因。
生产过程中采取以下改进措施。
(1)控制铁液中N量 用中频感应电炉熔化铁液,大量废钢炉料及增碳剂的加入,导致铁液中的N量过高。为降低铁液中N量,增碳剂应选用wN<0.05%的石墨化充分的增碳剂取代N量高的增碳剂。石墨化不充分增碳剂的wN高达0.5%~1.0%,但正常生产过程中难以对增碳剂N量进行检验,可以通过检验增碳剂S量以及能否在白纸上划出痕迹来粗略判断N量。
由于Ti、Zr能与铁液中的N生成N化物,用含Ti、Zr的孕育剂对铁液孕育处理,可以中和铁液中部分N。不过Ti能增加铸铁过冷石墨,影响铸件可加工性,并能促进形成氢气孔,所以不建议采用专门加钛铁解决氮气孔。生产过程中可增加含Ti生铁加入量,一方面减少增碳剂的加入量,另一方面其中的Ti起到固定N的作用,对解决氮气孔有一定帮助。
通过选用低N增碳剂和SiSrZr孕育剂等措施,虽能降低铸件氮气孔出现几率,但不能杜绝特殊结构制动盘的氮气孔。
(2)加强铸型排气 铁液充满铸型后,冷芯盒树脂燃烧产生大量气体使型内压力瞬时增高,气体容易侵入铸件。图6为改进后的工艺,将砂芯制成中空形状,在铸型上加排气冒口,并在芯头外圆分型面处设置排气槽,使砂芯中树脂燃烧产生的气体能够顺利排出,减少了氮气孔的产生。
(3)减少砂芯发气量 冷芯盒树脂中的聚异氰酸酯组分中含有-RNCO基团,受到铁液高温作用产生热解反应,产生N原子溶解到金属液中,高温下N原子在铁液中溶解度高,但扩散较缓慢,靠近砂芯铁液N含量高。因此,要降低砂芯树脂含量尤其是聚异氰酸酯加入量。对于薄壁芯或复杂芯树脂太低将会影响砂芯强度,因此制芯应选用角形系数低、颗粒较粗、含泥量低的原砂,这样可用较低树脂含量生产出较高强度、透气性的砂芯,降低气孔缺陷。此外,水分易与聚异氰酸酯反应,不但降低砂芯强度,还增加铸件氮气孔和氢气孔的倾向,所以制芯原料中的水分应尽量低,并防止砂芯吸潮。
(4)加补贴减少尖角效应考虑到大多氮气孔的深度一般比较浅,所以在气孔部位A增加4mm高的局部补贴(见图6),生产结果该部位气孔明显减少,并且如果出现气孔也比较轻微,会在随后的加工过程中加工掉。说明在A处等尖角部位加补贴能起到减少气体析出的作用。
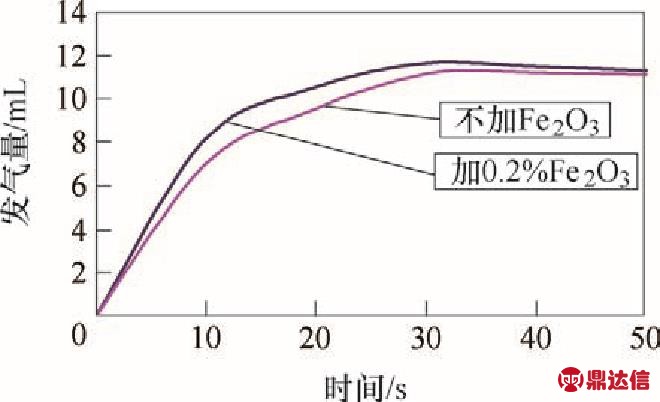
图5 加Fe2O3与不加Fe2O3砂芯发气量
(5)砂芯中加Fe2O3以上措施对解决氮气孔取得一定效果,但有时也会出现反复,不能彻底解决气孔缺陷。在砂芯中加0.2% Fe2O3,经过对比试验,在其他生产条件及工艺不变的情况下,生产出的铸件没有出现批量氮气孔缺陷。Fe2O3对解决氮气孔机理目前还没有确定。经过试验0.2% Fe2O3含量对砂芯强度基本没有影响,树脂含量可以维持不变,而且过程控制简单。
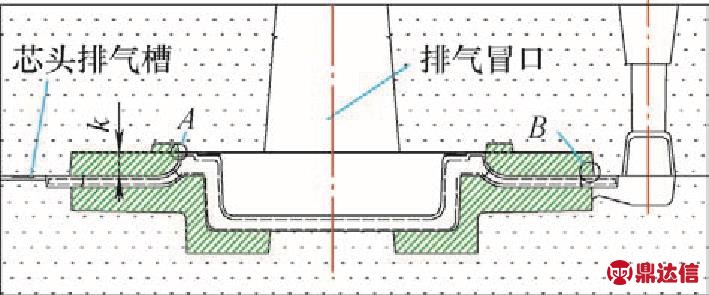
图6 改进后的工艺
三、结语
冷芯盒树脂砂芯铸铁出现氮气孔缺陷主要是由于铁液中吸收过量N,并在冷至固态温度时N的溶解度突然变小,是产生析出气孔的主要原因。厚壁铸件冷却速度慢,N的吸收、析出充分,容易产生氮气孔。树脂加入量过多或砂芯过于厚大造成其排气困难,促使铁液吸收更多的N,由于N的扩散速度慢,导致靠近砂芯铁液N含量过高,在冷却过程中容易在尖角部位产生析出气孔。经过不断改进,使铸件氮气孔得到控制和预防,铸件成品率得到提高。砂芯加Fe2O3措施对解决氮气孔最有效果,提高了铸件成品率,是铸造行业节能减排的有效措施。


