
摘要:介绍了一种新型弹筒码垛打捆设备的组成。提出了一种基于PLC、步进电机控制技术的设备控制方法。人机界面选用触摸屏控制,操控灵活,信息丰富,结构紧凑。PLC控制器控制步进电机控制器顺序工作,完成码垛。系统实现数据采集、数据通讯、生产控制、故障诊断等功能。所设计设备用纸筒作为代替品进行测试,测试结果显示系统完全能够满足产品码垛的需要。
关键词:码垛打捆;步进电机控制器;PLC控制板;触摸屏
0 引言
为适应不同武器系统的需要,要求生产的弹筒从4×4至12×12规模以正方形、矩形、梯形等各种形式码垛打捆。捆扎好后的弹筒后视图如图1。
图1 弹筒捆后视图
为提高生产效率和捆扎质量,需要开发一种自动码垛打捆设备。本文介绍一种自主研发的自动码垛打捆设备,设备应用步进伺服控制技术自动完成码垛、刻字、喷码、打捆。系统采用自主开发的控制器(PLC)控制,组态简单,操作方便,价格便宜,可应用在军工、民用码垛包装领域。
1 系统简介
自动弹筒码垛打捆设备类似机器人码垛工作站,能自动实现弹筒的码垛、筒体刻字、筒体喷码、打捆等功能,实现弹筒自动化打捆生产[1]。
设备主要组成有:给料机构、推进机构、刻字移动机构、刻字喷码机、升降平台、气动推进机构、打捆包扎机构、输送机构、电气控制系统。
设计考虑以自动化生产线模式,设计输入输出接口。应用机电一体化、现代工业设计技术、人体工程学的相关原则展开设计[2]。设备结构形式见图2。下面对各部件的设计作一分析。
图2 自动弹筒码垛打捆设备结构示意图
给料机构利用拨轮机构和小皮带将弹筒排队送入准备位。给料机构在弹筒互相受压到一定力时说明已在准备位排好,停止送料。
电动推进机构设计在准备位下方,电机带动链轮机构运动,固定在链轮上的推板将弹筒推入预定刻字位置。通过位置检测传感器,刻字位有工件时禁止推进机构动作。
刻字位有移动机构、刻字机、喷码机。移动机构由丝杠、导轨、步进伺服电机、机架组成,刻字机与喷码机固定在机架上,通过伺服控制,实现刻字机与喷码机定长精确定位,实现在弹筒上刻字和喷码。
升降平台实现弹筒捆的上下移动,由垂直安装的丝杠、导轨、步进伺服电机、平台组成。初始平台在最上端,当一层弹筒刻制完毕后,通过伺服控制平台下降弹筒直径距离停止,然后下一层弹筒被推过来码在下降的弹筒正上方,执行刻字喷码工艺步骤。以此类推,码垛至设定的层数。
气动推进机构设计在码垛好的弹筒正后方。当码垛、刻字、喷码完成后,推进气缸接到推进指令,气缸推杆带动推进机构将码垛好的弹筒推入打捆工位。
打捆包扎机构完成码垛好的弹筒打捆。打捆机设计在弹筒上方,附带自动扎带送给机构、自动缠绕机构。在该工位自动完成弹筒的打捆[3]。
电气控制系统集检测、控制、执行器件于一体。利用触摸屏完成人机交互的作用,实现设备自动生产。
2 控制系统设计
电气控制系统主要由限位开关、测力传感器、编码器、伺服控制器、PLC、触摸屏、电磁阀、电器柜等组成。操作在触摸屏上进行。控制系统组态图见图3。
图3 控制系统组态图
PLC是控制系统的核心。PLC与触摸屏通过422通讯口连接通讯,实现参数设定和生产数据实时监控,同时进行报警等提示[4-5]。PLC的高速输出信号与步进控制器控制端驱动电路设计如图4,在软件设计中通过发送不同数目脉冲实现步进电机的控制运行。
图4 步进控制器控制端驱动电路设计
控制器输出设计为PNP型接口,驱动器电路接口采用共阴极接法。因VCC供电为24 V,增加限流电阻R,阻值为2 kΩ。电流:(24.0-0.7)/(2.0+0.27)=10.3(mA),满足光耦驱动要求。
驱动器电路接口控制时序逻辑要求见图5。设计中在上电时将ENA端拉高,一直处于能使状态。设定DIR为低电平时正转,DIR为高电平时反转。在反转启动时首先将DIR端口电平拉高后等待5μs以上再从PUL端口输出脉冲串。t3、t4要求最小1.2μs,则PUL端口输入脉冲频率最大为:(1/2.4)×106≈416 kHz。考虑电机磁场产生的干扰及转动惯量等因素,编程时输出频率在200 kHz以下。软件实现如下:
SETDIR=1;//反转
Delay(10);//延时5μs以上
PUL_OUT(2000,3600);//按频率 2000Hz共输出2600个脉冲
PLC作为485通讯主站,通过MODBUSRTU协议控制刻字机、喷码机、打捆机从站设备工作,并实时读取这些设备的状态信息[6]。
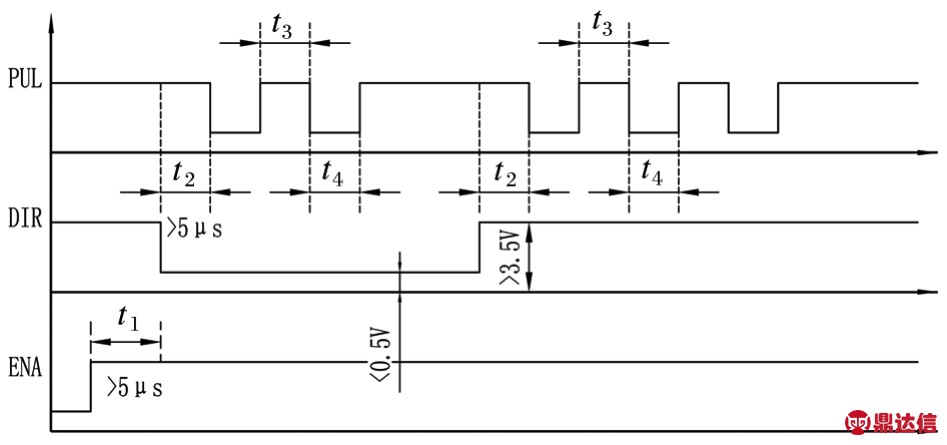
图5 驱动器电路接口控制时序图
3 实施与验证
为验证所开发设备系统的可行性,将所开发的设备系统加工、安装后进行调试验证。测试时,用直径100 mm、长500 mm硬质纸筒替代弹筒测试。
通过串口调试工具,分别将刻字机等设备调试好。以刻字机为例,发送状态读取指令串:
02 03 9C 40 00 10 6BB1
通讯正常后,将返回图6所示字符串。利用字符串截取函数读取相应状态值。
经过系统调试,完善软件中的功能。通过设定6×6一捆进行生产测试,生产一捆需要约68秒时间,远远超过手动打捆的效率。
4 结束语
本设备系统成功开发应用在码垛打捆产品中。系统操作简单、流程清晰、自动化程度高,极大地提高了生产效率、打捆质量。设备稍加改型,可应用在灌装、桶体等码垛打捆场合。
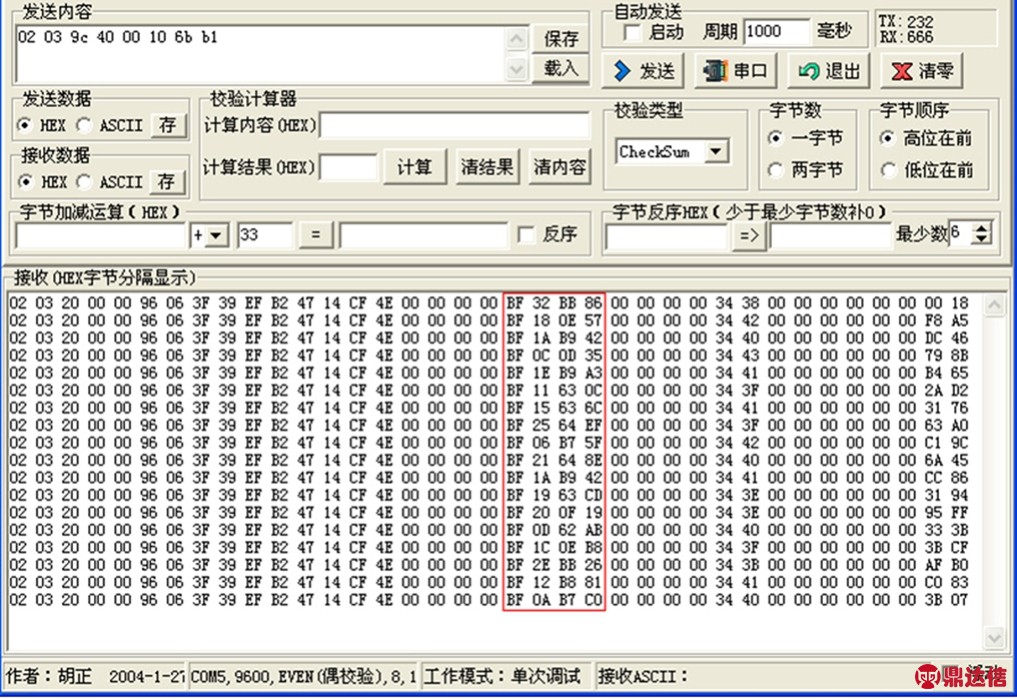
图6 刻字机通讯调试窗口
另外,测试中工件在推进过程中发现有工件擦伤表面的现象。所以还应进行表面防护设计。在轨道上增加橡胶托辊可解决这一问题。在进料和出料的接口增加机械转运臂,降低了劳动强度。


