
1 问题分析
首钢京唐公司的30万t横切堆垛机组包括机械设备、电气控制和自动化检测等系统。堆垛机布置在9号辊道,用于将成品钢板堆成板垛。堆垛机分为两组,每组既可单独进行堆垛,又可两组联合堆垛,由立柱横梁、对中机构、翻转辊道、活动挡板、平台、固定挡板等组成(见图1)。
由于热轧部横切线堆垛机在钢板进入堆垛机时速度比较快,特别是在高速生产厚度为16~25 mm规格的钢板时,钢板因动量大而与堆垛机活动挡板相撞。钢板与堆垛机相撞过程对活动挡板冲击非常大,产生很大噪声,同时也对活动挡板气缸活塞杆造成较大的损坏。
国内外对光电开关系统的研究较深入,如对光学和电学开关形式、多路转换器和开关的通断时间控制等均有研究,并应用于工业生产中[1,2]。
大多数该类化合物在正离子模式下的质谱响应好于负离子,高能碰撞下逐步失去CO(相对分子质量28),且伴随CO2(相对分子质量44)的丢失;苯环上的CH3、CH3O等取代基也易形成碎片离子;此外,蒽醌苷类化合物则易发生苷键断裂而失去糖苷配基[33]。本品中共鉴定出10种醌类化合物,分别为丹参酮IIB、丹参新醌A、羟基丹参酮IIA、1-β-羟基隐丹参酮、大黄素、二氢丹参酮I、丹参酮V、丹参隐螺内酯、隐丹参酮和丹参酮IIA。
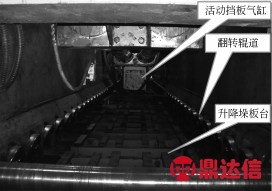
图1 堆垛机的基本组成
2 钢板减速控制改造
本文中的光电开关系统采用 IFM公司的OGP700系列光电传感器。OGP700是镜面反射传感器,其主要特征:M18螺纹结构,可接插件,偏振滤光镜,可见激光,激光等级1,检测距离0.2~15 m,棱镜反射镜φ80(E20005),参数可设定等。OGP700的电器连接接口如图2所示[4]。
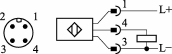
图2 OGP700接口示意图
光电系统的信息传输采用 Profibus-DP协议。Profibus是作为德国国家标准 DIN 19245和欧洲标准 prEN 50170的现场总线,由 Profibus-DP、Profibus-FMS、Profibus-PA组成了Profibus系列。Profibus-DP中 DP用于分散外设间的高速传输,适合应用于加工自动化领域,它采用 OSI模型的物理层、数据链路层,这两部分形成该标准第一部分的子集,DP型隐去了3~7层,而增加了直接数据连接拟合作为用户接口。
Profibus-DP允许构成单主站或多主站系统。在同一总线上最多可连接126个站点。系统配置的描述包括站数、站地址、输入/输出地、输入/输出数据格式、诊断信息格式及所使用的总线参数。DP系统可以配置为单主一从、多主多从或前两者的混合系统。使用令牌传递方式和单主一从方式完成数据通信[5,6]。
把人力资源管理提升到战略的地位,就是将人员配置与企业目标联系起来,建立统一性和适应性相结合的科学的人力资源管理系统。制定完整的人力资源发展规划,从而构建良好的动态人力资源配置系统。人力资源管理一旦融入好的企业文化,必会为企业带来更高的效率。
通过SSF(序列分析和支持功能)在远程I/O站加入两个数字量输入点I76.5和 I77.7分别对应于1号堆垛机和2号堆垛机减速点光电开关,如图3所示。
S7-300中的定时器有 S_PULSE、S_PEXT、S_ODT、S_ODTS、S_OFFDT几种,图3中所采用控制器为扩展脉冲定时器 (S_PEXT),其输出信号在设定的时间长度(无论时间长短)内保持为1,如图4所示。
以图4为例说明 S_PEXT的工作过程:输入端I0.0的信号状态从“0”变为“1”(I0.0有一个上升沿),则定时器T0启动;如果定时器达到预定10 s时间前,I0.0的信号状态从 “1”变为“0”,则定时器仍然运行;如果定时器达到预定10 s时间前,I0.1的信号状态从 “0”变为“1”,则时间复位,定时器停止。
5.1 大连市主城区房价显现以中山广场为中心逐渐向周围下降的格局;距海较近的四周呈现出同心圆状零散分布的高房价中心;大连市东西部、南北部房价差异明显,西岗区北部到甘井子区西南部呈现明显的分隔线;中山区东南部分布较稠密且价格较高的居住区;西岗区、沙河口区和甘井子区西南部分布较集中且价格较高的居住区;西岗区西南部楼盘集中且房价较高的住宅区最为显著。
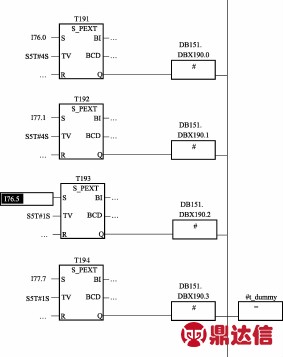
图3 堆垛机减速点光电开关控制图
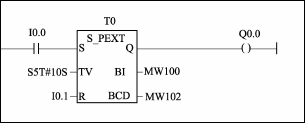
图4 S_PEXT示意图
图5为光电开关系统控制流程图,当速度接近为0时,钢板到达活动挡板的位置,与活动挡板轻微接触,直到速度为0,为保证每一块钢板都能与活动挡板接触,本课题利用钢板的惯性,在摆辊的速度为0时,增加0.5 s的延时。
S_ODT(接通延时定时器)的工作特点:输入信号为1,定时器开始计时(定时器位为0);计时时间到,定时器位为1。计时时间到后,若输入信号断开,则定时器位变为0。如在计时时间未到时,输入信号变为0,则定时器停止计时。
问卷主要采用的是1~9 尺度(见表1)来作为两两重要度比较的定量值,假设两个因素进行重要度比较的尺度为aij。
根据图5的光电开光系统控制原理,传感器接收的信号通过控制中心对辊道的驱动电机进行转速控制,达到控制钢板速度的目的。
考虑到已能满足对控制精度的要求,本课题光电开关系统的所有控制参数都由PLC给出,而不是由SINAMICS处理,以方便参数修改。另外,为了在对程序修改时,不会疏漏对一些参数的调整,本课题将主要参数封装到一个数据块中,经过标准的电文传递到传动 CU中。经过几次实践,取得了较好的效果。从用PDA采集实时曲线可以看出,当到达减速点时开始减速,斜坡非常平滑,减速到零后的延时也很准确,当检测钢板的信号出现后摆辊打开。
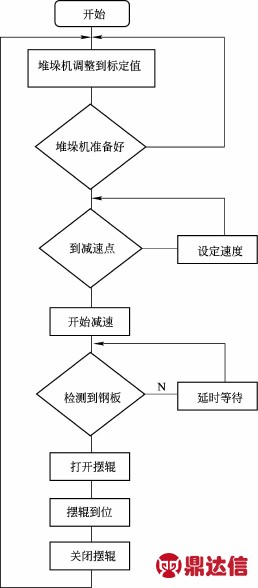
图5 光电开关系统控制流程图
3 结论
本课题在堆垛机的两个活动挡板气缸前各增加了一个用于辊道减速的光电开关,安装在活动挡板前3 m的位置,如图6所示。设计的这套光电开关系统,使钢板在到达活动挡板前减速到预定的速度,然后碰到活动挡板,再降下钢板,从而避免钢板与活动挡板激烈撞击。
机械设计制造的自动化与先进技术是密切相关的,它必须以先进科学实践、理论为依托,才能在自动化的方向发展。首先,常规机械设计制造需要不同型号的加工设备,譬如机床和数控机床都是加工设备中的常见设备,而这类设备与机电一体化或者相关科技息息相关。其次,机械设计制造的自动化程度与能量转化设备有很大关系,强度高的能量转化设备可以更高层次的满足生产需求。再次,机械设计制造朝着自动化的方向发展的过程中信息传输也是必不可少的。

图6 光电开关安装部位
所述系统的优点:
1)减少了活动挡板控制气缸活塞杆划扣的风险,延长了活动挡板控制气缸的使用寿命;
2)减小了冲击力,钢板也就不存在反冲力,不会被活动挡板反弹出去,形成的钢板堆垛就会更整齐;
3)减轻了噪声污染
所设计的光电开关减速系统在安装完成后进行了联合试运行,试运行的效果与改造之前相比,具有较高的可靠性和可行性。


