
摘 要:介绍分析了某连续退火机组电解槽连接横梁处出绝缘板和密封垫的着火原因,经分析计算,提出最终的解决办法。关键词:电解槽;绝缘垫;密封板;着火;材质
0 引言
电解槽是连续退火机组的核心设备之一,其运行正常与否直接影响产品质量和经济效益。如何在试运行期间发现设计问题并从根本上消除,对保证电解槽连续高效地运行显得尤为重要。连续退火机组设置电解槽,目的是将黏附在带钢表面的乳化液、润滑油等消除干净,为下一道工序创造良好条件。生产中常用的电解槽有两种形式:立式电解槽和卧式电解槽,其原理相同,只是设备的结构形式有所差异。
1 电解槽结构及着火事故描述
1.1 电解槽主要结构组成与工作原理
某连续退火机组电解槽为立式电解槽,其结构主要由入口压辊装置1、电极板装配装置2、下部槽体装置3、刷辊装置4、出口压辊装置5等组成,核心部分为电极板装配装置3,如图1所示。
生产工艺流程为:带钢经由入口压辊装置1驱动,通过电极板装配装置2第一对电极后,下部槽体装置3中的沉没辊将带钢继续往上输送,依次经过电极板装配装置2第二对电极、刷辊装置4后,由出口压辊装置5将带钢输出,完成该段工艺过程。
电极板装配装置2的主要结构如图2所示。
电极板装配主要由横梁1、密封垫2、连接板3、电极板4(共2对)、母排5以及绝缘板6组成。
电源接通时,带钢进入电解液,先后通过这2对电极板,在电解的作用下,先后发生氧化还原反应,析出大量氢气、氧气微小气泡,从而使得带钢内部的油膜与带钢剥离开来,完成电解过程,达到脱脂目的。

图1 电解槽主要结构示意图
1.入口压辊装置 2.电极板装配装置3.下部槽体装置 4.刷辊装置 5.出口压辊装置
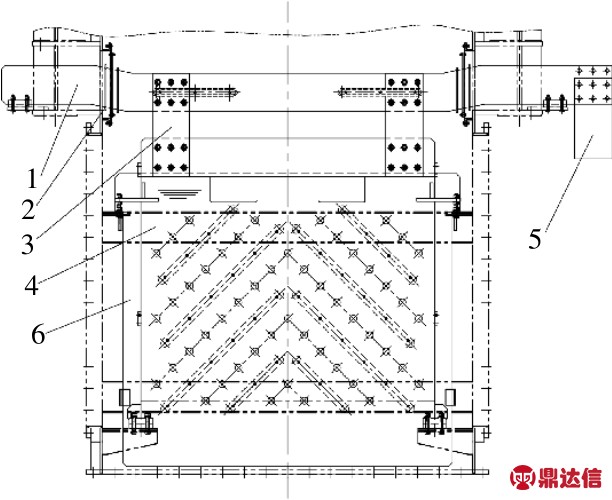
图2 电极板装配装置主要结构示意图
1.横梁 2.密封垫 3.连接板 4.电极板5.母排 6.绝缘板
1.2 着火事故描述
该连续退火机组在试运行当天,连续运行约2 h后,现场调试人员发现电极板装配装置的横梁1(图2)处出现火光,立即对其进行停机检查,发现传动侧电极连接处的绝缘板6(图2)和密封垫2(图2)被烧着,被烧后的图片如图3所示。
1.3 分析着火事故原因
为把问题彻底弄清楚,冷负荷运行完成后,工作人员对电解槽进行拆卸检查,从现场拆开后的情况看,电极装配装置的横梁和连接板处均存在温度高着火的情况,并且横梁和连接板连接区域表面存在发蓝现象,有较明显的电弧痕迹,拆开后的横梁和连接板如图4、图5所示。
从现场情况分析表明:
1)横梁、连接板、电极板的加工精度不够,表面粗糙,导致结合面存在间隙,出现拉弧;2)横梁、连接板、电极板零件选材存在问题(为304不锈钢),导致在大电流作用下发热严重,温度高于绝缘板和密封垫的耐热极限值,最终引起绝缘板、密封板着火。
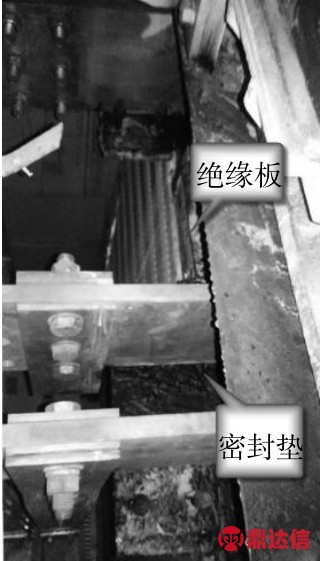
图3 被烧现场实拍图

图4 横梁实物图

图5 连接板实物图
表1 发热功率计算表

下面对相同工况下的304不锈钢、Q235碳钢、T2铜进行发热功率计算,计算结果见表1(电解参数为2000 A,电压为50 V)。
计算结果表明,上述3种材质在相同工况下,304不锈钢的发热功率最大,是Q235钢发热功率的7.3倍,是T2铜发热功率的41.8倍。因此,可以认定本次事故主要是横梁、连接板、电极板零件选材错误导致的。
1.4 解决办法及效果
计算结果表明,T2铜具有良好的电导性,同时具有较好的耐碱性,故适合作为横梁、连接板、电极板的材质。因此,重新加工制造了T2材质的横梁、连接板、电极板,同时对加工精度和表面粗糙度提出了更高的要求,以防止出现放电拉弧现象。将重新制造加工件换上后,经过生产实践表明效果良好,没有再发生绝缘板、密封垫着火事故。
2 结语
本文从电解槽的绝缘板和密封垫着火事故出发,通过观察、分析、计算、核对设计资料,找到了发生事故的根本原因,并及时解决,为以后设计积累了经验,保证了全线的高效连续进行。


