
摘要:基于应用PLC控制系统提高自动化生产的效率,减少错误的发生的目的,通过PLC选型、PLC系统分析等具体工作,设计出了完善的PLC控制系统。设计PLC控制系统必须要完成输入/输出回路的设计、"COM"点的设计、外部驱动电路的设计、扩展模块的设计、PLC网络设计等一系列的工作。对相关部分的设计进行详细描述,通过该设计使PLC系统能更好地运用在自动化生产中,相对于以前的技术,能较大地提高自动化生产效率。
关键词:自动化生产;PLC控制系统;设计;PLC网络;驱动电路
PLC技术在近年来得到了迅速发展,目前已经成为工业化生产的支柱性技术。随着计算机功能的不断完善,PLC系统也在不断被更新,为自动化生产提供了更大的保障。将PLC控制系统应用于现代工作生产中,能够使复杂的工业过程得到良好的控制。可以说,PLC控制系统作为工业控制的计算机,具有强大的控制功能和管理能力。由此可见,设计出功能完善的PLC控制系统是保证自动化生产的重要前提。
1 PLC控制系统的设计原则
1.1 PLC控制系统概述
PLC(Program mable Logic Controller)即为可编程逻辑控制器,在国际电工委员会中,将其定义为专为工业应用设计的数字操作电子系统。PLC的存储器能够完成编程操作,对内部的逻辑问题进行计算,控制操作的顺序并下达相应的指令。同时还能完成模拟输入、输出等工作,以此来控制生产的过程。可编程逻辑控制器的开发要追溯到在20世纪60年代,当时美国研发完成了第一代PLC,开启了工业自动化时代。目前,全球的PLC收入已逾百亿元,PLC控制系统也成为当代工业生产的重要支柱。
1.2 PLC机型选择的原则
PLC控制系统的结构中包含输出和输入设备,系统设计工作的主要内容是PLC机型的选择以及内部程序的设计。在实际生产中,PLC会被应用与不同的工艺流程和不同的场合中,这些工艺过程对控制功能的要求也有所不同,因此在机型的选择上很难达成统一的标准,需根据不同的生产内容完成机型的选择。但机型的选择要始终满足以下几个基本要求。一是PLC机型的选择要以I/O点数为主。根据控制系统的要求确定I/O点数。在此过程中要保留10%左右的裕量,为工艺的改进留下空间。二是要加强对小机型的应用。随着技术的不断完善,小机型逐渐取代了大机型。在PLC功能选择上,只要使其满足I/O点数即可,大多数的小机型都能够满足这一要求。三是要对内存容量进行合理的选择。在一般情况下,I/O点数不同,内容容量也会存在很大的差异。在内存的选择上要考虑到裕量的保留,留下实际运行程序的25%作为裕量。在内存的选择上不要盲目贪大,要以够用为基本原则。同城点数满足I/O的PLC其内存也能得到要求。四是在PLC的选择上,要考虑其结构与控制系统间的合理性。如果生产为单机系统控制,所需的I/O点数较少,无需进行PLC通信,但对模拟信号的处理能力要求很高,则可以考虑选择整体式机。如OMRON C200H系列以及松下FPI系列等。如果系统将开关量作为控制的关键,可为其选择西门子 S7-200、OMRON C系列等机型。五是一个生产企业应选用统一类型的机型,提高设备的互用率,为生产提供便利。
2 PLC控制系统的设计
2.1 输入回路的设计
1)设计电源回路
在PLC控制系统的设计上,首先要设计出电源回路(图1)。选用80至240VAC的电源作为PLC的供电装置。由于适用于PLC的电源较多,其对电源的适应范围较广,因此在安装电源时要加装电源净化元件,以此来达到抗干扰的目的。抗干扰元件选择1:1的隔离变压器、电源滤波器等装置。
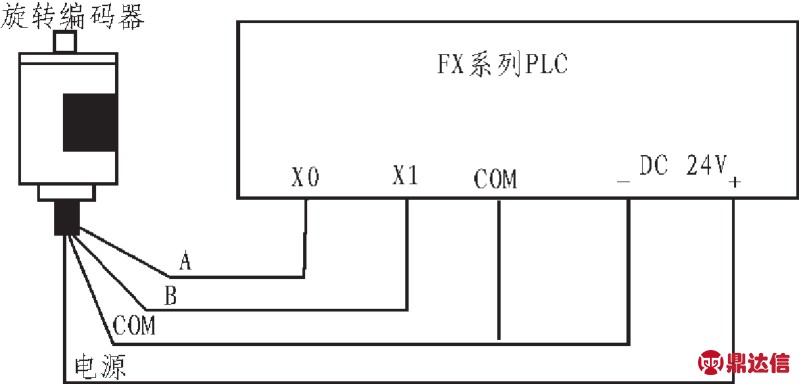
图1 PLC电源回路
2)设计PLC直流电源
在对PLC直流电源进行设计时要严格考虑电源的使用。本次设计选用24 V的直流电源。但由于该种电源一般只有几十至几百毫安的电容,电容量相对较小。如果电源出现过载或短路等情况会直接影响到PLC的运行,因此在设计中采取防短路等安全措施对电源进行保护。
3)设计外部直流电源
在完成直流电源的设计后,要进行外部直流电源的设计(图2)。由于PLC上的直流电源电容达不到要求,因此在设计中选用外部24 V直流电源为其提供支持。但是在使用的过程中,外部电源的负极不能直接与PLC24V直流电源的负极相连,以免对PLC的运行造成不良影响。
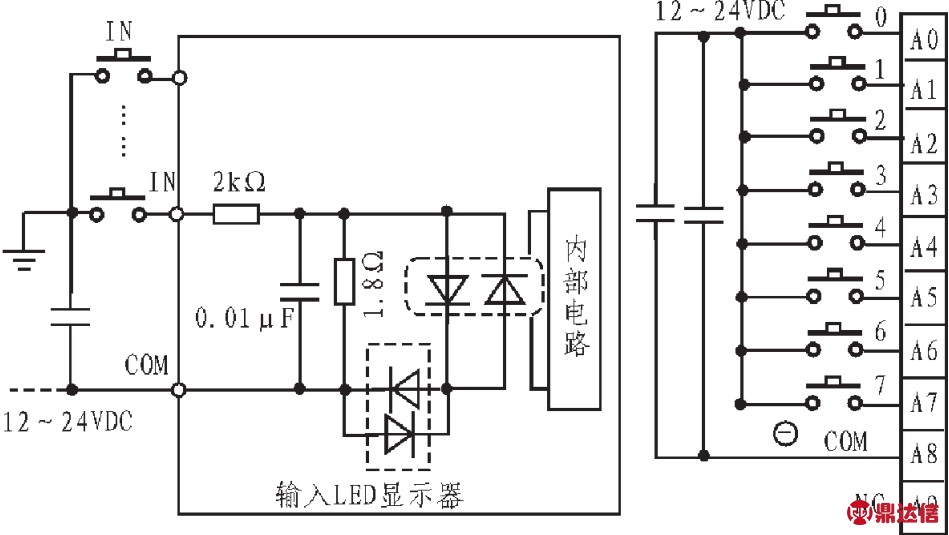
图2 外部直流电源
4)设计输入灵敏度
灵敏度的设计也是PLC系统设计中的重要内容。由于不同的生产厂家对PLC的输入端电流有着不同的要求,当输入回路中有电阻时,就会出现误操作现象,因此在本次设计中会对这种情况采取相应的措施。此外,一旦输入电流大于PLC最大输入电流,就会出现错误动作,因此将弱电流作为输入的器件,减少误操作现象的发生。
2.2 输出回路的设计
从继电器的输出上来看,其优点是不同的公共点之间电压可以各不相同,带负载时电流能够达到2 A/点。但继电器在输出方式上有所限制,不能用于高频动作的负载。继电器的寿命会随着负载电流的增加而有所减少。从晶闸管的输出上来看。其带负载的能力可达到0.2 A/点,但是只能携带交流的负载。晶闸管能够适应高频的动作,其相应的时间可达到为1ms。从晶体管的输出上来看,其优势为响应时间较短,只需0.2ms左右,可适应高频的工作。但是晶体管只能携带5至30VDC的负载,负载电流最大为0.5 A/点。
在输出回路的设计上,如果系统的输出频率低于6次/分,则应选择继电器输出,由于继电器输出的设计相对简单、抗干扰能力强,在系统中能够更好的发挥其作用。如果系统的输出频率低于10次/分,可以选择PLC输出驱动达林顿三极管完成负载的驱动,也可以选用继电器输出。
2.3 “COM”点的设计
在“COM”点的设计上,要对其数量进行特别关注。对于不同的PLC产品来说,其“COM”点的数量也有所不同。部分“COM”点携带有8个输出点,而有的“COM”点则只携带4个输出点,也有些“COM”点只携带1至2个输出点。当系统的电流较大、负载的种类较多时,可以选用“COM”点携带1至2个输出线的PLC。
2.4 外部驱动电路的设计
如果PLC在输出的过程中不能带动负载,则要通过外部驱动电路的帮助来完成生产。在设计中,可以采用三极管或固态继电器作为外部驱动电路,同时完成保护电路和浪涌吸收电路的设计,保证每一路都有二极管作为指示。在印制板的制作上,应尽量将其设计为插拔式,便于维修工作的开展。在PLC的输入/输出布线上,要严格按照说明书的要求来完成,保证系统的完整性和合理性。
2.5 扩展模块的设计
在扩展模块(图4)的设计中,如果PLC系统较小,则不需要对其进行扩展。当PLC系统较大时,需要对其进行一定成程度的扩展。由于不同的产品对系统总点数的要求有所不同,当扩展条件不足时们可以使用网络结构来完成系统的扩展。有部分厂家的系统会排斥扩展模块,在此类系统的编制上,要给予特别的关注。扩展工作应严格按照技术手册上的相关要求来执行,保证扩展内容符合系统的要求。
2.6 PLC网络的设计
由于PLC网络的设计较PLC单机设计难度大,因此在设计时要注意各个步骤间的配合。首先,要对机型的信息进行全面的了解,掌握制定的执行速度个程序的储存容量。其次要对通信的接口和数据传输速度进行完整的考虑,避免在设计的过程中系统出现崩塌。另外,还要向PLC商家寻求详细的技术资料,保证设计工作的准确性[7-8]。
2.7 软件的编制
在软件编制工作开始之前,要对产品说明书进行详细的阅读。在进行软件的编程时们可以先画出梯形图,再完成编程工作,减少错误的发生,提高编程的速度。编程的基本步骤可分为几点,一是要根据系统的要求确定控制的手法,生成动作,设置保护和连锁,对控制参数进行精准的设定。二是要根据现场的要求完成按钮、开关。指示灯等具体元件的设计和分类,分配好输入和输出的地址。三是要完成复杂系统的控制,绘制出流程图,严格按照图表完成设计工作。四是要完成程序的模拟调试工作,保证程序的良好运行。五是要完成设计后期的在线统筹工作,在不带负载的情况下进行调试,在确定其运行正常后再让其负载运行。
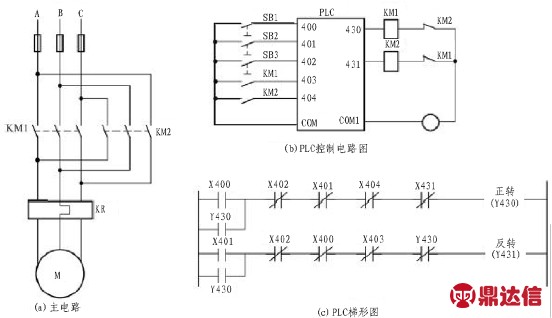
图3 PLC输出回路
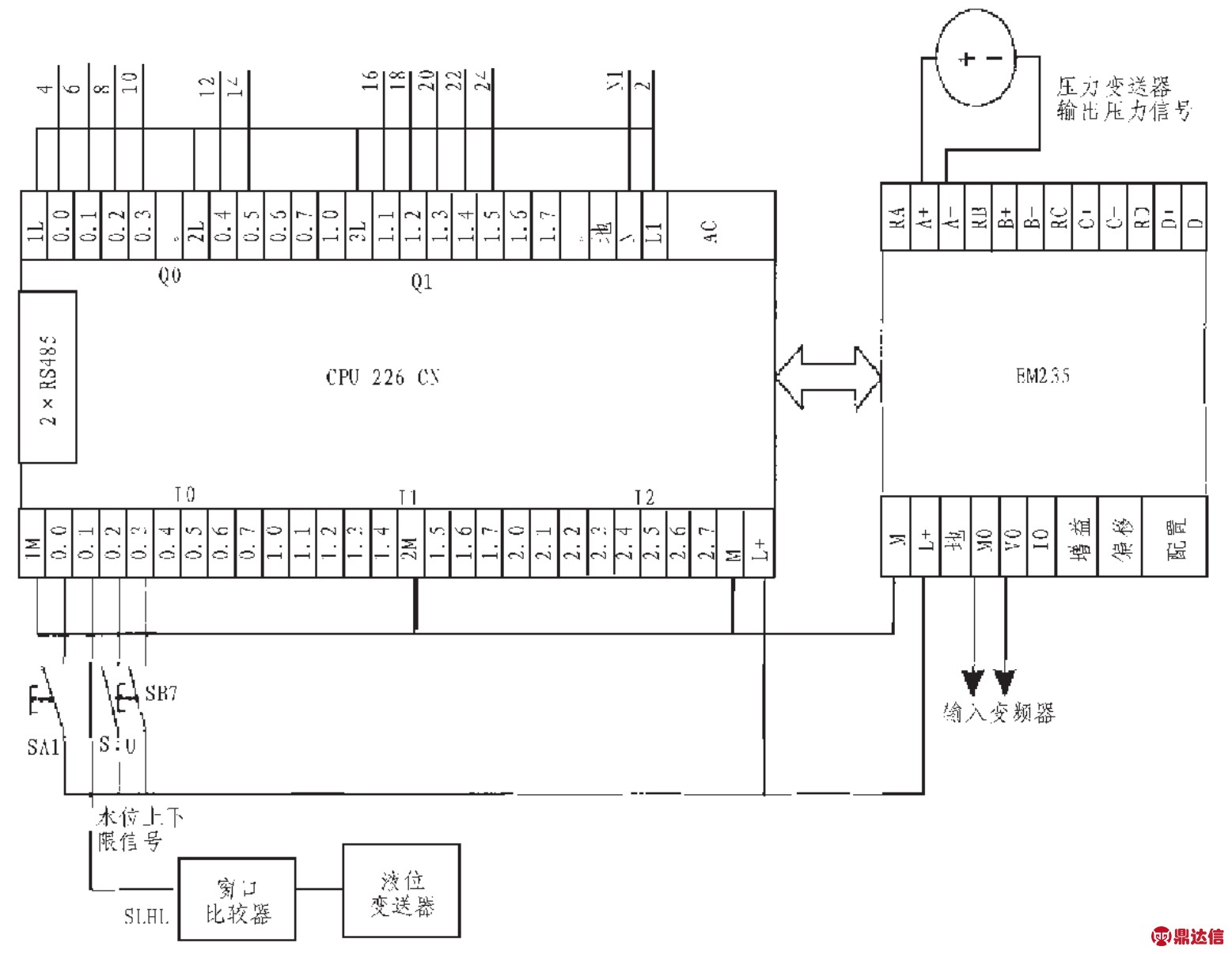
图4 PLC扩展模块
3 PLC控制系统设计注意事项
在电源线的选择上,应尽量选择双绞线,保证线径在2mm2以上。如果选用扩展单元作为控制系统的电源,则要保证扩展单元和主机所用的开关为同一开关。不要将PLC的接地端接地,如果必须完成接地工作,则要选用专用的接地线。保证接地线径为2mm,接地的电阻在4Ω以下。输出信号线的长度要保持在30m之内,将输入和输出的线路分开,保证其与动力线的距离在200mm以上。如果在实际生产中要将PLC安装在金属板上,则必须在其底部防止绝缘垫,防止金属装置为对系统工作造成干扰。在对系统进行调试时,不可使用带有插拔编程的电缆,避免其对器件造成损坏。将PLC的负载电源外接,加强对器具的保护。在PLC带有感性负载时,继电器断开瞬间产生几千伏的高压,易对继电器造成损坏,此时可在系统中增加浪涌吸收电路(图5),加强对继电器的保护。
图5 浪涌吸收电路
4 结束语
PLC作为一种数字操作电子系统,在工业生产中得到了广泛的应用。在具体设计中,要完成输入/输出回路的设计、“COM”点的设计、外部驱动电路的设计、扩展模块的设计、PLC网络设计等一系列的工作。设计要根据生产的要求来进行,同时也要加强对器具的保护,使PLC系统更好的发挥其作用。


