
摘 要:介绍了采用减摩涂层复印成型技术再制造1 台大型卧式镗床的立柱下滑座导轨,不仅恢复了机床精度,而且缩短了维修时间、降低了维修难度和制造成本,为大型机床再制造提供了一个可借鉴的案例。
关键词:大型卧式镗床;立柱下滑座;减摩涂层;复印成型
在矿山机械加工制造中所使用的机床多是重型、超重型设备,造价昂贵,动辄数百万元,甚至数千万元的设备也很常见,这些设备一般都要服役几十年。对设备升级或处理一些重大质量问题时,多是千方百计地进行大修或再制造,从而延长设备的使用寿命。本文介绍了一台大型卧式镗床的修复过程。
1 问题
图1 是1 台英国Asquith 公司设计制造的200 mm卧式镗床外观照,1976 年以二手设备购进,1982 年又转入中信重工公司,使用期已超过40 年。在中信重工使用的30 多年里,该机床基本处于高负荷的工作状态,也经历了数次大修。
本次大修时,在机械方面,检查到立柱、溜板、滑枕、立柱下滑座及床身等部件的导轨均有不同程度的磨损。为恢复导轨的精度,公司对这些部件一一制定了修复方案,本文重点介绍立柱下滑座导轨的修复方案。
2 方案选择
对立柱下滑座导轨的修复可采用多种方式进行。
2.1 机加工方案
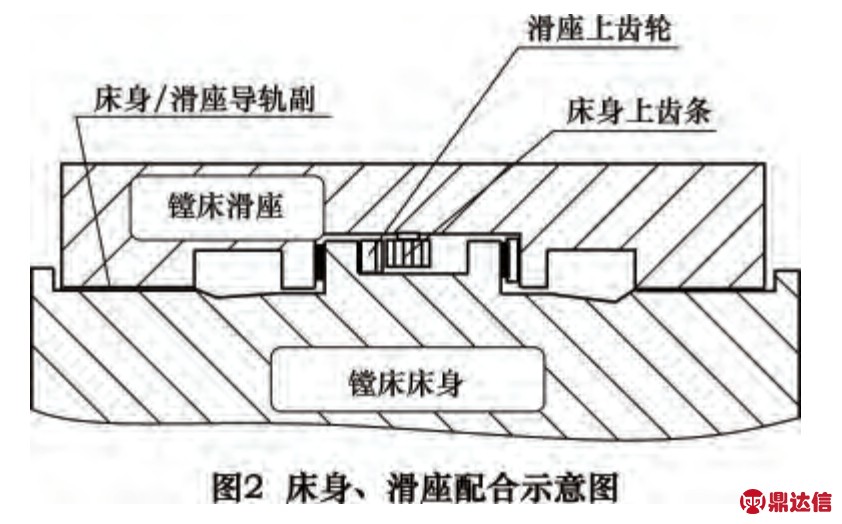
由于床身导轨与滑座导轨均有不同程度磨损和研伤,机加工可以恢复导轨面精度,但也存在问题。机加工后不仅要对导轨副进行反复刮研,工作量大,而且导轨副加工后,床身上的齿条与滑座上的齿轮接触尺寸链发生变化,安装齿条的基准面需要重新加工确定(如图2 所示),从而导致维修周期长、成本提高。
2.2 贴塑方案
导轨副机加工后在滑座导轨粘贴填充聚四氟乙烯导轨软带,可以恢复床身上的齿条与滑座上的齿轮接触尺寸链。但该机床导轨面较宽,两端磨损量偏差大,不易粘接好软带,同时因为导轨前端与后端、左导轨与右导轨所需恢复的尺寸厚度相差较大,要达到导轨副配合精度及立柱的垂直精度,还需对软带面进行反复刮研,所耗工时也较多。
2.3 减摩涂层复印成型方案
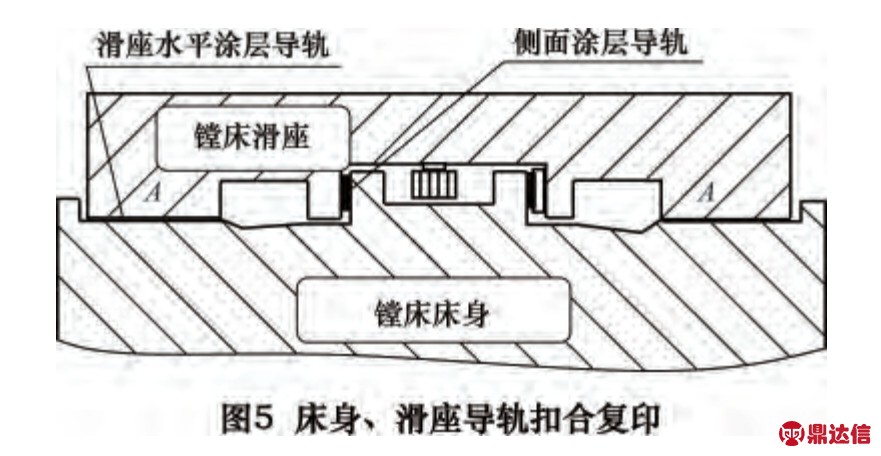
该方法是将滑座导轨面简单粗加工后,将一种耐磨涂层材料涂敷于导轨面上,在与其相配合的床身导轨面上粘贴好复印油槽的塑料软板,再喷涂一种不粘胶的脱模剂,然后将滑座扣合在床身上,依靠滑座自重及适当加重后,将涂层准确地压到规定的尺寸厚度(导轨前端与后端,左导轨与右导轨4 角备有定位支撑块)。待涂层固化后取下滑座,清理溢出的余料,去除油槽软板,用砂布轻微打磨后即可使用。
由于复印成型精度准确,特别是涂层厚度可以自由控制,省去了大量的刮研时间,因此滑座导轨的修复选择了该方案。
3 方案实施过程
滑座原设计采用的是静压导轨,水平面设计有12块静压区,每条导轨设有6 块静压区域(如图3)。
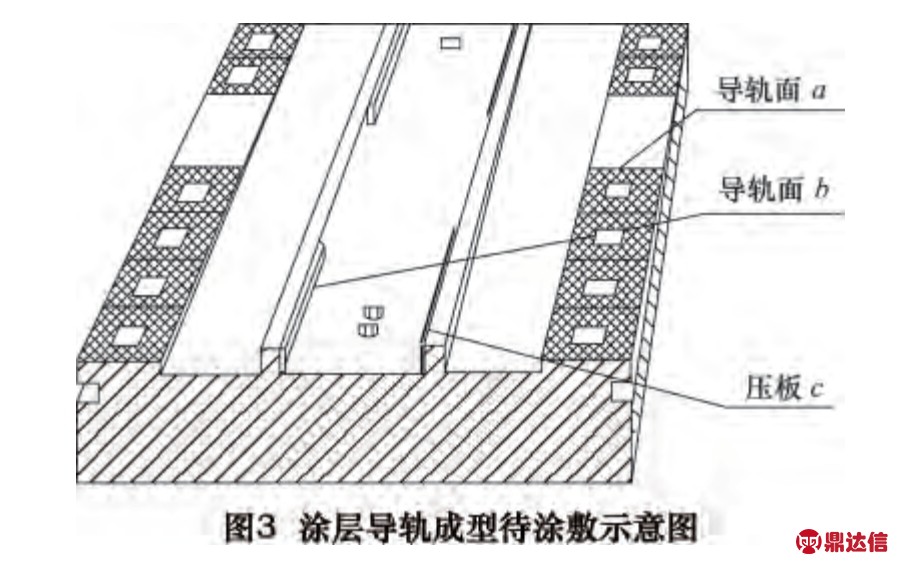
为提高涂层导轨制备效率和精度,拆下侧面压板c,将水平导轨面a 与侧导轨面b 涂层同时施工。依照以下步骤实施。
3.1 准备工作
(1)选择扣合区
选一段调整好精度的床身作为与滑座导轨的扣合区,划线定位。
(2)清洗
将扣合区的床身导轨及滑座导轨清洗干净,保证无杂质、无油污,可采用丙酮、1755EF 清洗剂等;这样能够明显提高涂层的粘接强度。
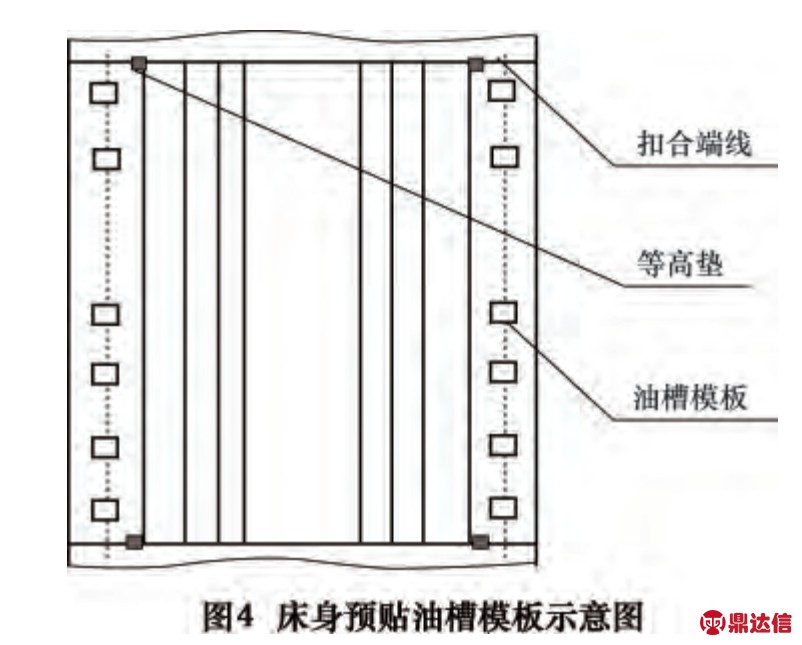
(3)贴油槽线
在床身上确定油槽扣合的相对位置,用双面胶带将事先裁定好的油槽模板(透明水晶软板,1 mm 厚)粘贴在床身上,这样复印涂层时可以将导轨涂层面的油槽一同复印成型(如图4)。
(4)喷涂脱模剂
在床身上喷涂1731 脱模剂,其目的是使减摩涂层不与床身导轨及油槽模板粘接。
(5)放置等高垫
在左右导轨两端各放置可控制涂层厚度的等高垫(厚度经测量后确定,厚度在1.5~1.9 mm 间),用以保证复印后涂层厚度及滑座水平达到理想的要求。
3.2 施胶过程
TS316 减摩涂层是一种双组份材料,按比例调匀,涂敷在水平导轨和侧面导轨上,基本刮涂平整,并形成略带弧形面即可。涂敷量经验值按下式计算:
式中:G 为涂层重量,kg;L 为涂层导轨长度,cm;D 为涂层宽度,cm;H 为涂层厚度,cm;d 为涂层密度,g/cm3;k 为系数,一般按1.4 计算。
3.3 扣合
将涂好涂层后的滑座准确地扣合在床身预先设计的区域内,在未全部接触到位时,通过千斤顶和涂层件的等高垫将滑座与床身侧基准面挤压到位,以保证该面与齿条基准面平行;再通过滑座自重并适当加压将滑座与床身挤压到位(等高垫定位),如图5 所示。
3.4 固化
扣合到位后,常温固化24 h。当温度较低时,可采用加温或者延长固化时间的方式使涂层固化程度更高。
3.5 起模
将涂层固化后的滑座吊起,此时导轨已经复印成型,清理去除导轨边缘溢出的余料,去除油槽模板,清理干净泄油槽,开通各油孔,砂布轻打磨表面去毛刺至光滑,即可转入装配。
4 结语
经检测涂层导轨精度达到要求。此方案证明在维修大型机床中,导轨涂层复印成型法有着明显的优势,对于恢复尺寸链和精度,其工艺简便易行,而且可明显地降低维修时间和维修成本,在大型机床、超大型机床的导轨再制造中,无疑是一个非常好的修复手段。


