
摘要:介绍了X6132C型卧式铣床床身导轨检测装置的设计结构原理,阐述了X6132C型卧式铣床床身导轨检测装置的生产工艺。
关键词:X6132C;卧式铣床;床身导轨检测装置;生产工艺
0 引言
X6132C型卧式铣床床身导轨采用矩形导轨结构,该种导轨具有结构简单、承载能力强、工艺性好、维修方便等优点,现已广泛应用于我公司生产的铣床系列产品当中。由于X6132C型卧式铣床属于通用机床,我公司根据市场需求每月已实现批量化生产。而床身矩形导轨结构作为机床的核心结构,其加工质量水平对于整机产品的精度及产品使用性能有着显著的影响。多年来,我公司对于铣床床身矩形导轨的尺寸公差和形位公差的检测一直使用通用计量器具游标卡尺和百分尺进行测量,员工的工作效率较低,测量误差较大,近期更是由于床身矩形导轨加工质量不合格,检测存在误差后流入后续工序,造成了产品总装工序的拆装返修,以及售后服务反馈用户无法安装立铣头等问题。鉴于此,作者结合企业床身矩形导轨的生产工艺,设计了X6132C型卧式铣床床身导轨检测装置,并制定了该检测装置的整套生产工艺方案,经过实际生产检验和售后服务反馈,对于降低员工工作强度、提高工作效率及提升产品质量均取得了显著成效。
1 X6132C型卧式铣床床身导轨检测装置的设计工作原理
X6132C床身导轨尺寸简图如图1所示,床身矩形导轨精铣加工完成后主要检测内容:床身导轨宽度340± 0.20 mm;床身A基准导轨面至主轴锥孔中心线距离170±0.03 mm;床身两侧导轨平行度0.02 mm。现就每项要求的检测装置的设计工作原理阐述如下。
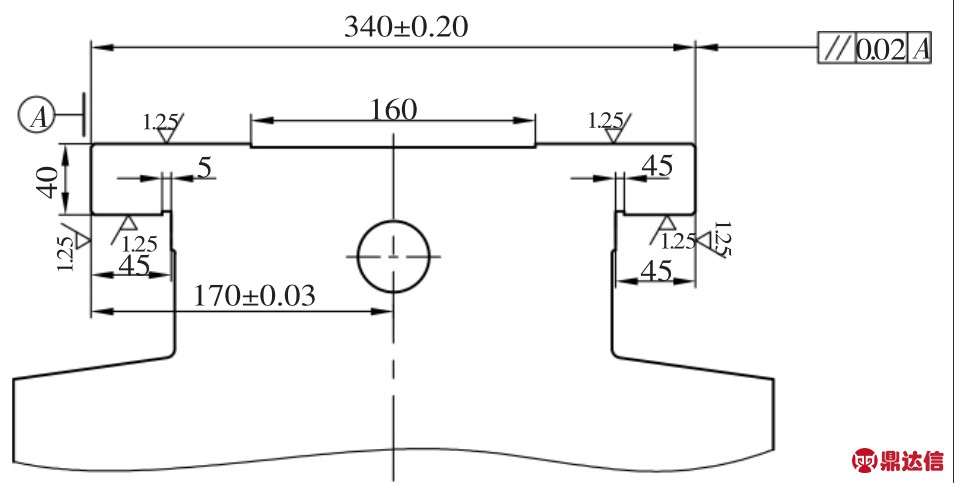
图1 X6132C床身导轨尺寸简图
1)床身导轨宽度340±0.20 mm。该尺寸的控制主要是为了满足用户在使用机床过程中为了扩大加工范围安装立铣头时使用。根据床身导轨宽度340±0.20 mm的上下公差,将该尺寸的检测工具设计成为通止端的卡板形式。X6132C卡板检具图样如图2所示,340±0.20 mm的通止端开口对称,中间连接处的40 mm部分用于检测时手握部位。通端开口尺寸340.20 mm,标记字母T,止端开口尺寸339.79 mm,标记字母Z。通止端开口尺寸正好符合340±0.20 mm公差带要求范围。当床身导轨宽度340± 0.20 mm尺寸精铣加工完成后使用该检具进行测量,卡板通端进入而止端不入时该尺寸检测合格。
2)床身A基准导轨面至主轴锥孔中心线距离170± 0.03 mm。该尺寸的控制主要是为了满足用户在使用机床过程中为了扩大加工范围安装立铣头定位键时使用。根据我厂的产品生产工艺,在主轴安装完成后,进行床身导轨的精铣加工。该尺寸的测量一直利用深浅尺测量主轴外圆到床身A基准导轨面的距离105.715 mm(主轴外圆尺寸为φ128.570 mm,半径为64.285 mm,170 mm-64.285 mm=105.715 mm),由于主轴外圆切点不易寻找,常常造成测量误差。为此,针对该问题,设计了专项检具,X6132C床身导轨中心距尺寸检具图样如图3所示,在对表体5的120.715尺寸处完成φ20H7孔,将销轴4的φ20r6外圆处找正过盈装入对表体5后无松动,保证105.715尺寸满足要求。将百分表1装入检具体2内,旋紧M5×25 J22-8紧定螺钉将百分表1固定。当床身A基准导轨面至主轴锥孔中心线距离170±0.03 mm尺寸精铣加工完成后,使用该检具进行测量。将百分表1与销轴4的φ30h5外圆接触,压表0.10 mm左右,转动百分表1指针归零位。将检具体2的B基准面与床身A基准导轨面定位,百分表1触头与主轴φ128.570 mm外圆接触,此时观察百分表1表针的变化,当表针变化在加减3格(±0.03 mm)以内时表示此项检测合格。
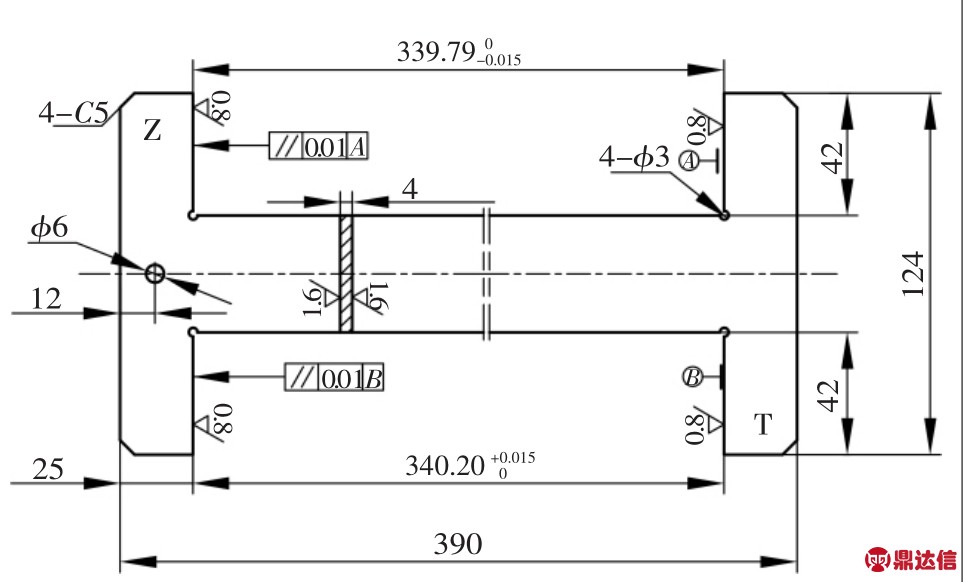
图2 X6132C卡板检具图样
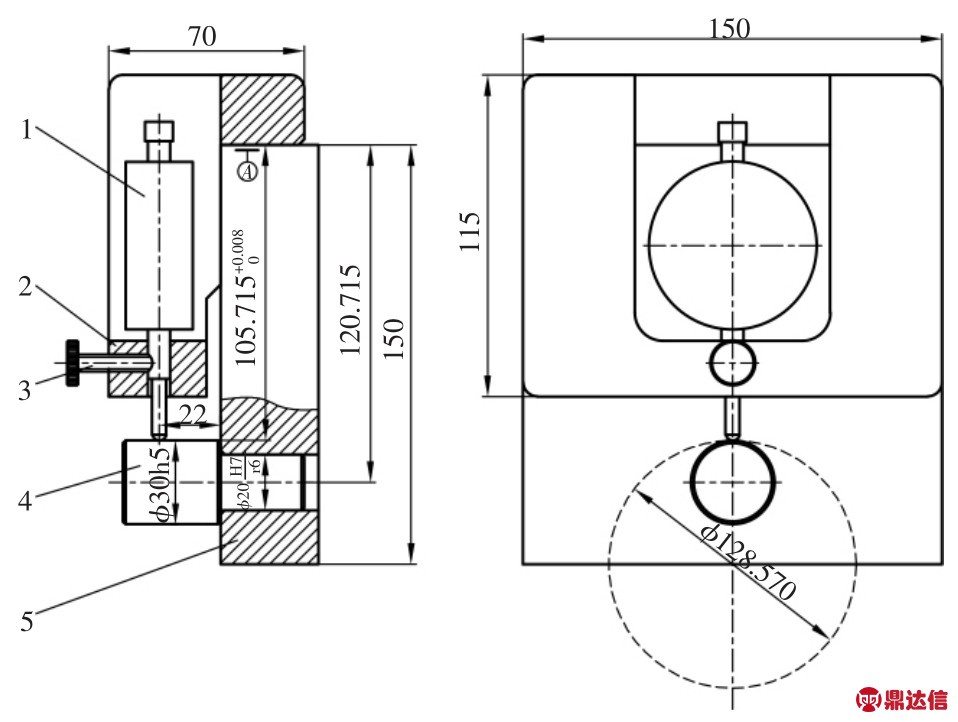
图3 X6132C床身导轨中心距尺寸检具图样
1.百分表2.检具体3.M5×25 J22-8紧固螺钉4.销轴5.对表体
3)床身两侧导轨平行度0.02 mm。该尺寸的控制主要是为了满足整机产品的精度符合国家标准要求。X6132C床身导轨平行检具样如图4所示,该检具设计成为整体式,两Ra1.6刮面垂直相交,水平Ra1.6刮面加工出2处3 mm深槽,以提高检具的工艺性。当床身导轨精铣加工完成后使用该检具进行测量,将两Ra1.6垂直相交平面与矩形导轨A基准面和导轨上平面贴合,将百分表1和表座吸附在检具右侧Ra6.3上平面,调整表杆使百分表1触头与矩形导轨另侧面接触,压表0.10 mm左右,转动百分表1指针归零位。匀速推动检具至导轨全长,此时观察百分表1表针的变化,当表针变化在加减2格(±0.02 mm)以内时表示此项检测合格。
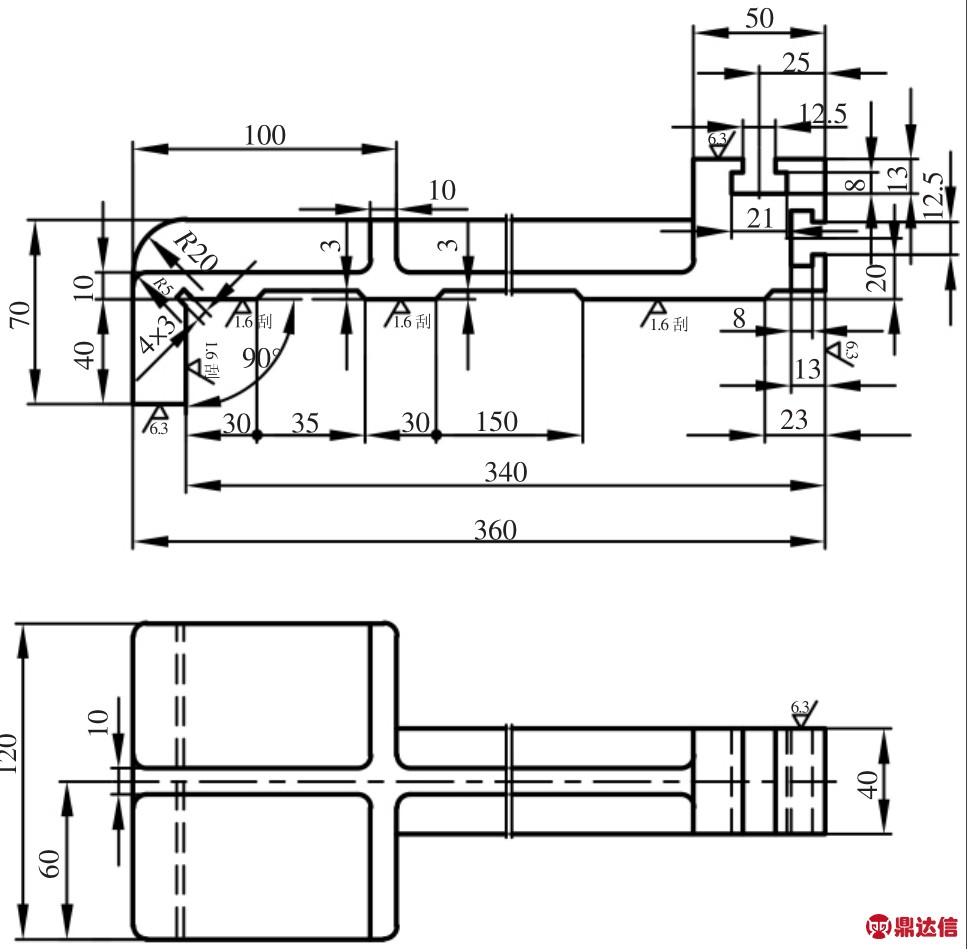
图4 X6132C床身导轨平行检具图样
2 X6132 C型卧式铣床床身导轨检测装置的生产工艺
床身矩形导轨检测装置共有3项专用检具构成,现就其中整体式检具卡板检具和床身导轨平行检具编制机加生产工艺,具体内容如下。
表1 卡板检具生产工艺
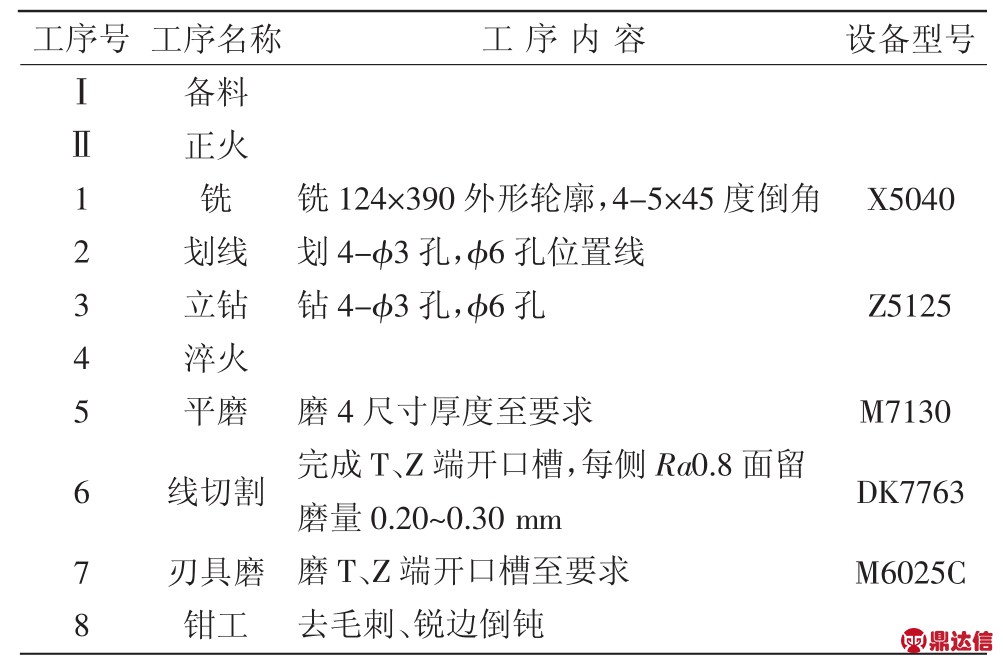
2.1 X6132C卡板检具的生产工艺
X6132C卡板检具图样如图2所示,卡板检具生产工艺见表1。
表2 床身导轨平行检具生产工艺
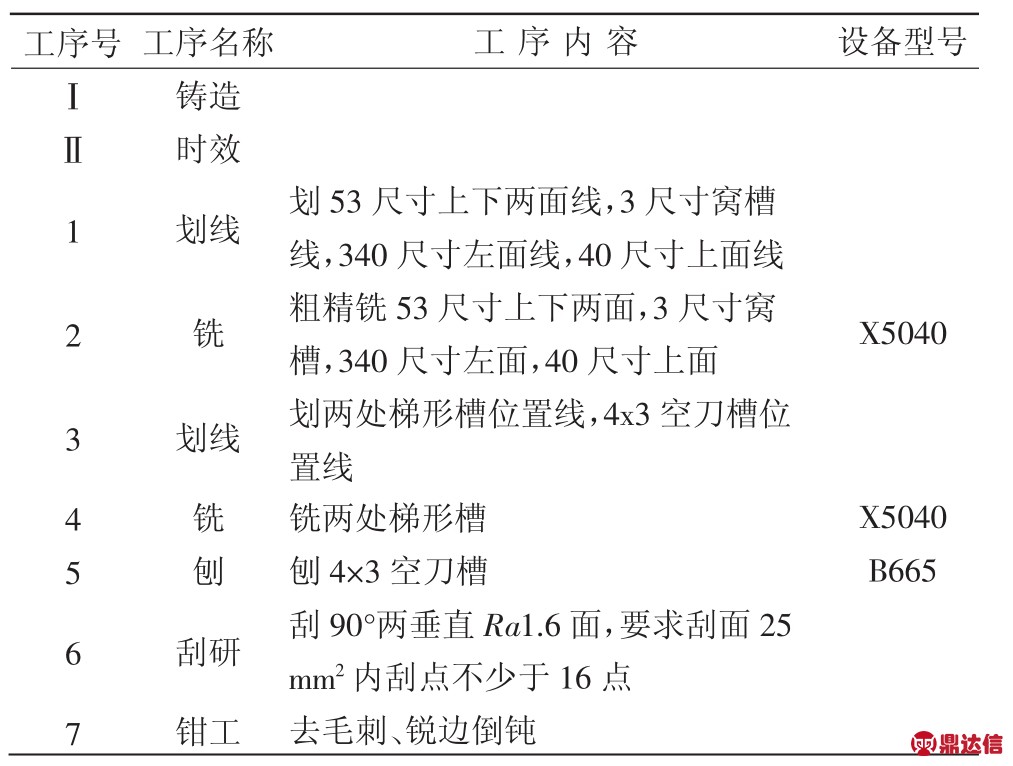
2.2 X6132C床身导轨平行检具的生产工艺
X6132C床身导轨平行检具如图3所示,床身导轨平行检具生产工艺见表2。
3 结语
经过1 a多的生产实践,X6132C型卧式铣床采用以上床身矩形导轨检测装置后,降低了员工的劳动强度,提高了工作效率。同时减少了由于床身矩形导轨生产不合格所造成的铣床产品总装工序产品拆装返修和售后服务反馈,使公司的产品质量得到了提升。


