
摘 要:为了提高焊接质量,降低劳动强度和提高自动化水平,文中提出一种快速定位、夹紧阀座的安装焊接夹具的设计方案,分析了阀座安装焊接夹具的结构组成及工作原理,可应用于工业生产。
关键词:液化气钢瓶;焊接夹具;焊接工艺;夹紧螺钉;阀座安装杆;焊接质量
0 引言
液化石油气钢瓶是盛装易燃易爆化学品的Ⅱ类立置小容量的压力容器,广泛应用在城乡居民生活中以及城镇的大排档、小饭店和小餐馆内。安全使用液化气钢瓶,除了要养成规范的操作习惯之外,更重要的是钢瓶在出厂之前的制造过程符合工艺规程和检验质量标准的严格执行。焊接是液化气钢瓶生产的主要工序之一。其中,钢瓶阀座的安装焊接质量决定了瓶阀安装的好坏,如果阀座安装的质量不符合规范,常会造成阀座与瓶阀连接处的泄漏,甚至会引发火灾爆炸事故。
当代液化石油气钢瓶生产是流水线大批量生产,焊工在定点工作岗位上重复施焊作业,持续的机械式动作劳动强度大。目前,在多数钢瓶制造企业对阀座的安装焊接固定方法是将上封头倒扣在焊接架上,阀座摆在上封头顶上的孔口部,采用目测法检查两者的对中性,然后在两者的连接处进行施焊安装。这种安装阀座的方法具有费时费力、生产效率低、加工质量的稳定性较差以及安装焊接质量的优劣取决于工人技术水平高低的缺点。
1 夹具与焊接夹具
1.1 夹具的作用与类型
1.1.1 夹具的构成
夹具是用来将工件进行定位、夹紧,以保证刀具或模具(或焊枪)等工艺设备与工件保持一致相对运动关系的一种工艺装备。从结构上分析,夹具的构成可概括为以下六部分:1)定位装置。其作用是保证加工件在夹具体(或机床)中保持正确的位置。2)夹紧装置。其作用是确保工件在加工过程中,相对刀具或工作台的位置不变。3)对刀或导向装置。其作用为快速找准刀具相对于定位元件的正确位置。4)连接元件。连接元件是确定夹具在机床上正确位置的部件,通常为连接着夹具与机床的部分。5)夹具体。夹具体是夹具的基础部件,将其他部件连成一体。6)其他元件及装置,如动力装置的操作系统等。
1.1.2 夹具的作用
夹具现已广泛应用于工业产品的生产中,采用夹具固定工件是保证产品生产质量、减少辅助生产时间、提高产品生产的效率、降低工人操作的劳动强度的重要的基本保障,也是确保生产节奏的连续性和生产过程的安全性的必要手段。
1.1.3 夹具的类型
机床夹具的种类很多,按夹具的应用特点不同可分为通用夹具、专用夹具、可调夹具、组合夹具和拼装夹具等;按使用加工设备类型不同可分切削机床夹具、热加工机床(设备)夹具和其他机床夹具;按用途不同可分为零件加工机床夹具、部件机器装配夹具和检验夹具。
1.2 焊接加工
焊接加工是对材料进行加热或加压,或同时加热加压,并且选用填料,使焊接零部件达到原子结合的一种机械加工工艺(方法)。焊接加工的实质是材料分子间与原子间的重新结合,焊接的最大特点是两种材料结合后的无法拆卸的连接方式。
1.3 焊接夹具
焊接夹具是装配夹具的一种,是保证所焊接的零部件之间的准确定位和牢固地夹紧必要的辅助生产装置。焊接夹具由支撑元件、定位元件和夹紧元件组成的。焊接夹具根据焊接工艺的特点可分为装配类焊接夹具、维修类焊接夹具和焊-装类焊接夹具。
1.4 焊接夹具的设计与选用
焊接夹具的设计与选择是否恰当将直接影响到焊接产品的质量,生产进度以及安全生产,选用焊接夹具应遵循下列原则:1)保证焊件的焊接质量;2)固定焊件要安全第一,牢固为主;3)易于操作,使用焊接夹具时要方便工人操作,不增加焊接的难度;4)焊接夹具易制造、安装与维修;5)制造成本低,周期短,制造过程不对环境产生污染。
2 设计过程
2.1 设计目的
为了提高液化气钢瓶焊接生产的效率和质量,提供一种结构简单、制造工艺优良、操作方便和使用成本低的液化气钢瓶阀座的安装焊接夹具,其可有效克服现有安装焊接阀座的技术和装置所存在的安装弊端以及效率低下的缺点。
2.2 设计思路
根据液化气钢瓶上封头和阀座的结构特点以及两者之间的连接位置、焊接要求等条件,焊接夹具体的结构形式有卧式和立式,由于重力的影响,卧式对夹紧零部件会产生弯矩,增大零部件的磨损;同时不便于对上风头的定位。而立式结构可避免上述问题的出现,所以选择立式结构。
定位装置设置在夹具体的下方,根据上封口的开口形状采用内孔定位,即利用定位部件的工作部分与上封口内孔之间的连接进行定位。阀座可通过螺纹配合设置在上封头正上方的阀座安装杆上,因阀座安装杆的轴线与固定上封头的支撑平板轴线同轴,所以可保证阀座在上封头的焊接位置。
夹紧装置采用螺杆传动实现,摇动手柄可通过传动螺杆带动阀座快速压紧在上封头的正上方,开启设置在夹具体下方的调速电动机,上封头可与阀座一起转动,满足焊接所需要的动作。
2.3 设计内容
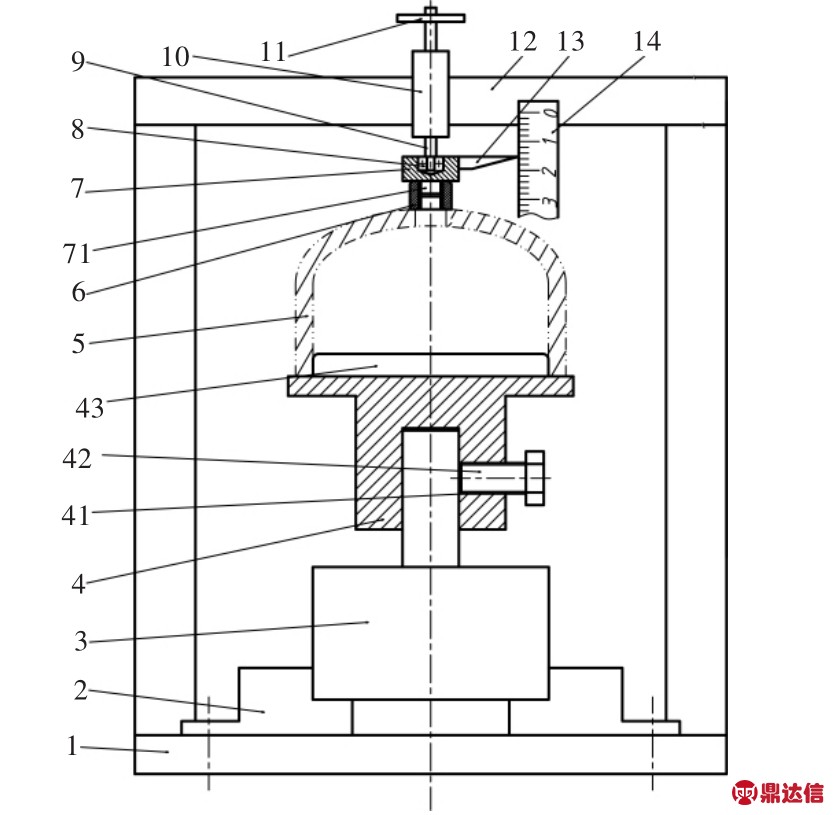
图1 液化气钢瓶阀座的安装焊接夹具的结构示意图
1.L型底座 2.支架 3.电动机 4.支撑平板 41.螺纹孔42.夹紧螺钉 43.定位台 5.上封头 6.阀座 7.阀座安装杆71.定位头 8.轴承 9.螺杆 10.长螺母 11.手轮 12.固定板 13.指针 14.刻度尺
为达到上述目的,该夹具采用如下技术方案:夹具包括L型底座、电动机、支撑平板、阀座安装杆、螺杆和长螺母,通过支架将电动机固定在L型底座上,电动机的输出轴上设有支撑平板,支撑平板的一端的圆柱面上设有螺纹孔,螺纹孔内设有夹紧螺钉,支撑平板的另一端设有定位台;通过固定板将长螺母设置在L型底座的上方,长螺母内设有螺杆,螺杆的一端设有手轮,另一端通过轴承与阀座安装杆相连接,阀座安装杆的另一端设有定位头,阀座安装杆的一侧设有指针,指针的针尖处设有刻度尺。
在上述技术方案中,定位台的直径比上封头口部的直径小0.5~1 mm;定位台与定位头同轴,其同轴度误差不大于0.5 mm。
液化气钢瓶阀座的安装焊接夹具的结构示意图如图1所示。该夹具的结构简单紧凑、占用空间小,操作方便,夹紧可靠,定位精度高,阀座安装质量的稳定性好,生产效率高。
3 核心零件设计
3.1 夹具体
夹具体的结构不仅要满足焊接要求,还要满足上封头的放置与焊接后的取件,同时夹具体的底板上要设置电动机固定架,固定架通过螺钉固定在夹具体的底板上。夹具体的结构示意图如图2所示。
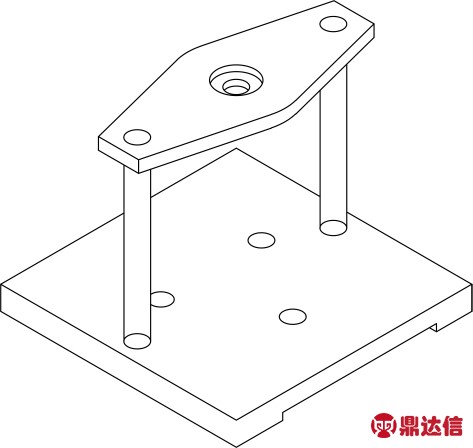
图2 夹具体
3.2 阀座安装头
阀座安装头一端与阀座相连,另一端内通过轴承与传动螺杆相连接,是安装阀座焊接夹具中重要的零部件,安装阀座的位置精度取决于阀座安装头的质量及在夹具上的安装精度等级。阀座安装头的结构简图如图3所示。
3.3 支撑平板
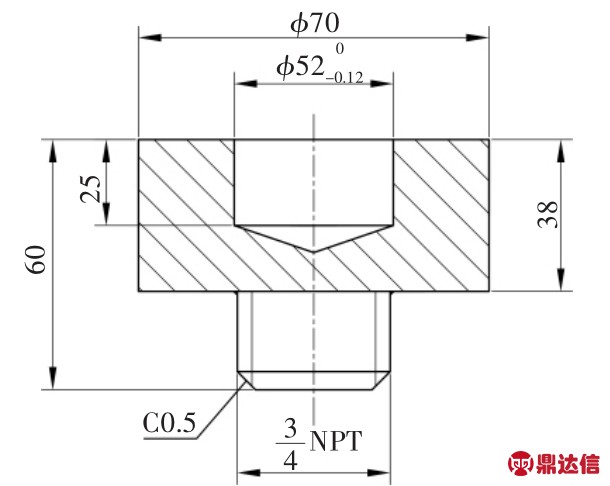
图3 阀座安装头
支撑平板是用来固定上封头的重要零件,为了与上封头快速卡合和取下,电动机平稳拖动支撑平板,支撑平板外形设计成回转体,上端设有与上封头固定的锥型定位台,下端设有与电动机输出相固定安装孔,具体结构如图4所示。
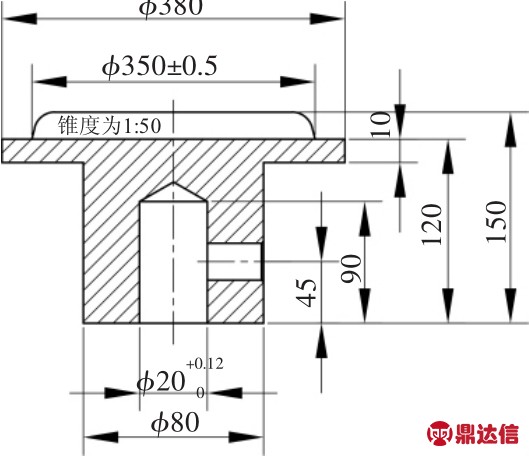
图4 支撑平板
4 具体实施方式
由液化气钢瓶阀座的安装焊接夹具的结构图(图1)可见,它包括底板1、电动机3、支撑平板4、阀座安装杆7、传动螺杆9、长螺母10和立柱15,电动机3通过支架2固定在底座1上,电动机3的输出轴上设有支撑平板4,支撑平板4的一端的圆柱面上设有螺纹孔41,螺纹孔41内设有夹紧螺钉42,支撑平板4的另一端设有定位台43;底板1的两侧各设有立柱15,立柱15的上端设有腰型固定板12,长螺母10通过固定板12内,长螺母10与传动螺杆9,传动螺杆9的一端设有手轮11,另一端通过轴承8与阀座安装杆7相连接,阀座安装杆7的另一端设有定位头71。
液化气钢瓶阀座的安装焊接夹具的使用方法是:先将上封头5的开口端放置在支撑平板4上,并使上封头5的内表面贴合在定位台43的圆周面上;再将阀座6临时安装在定位头71的外螺纹上,并使阀座6的端面与阀座安装杆7的端面贴合在一起;然后转动手轮11,使阀座6与阀座安装杆7一起向下移动,直到阀座6的下端面到达上封头5的小孔口部;接着启动电动机3使支撑平板4、上封头5、阀座6和阀座安装杆7一起低速转动,转速为0.4~0.6 m/min,同时由焊机对上封头5的小孔口部与阀座6的连接处进行施焊。焊接完成后,反向转动手轮11,并使阀座安装杆7与传动螺杆9一起旋转,即可使阀座安装杆7的定位头71从阀座6的螺纹孔内退出,再将上封头6从支撑平板4上取下,即完成阀座6的安装焊接过程。
在实际使用操作中,阀座安装杆7的一侧设有指针13,指针13的针尖处设有刻度尺14,当更换其他规格的阀座6时,可利用阀座6的下端面到达上封头5的指定位置时指针13对应刻度尺14的数值,进行准确定位和快速装配,以保证阀座6安装焊接的质量和效率。
螺纹孔41内设有夹紧螺钉42,夹紧螺钉42可使电动机3的输出轴与支撑平板4形成一个整体,有利于保证阀座6的安装焊接质量。定位台43的直径比上封头5口部的直径小0.5~1 mm;定位台43与定位头71同轴,其同轴度误差不大于0.5 mm,这不仅可保证阀座6与上封头5安装焊接时两者的对中性,又可提高生产效率。
安装液化气钢瓶阀座的焊接夹具对上封头的定位原理是采用圆盘形的固定盘与上封头的内孔之间的间隙配合,这相当于在底板上径向分布垂直固装多根定位柱,使用时将钢瓶放置在多根定位柱之间。其显著的优点在于结构简单,制造工艺好以及使用方便。
5 结语
阀座是液化气钢瓶上重要的部件,其焊接的质量,不仅关乎到产品的品质,更关系到日后使用的安全性。采用焊接夹具可杜绝人工焊接所带有的各种弊端,大大提高了生产效率。
该液化气钢瓶阀座的安装焊接夹具目前已获得国家实用新型专利证书和国家发明专利证书,产品正在紧张试制中,且与当地一家液化气钢瓶制造企业初步达成产业化推广与应用的协议。


