
[摘 要]推土机变速箱是推土机传动系统的主要部件,其质量稳定性直接决定了推土机的使用情况。然而,经过研究发现,推土机变速箱故障的出现,大都是由密封环异常磨损引起的,为此,研究人员对推土机变速箱密封环的磨损以及使用寿命情况进行了研究,以期促进推土机变速箱故障率的降低。
[关键词]推土机;变速箱;密封环;使用寿命
前言
推土机变速箱内的密封环磨损是引起变速箱产生故障的主要原因,因此,为了提高变速箱的运行效率,减少故障的产生,研究人员需要对引起密封环磨损的影响因素进行分析,并采取一定的措施来提高密封环的寿命,从而提高推土机工作的稳定性和安全性
1 推土机变速箱密封环简介。
1.1 推土机变速箱密封环的作用
推土机主要是由油发动机、传动系统、行走底盘、工作装置(铲刀、松土器)、电气部分、驾驶室和机罩等组成。推土机传动系统的核心装置为动力换挡变速箱和液力变矩器,简称双变。推土机作业时,因工作载荷变化范围大,而内燃机转速和扭矩的变化范围不大,即使变矩器能降低发动机转速,增大扭矩,也不能完全满足要求,因此必须通过变速箱换挡以改变传动比,以适应工作载荷的变化;另外变速箱可以实现空档,以便于发动机启停,还能实现倒档,以改变运行方向。
1.2 密封环异常磨损引起的变速箱故障
在我国的推土机故障中,由于密封异常环磨损引起的索赔一直居高不下。当密封环异常磨损失效后,密封性的下降导致变速箱内液压油内泄量过冬,发动机怠速转速低时,输油泵流量变小,常出现档位压力不稳,导致挂档难或挂不上档、变矩器发热等现象。相关数据显示:密封环问题造成故障占到了69%。因此密封环早期异常磨损严重影响了推土机传动系统的质量稳定性,是亟需解决的问题。
我国推土机整车保修一般在工作2000小时之后,但早于500小时就有因密封环异常磨损引发的变速箱故障发生。通过对100台推土机的密封环磨损程度跟踪分析,如图1所示,在推土机工作2000小时内的变速箱密封环异常磨损比例占到了37%,在工作2500小时内故障率高达64%,更为严重的是工作前500小时的故障占比高达5%。
2 密封环早期异常磨损原因分析
第一,密封环材料的化学成分、物理性能和表面粗糙度均达标;第二,密封环的配合件密封环槽的表面粗糙度不稳定,无法全部达到Ra0.4的设计要求,这可能是造成密封环早期异常磨损的重要原因之一;第三,密封环自由状态开口间隙大,造成自身张力较大且不稳定,这可能是另外一个造成密封环早期异常磨损的重要原因。
3 密封环槽表面粗糙度对密封环使用寿命的影响
3.1 表面粗糙度对耐磨性的影响
一般情况下,零件表面的质量越好,其粗糙度值也就越小,零件表面的耐磨性也就越好。但是,若两个相互运动的零件表面粗糙度值过小,则接触面会发生分子粘连,反而会加大磨损。所以,两个相互运动的接触面的表面粗糙度,应该存在一个最佳值,这与零件的具体工作载荷有关。正常工作的零件之间,磨损一般分为三个阶段:
第一阶段是磨合阶段,即接触面之间相互运动,通过峰部塑性变形和剪切变形产生轻微磨损,为正常磨损做创造条件。
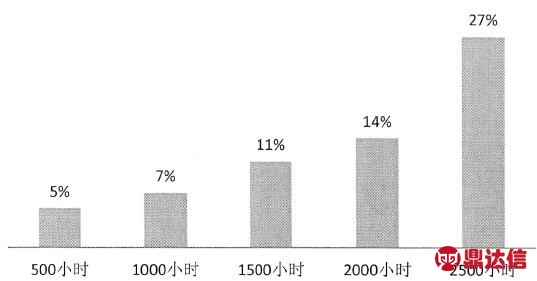
图1 国产密封环异常磨损故障率统计
第二阶段是正常磨损阶段,磨损率会比磨合阶段降低,且稳定在一个小范围内,属于零件高效工作阶段。
第三阶段是剧烈破坏磨损阶段,因工作疲劳是冷作硬化的表面硬度下降,产生疲劳裂纹,表面精度失去,零件产生破坏性磨损。
通过有关人员对密封环磨损程度的分析,可以断定其严重磨损是发生在哪一个阶段。如果磨合阶段即发生严重磨损,则说明密封环或其配合件密封环槽的表面粗糙度不合适;如果正常磨损阶段时间达不到使用要求,可能是密封环或密封环槽的表面硬度、强度不够,耐疲劳性太差。
3.2 工作载荷对表面粗糙度的影响
一般情况下,经过加工的表面都会有冷作硬化的作用,使得金属表面的显微硬度得到提升,从而提高耐磨性,但并非冷作硬化的程度越高,其耐磨性就越高,因为冷作硬化会引发金属组织的疏松,过分的冷作硬化会引发金属表面裂纹或表层随摩擦削落,引起耐磨性大大降低。
就密封环来说,由于其工作载荷是交变载荷,使得表面的凹部很容易产生应力集中,引发疲劳损坏,而当压力超出承受范围之后,就会造成密封环于密封环槽摩擦力过大甚至抱死,破坏零件表面的冷作硬化层,发生严重磨损。所以我们对变速箱一档压力有严格要求,其最大理论数值不能超过1.35MPa经多次实验测量实际值为1.35MPa左右,不存在一档压力过高的情况。所以变速箱工作载荷不是引起异常磨损的原因。
4 推土机变速箱密封环槽研磨工艺研究
因为密封环槽的结构导致传统的加工工艺存在局限性,而为了保证表面粗糙度质量,降低密封环的磨损程度,我们决定采取研磨工艺,对密封环槽难加工的表面进行研磨处理,最终得到技术要求的表面质量。
4.1 研磨工具准备
常用的研磨工具材料有:
第一,灰铸铁:灰铸铁具有硬度适中、嵌入性好、价格低、研磨效果好等特点,是一种应用广泛的研磨材料。
第二,球墨铸铁:球墨铸铁比灰铸铁嵌入性更好,且更加均匀、牢固,常用于精密工件的研磨。
第三,软钢:软钢具有良好的韧性和塑型,在加工小型工件时常用来作为研具材料。
第四,铜:铜较软刚更软,嵌入性好,常用来作研磨软钢类工件的研具材料。
考虑到成本因素,我们需要选用铸铁件研磨工具,并对灰铸铁和球墨铸铁进行验证和比较,通过实验证明,球墨铸铁制作的研具比灰铸铁更容易嵌存磨粒,精度保持性最有效。
4.2 研磨工艺
第一,先对密封环槽进行车削,达到尺寸要求后,在密封环槽内刷入调制好的研磨剂,然后再放入研具。研磨剂应该涂敷的薄而均匀,在更换被加工零件时,研具表面的研磨剂需要用柴油彻底清洗干净。
第二,根据被加工件直径选择合适车床转速,手持研磨环以一定的力度推动,根据实验,左右两侧各研磨约2分钟最为合适。
结束语
总之,合理的选择研磨工具和研磨工艺,能够改善密封件环槽表面质量,从而降低了密封环的磨损程度。同时,密封环槽经过研磨工艺加工后,能够稳定达到Ra0.4的表面粗糙度值,成本有小幅增加,在可承受范围内。这样一来,采用研磨工艺对密封环进行加工,能够有效提高密封环的使用寿命,从而减少推土机变速箱故障的出现。


