
摘 要: 采用72Ag-28Cu钎料对铜与铪进行真空钎焊试验.钎焊温度为840 ℃,保温时间为15 min,真空度试验范围为5.0×10-2~8.0 Pa.研究了钎焊真空度对铜与铪钎焊接头组织及性能的影响,采用场发射扫描电子显微镜(FESEM)观察钎焊接头的组织形貌,采用ZWICK-Z050电子万能材料试验机测试接头剪切强度.结果表明:随着钎焊真空度的升高,接头剪切强度呈先升高后降低的趋势;在钎焊温度为840 ℃、保温时间为15 min时,较佳的钎焊真空度为2.0×10-1 Pa.
关键词: 铜;铪; 钎焊; 真空度
0 前 言
随着真空度从5.0×10-2 Pa逐渐降低,铪与钎缝之间先是连接越来越致密,在真空度为2.0×10-1 Pa时,钎缝致密均匀,接头界面连接效果最好.真空度降至8.0×10-1 Pa和8.0 Pa时,钎缝变得越来越宽,说明钎焊真空度偏低,影响了钎焊元素的扩散效果,钎焊反应效果越来越差.
电极是等离子切割机割炬的主要元件,铪与铜基体镶嵌在一起,充分利用了铪抗氧化性能好、电子逸出功低和铜的导热、导电性能好的特性,使电极在最大限度地发射等离子弧的同时又能将热量尽快地传导出去,不至于被很快地烧损.铪与铜的连接方法有普通镶嵌、机械压紧镶嵌、钎焊和扩散焊等.在这些方法中,钎焊由于工艺简单、成本低及适用于批量生产等优点成为研究者最关注的方法之一.其中铪与铜的钎焊法是将铪与铜基体焊接成一个整体,提高其导热、导电性能,同时可有效防止热胀冷缩产生间隙或氧化膜层,使电极寿命大大延长[6].
在钎焊工艺参数中,真空度是影响真空钎焊质量的一个重要参数.钎焊真空度从两个方面影响钎焊接头质量:第一种是钎缝元素的扩散效果;第二种是元素的挥发[7].在钎焊过程中,真空度并不是越高越好,真空度过低,钎焊元件在高温时易被氧化;真空度过高,不但浪费时间与资金,还可能导致钎料的挥发而影响钎焊接头的质量.本文采用72Ag-28Cu钎料对铜与铪进行真空钎焊试验,研究真空度对铜与铪钎焊接头组织与性能的影响.
1 试验材料及方法
试验用的铜纯度>99.99%,铪为市购工业用铪,钎料为市购72Ag-28Cu钎料.钎焊前将钎料轧制成厚度为0.1 mm的箔片,用1 200号水砂纸打磨试件和钎料表面,所有待焊试样和钎料连接前均用无水乙醇进行超声波清洗10 min.将铜、钎料与铪依次叠放,在真空炉中进行钎焊试验.钎焊过程中调节氩气流量,控制真空度,试验范围为5.0×10-2~8.0 Pa,具体试验参数为5.0×10-2、8.0×10-2、2.0×10-1、8.0×10-1和8.0 Pa,钎焊温度为840 ℃,钎焊保温时间为15 min,焊后随炉冷却至室温出炉.
为研究钎焊真空度对钎焊接头组织和性能的影响,钎焊接头界面形貌采用Quanta FEG450型场发射环境扫描电子显微镜(FESEM)进行观察;接头剪切强度采用ZWICK-Z050电子万能材料试验机进行测试.
2 结果与分析
2.1 界面形貌
钎焊试验后,选取钎焊温度为840 ℃、保温时间为15 min、真空度为2.0×10-1 Pa条件下的Hf/Cu接头作为分析对象,如图1所示.从图1中可以看出,钎缝与母材结合紧密,焊接区界面清晰可辨.钎焊接头分为三个区域:左侧区域为铪,右侧区域为铜,中间区域为钎料层与扩散.铪与钎料层之间界限平直清晰,而铜与钎料层之间则较为曲折.
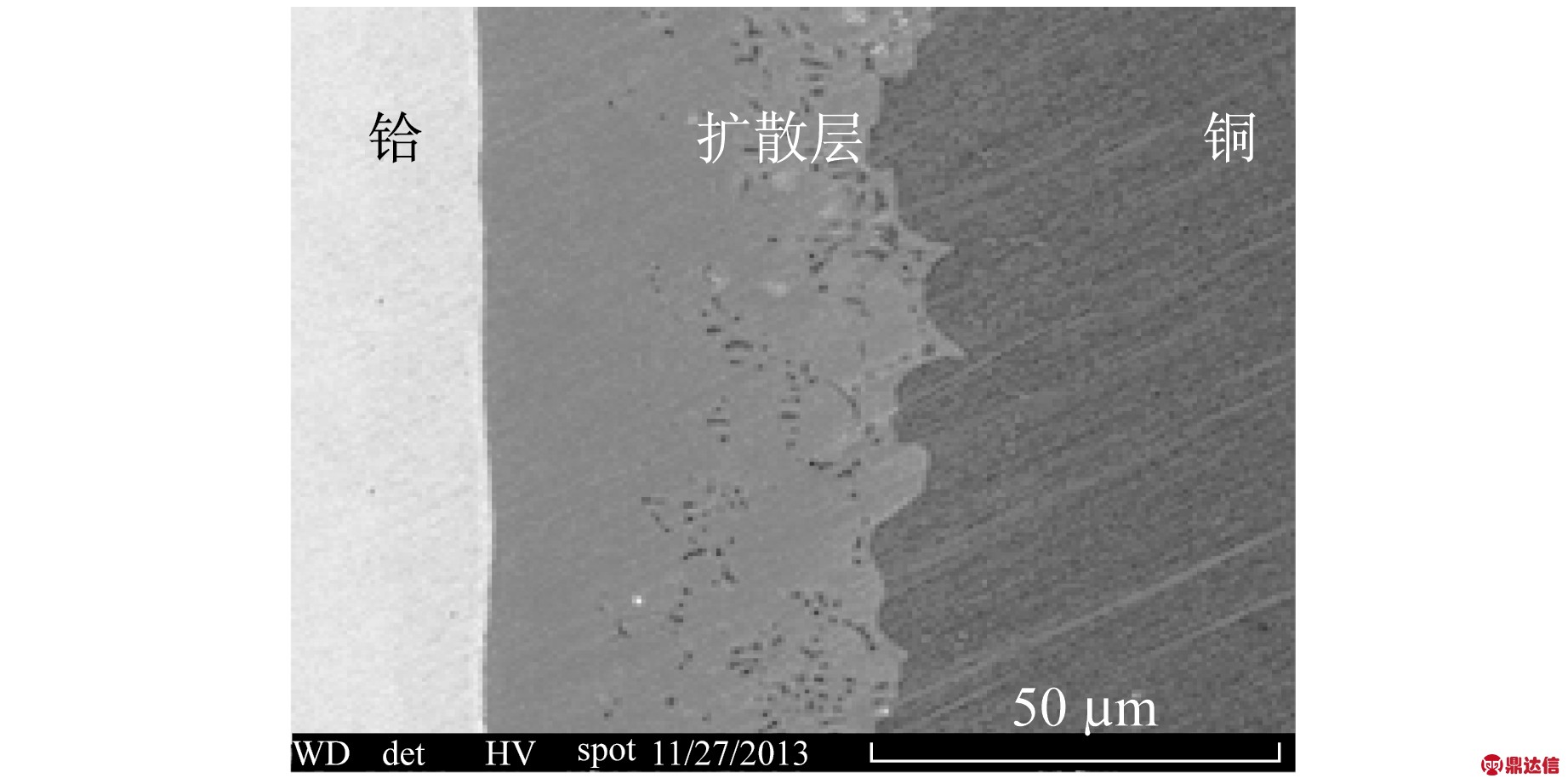
图1 Hf/72Ag-28Cu/Cu微观界面
Fig.1 Microscopic interface of Hf/72Ag-28Cu/Cu
2.2 钎焊真空度对接头界面组织的影响
图2是不同真空度下钎焊接头的微观组织SEM照片.从图2中可以看出,在真空度为5.0×10-2 Pa时,铪与钎缝之间连接不紧密,甚至出现了明显的沟壑,说明真空度过高,钎料挥发严重.
(1) 在钎焊真空度为5.0×10-2~8.0 Pa的试验范围内,真空度对接头剪切强度的影响显著.钎焊接头剪切强度随真空度的升高而增大,当真空度升高至2.0×10-1 Pa时,剪切强度达到最大值201 MPa.真空度超过2.0×10-1 Pa时,随着真空度的升高,接头的剪切强度反而下降.
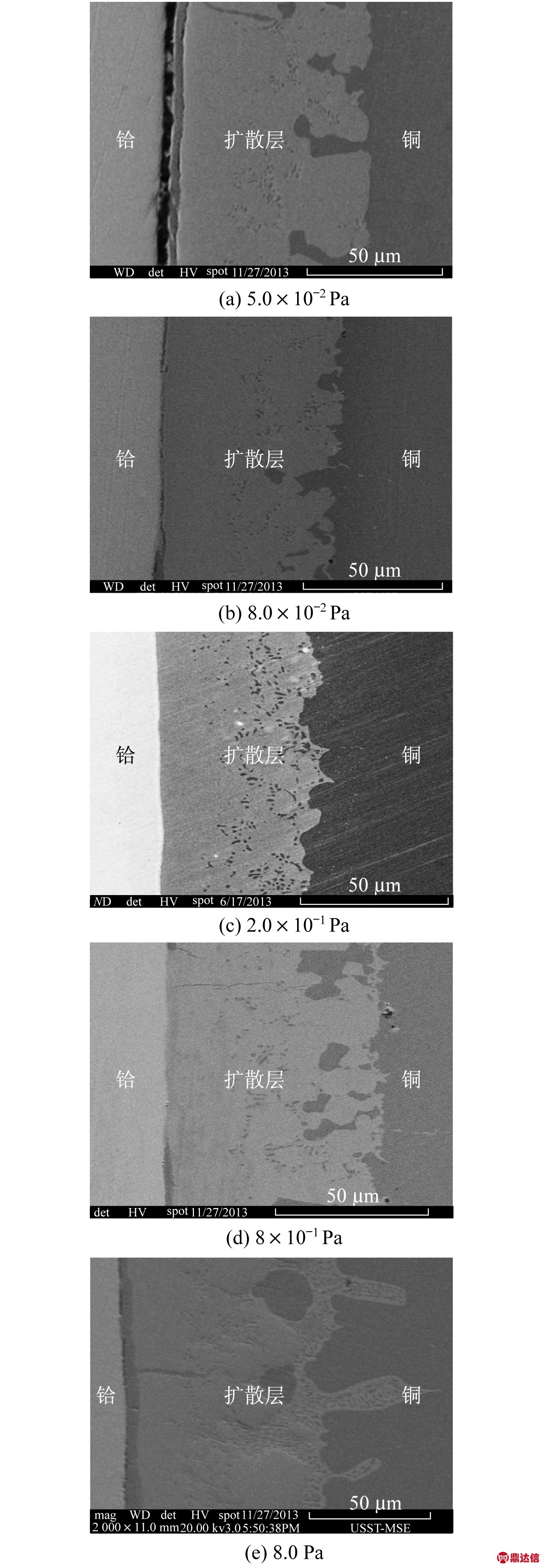
图2 不同真空度下的钎焊接头微观组织
Fig.2 Microstructure of joints under different vacuum degrees
2.3 钎焊真空度对接头性能的影响
表1为钎焊温度840 ℃、保温时间15 min的条件下,不同钎焊真空度下的钎焊接头剪切强度及断口位置.图3为钎焊接头剪切强度随钎焊真空度变化的曲线.
从表1与图3中可以看出,钎焊真空度为5.0×10-2~8.0 Pa时,接头剪切强度先随真空度的升高而增大;当真空度升高至2.0×10-1 Pa时,剪切强度达到最大值201 MPa;真空度超过2.0×10-1 Pa时,随着真空度的升高,接头的剪切强度反而下降.在低真空度为8.0 Pa与较高真空度为5.0×10-2 Pa时,剪切强度值与最高值相差较大.这说明在5.0×10-2~8.0 Pa的真空度范围内,钎焊真空度对接头剪切强度的影响显著.
表1 不同钎焊真空度下钎焊接头剪切强度及断口位置
Tab.1 Shear strength and fracture place of joints joined under different vacuum degree
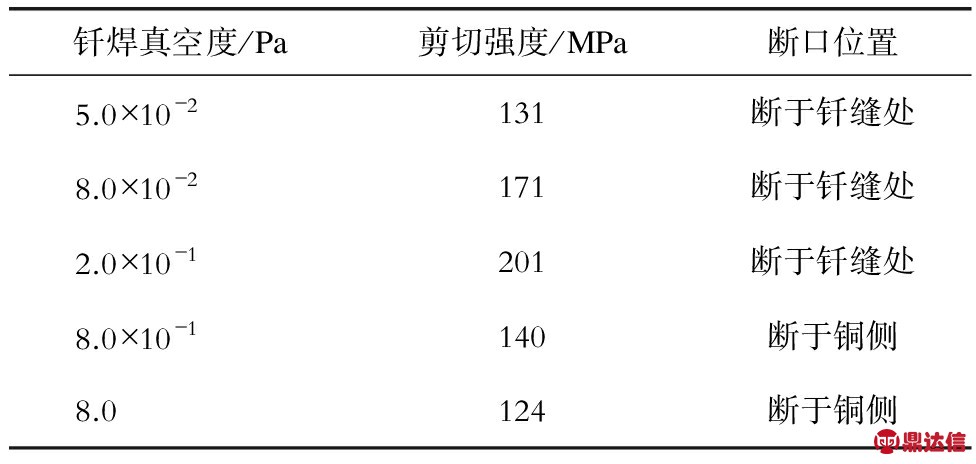
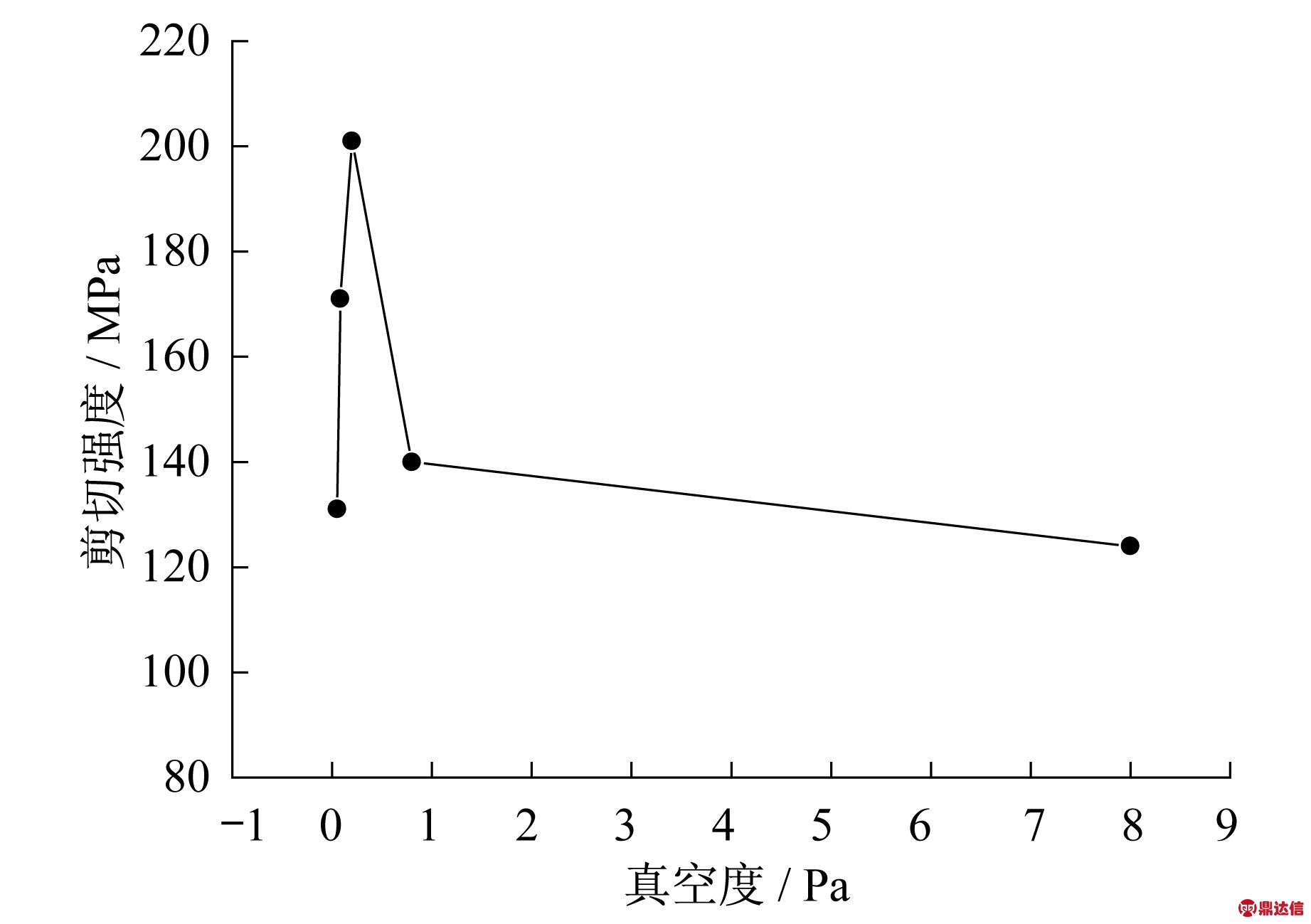
图3 钎焊接头剪切强度随真空度变化曲线
Fig.3 Shear strength of jointsunder different vacuum degrees
3 分析与讨论
钎焊接头的强度取决于接头的界面组织结构.在钎焊真空度为5.0×10-2~8.0 Pa的试验范围内,接头剪切强度先随真空度的升高而增大.这是因为真空度过低时,元素扩散情况不理想,没有形成良好的冶金结合.当真空度升高至2.0×10-1 Pa时,剪切强度达到最大值201 MPa,此时钎缝中的各相分布均匀,元素扩散情况良好,接头界面均匀致密.真空度超过2.0×10-1 Pa时,随着真空度的升高,接头的剪切强度明显下降,这是因为真空度过高,元素挥发流失加剧,影响了钎缝的结构.在真空度升至5.0×10-2 Pa时,在铪与钎缝结合处出现了明显的沟痕,此时钎料与母材铪结合很差,因此剪切强度低.
4 结 论
铜具有高的导电、导热性能,银基和铜基钎料都能对其很好地润湿,与其他材料连接能起到加强散热的作用[1-4].铪是一种高熔点难熔的稀有金属,具有良好的导热、导电性能和较低的电子逸出功,被用作等离子切割用电极中的等离子发射体[5].
(2) 钎焊真空度过低时,元素扩散情况不理想,铜与铪钎焊接头没有形成良好的冶金结合.真空度超过2.0×10-1Pa时,真空度过高,元素挥发流失加剧,影响了钎缝的结构.
(3) 在钎焊温度为840 ℃、保温时间为15 min时,最佳的钎焊真空度为2.0×10-1 Pa.


