
此橡胶垫是某型号电声器件的防振保护装置,图1所示为橡胶垫的2D图,材料选用以聚硅氧烷为主要原料的50度硅胶,由生硅胶在成型压力机上高温硫化而成,橡胶成型模设计产品数量为一模72腔。此橡胶垫的特点是批量大、外形小,考虑到成型压力机的生产效率,高温硫化后所有工件需一次性从成型压力机上取下,各工件间需有0.05mm左右的料带相互连接(若单个工件粘留在模具型腔内,由于模具温度较高,只能用气枪将其吹掉,造成浪费)。图2所示为整张橡胶垫的3D图,此产品原来的筛选加工是由人工将图2所示的整张橡胶垫采摘成图1所示的产品,由于人工采摘存在质量不稳定(毛刺不均匀),而且外形部分和两个内孔均有废料需去除,效率很低。为提高加工效率及产品质量,降低人工成本,此橡胶垫的筛选加工由原来的人工采摘改为由冲切模冲切制成。
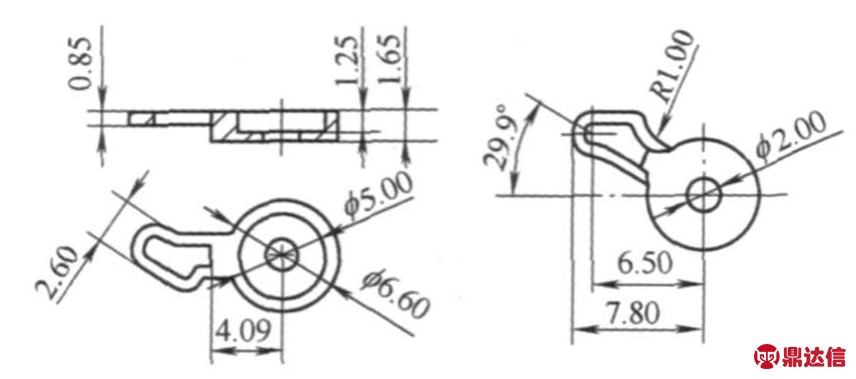
图1 橡胶垫(2D图)
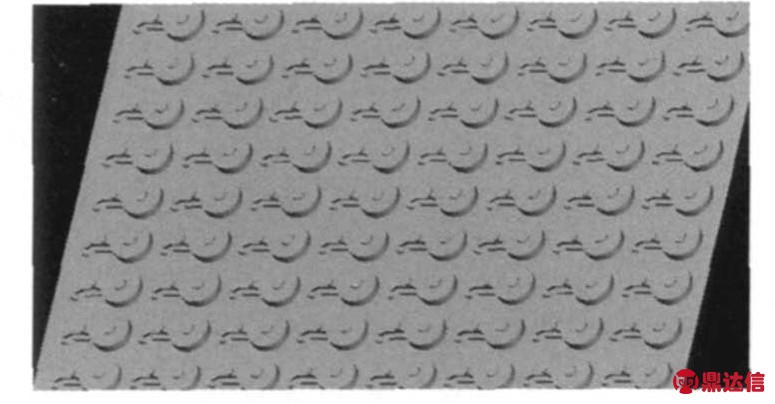
图2 整张橡胶垫(3D图)
1. 冲切模分析
此橡胶垫冲切模原理是利用模具对橡胶进行裁剪,使产品从整个橡胶料上分离,从而获得合格产品。由于橡胶垫要求冲切后无毛刺,模具的设计精度较高,冲切模的凹凸模尺寸及两者之间间隙的合理设计是保证模具正常工作、保证工件质量稳定的关键因素,理想的间隙是橡胶料冲裁断裂时,凸模和凹模刃口边所产生的裂纹在一条直线上,否则橡胶零件边缘将产生不均匀的毛刺。此橡胶模的凸模、凹模如图3、图4所示,设计尺寸由公式计算得到

式中,dp为凸模尺寸;δp为凸模制造公差;d为橡胶件基本尺寸;x为磨损系数;Δ为橡胶件公差;dd为凹模尺寸;δd为凹模制造公差;Zmin为最小初始单面间隙。
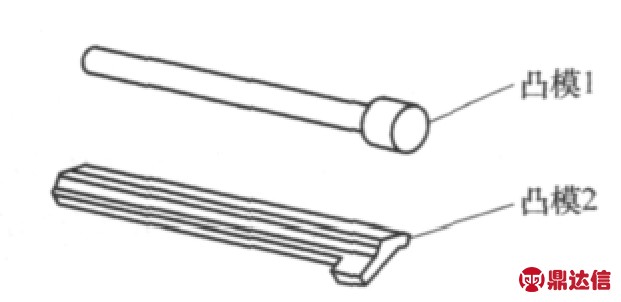
图3 凸模
图4 凹模
橡胶垫中间圆孔基本尺寸d=2.00mm,由于橡胶料硬度远比冲切模具的凹凸模软,凹凸模的磨损可忽略不计,设计选取磨损系数x=0,凸模制造公差δp=0.01mm,由式(1)得凸模1的尺寸dp=![]() ,最小初始单面间隙为Zmin=0.005mm,凹模制造公差δd=0.01mm,由式(2)得凹模尺寸
,最小初始单面间隙为Zmin=0.005mm,凹模制造公差δd=0.01mm,由式(2)得凹模尺寸![]() ,同理,根据橡胶垫异形孔的基本尺寸,可分别得到异形孔凹凸模的尺寸。
,同理,根据橡胶垫异形孔的基本尺寸,可分别得到异形孔凹凸模的尺寸。
决定模具设计是否成功的另一因素是冲切模的各孔中心距和图2所示的整张橡胶垫各零件中心距一致(两者中心距不一致造成冲切后橡胶件单边毛刺),图2所示的各零件中心距由橡胶成型模的中心距利用公式计算得到
所以
式中,Scp为橡胶平均硫化收缩率;D模为模具型腔尺寸;D制为橡胶制品尺寸。
橡胶成型模具x方向设计中心距13.6mm,橡胶平均硫化收缩率2.5%,由式(5)计算得到制品x方向中心距13.26mm,成型模具y方向设计中心距8.2mm,同理可得制品y方向中心距8.00mm,由此可得冲切模的零件中心距x=13.26mm,y=8.00mm。
2. 冲切模设计
通过以上工艺分析,设计了一套冲切模具如图5所示,装配时首先将上模组件由上模座通过模柄固定在SQY–20A型号的气动压力机上方,下模组件放置在压力机工作台上,调试必须保证上模导柱在下模导套内滑动顺畅,调试正常后固定下模组件。冲切时首先将图2所示的整张橡胶件放置在下模板型腔内,在整张橡胶件上的零件都进入模具型腔后开始冲切,过程是上模组件沿冲床导柱向下运动,先由上模导柱进入下模导套,然后卸料板压住橡胶件边缘,最后由凸模进入凹模,对橡胶件的两孔形成剪切,使两孔内废料与整个橡胶件分离完成冲切。冲切完成后,当上模组件上移时,卸料板在弹簧力的作用下仍将整张橡胶件压紧,两凸模首先从橡胶件中抽出,然后上模组件上移完成整个工作循环。完成橡胶垫两孔冲切后,再由另一副冲切模具对橡胶垫外形进行冲切,由橡胶垫外形的基本尺寸和式(1)、式(2),可分别设计凹凸模尺寸,模具中心距仍为x=13.26mm,y=8.00mm,模具结构和第一副冲切模相同,冲切时首先将冲完两孔的整张橡胶件放置在下模型腔内,其操作过程和第一副冲切模具相同。
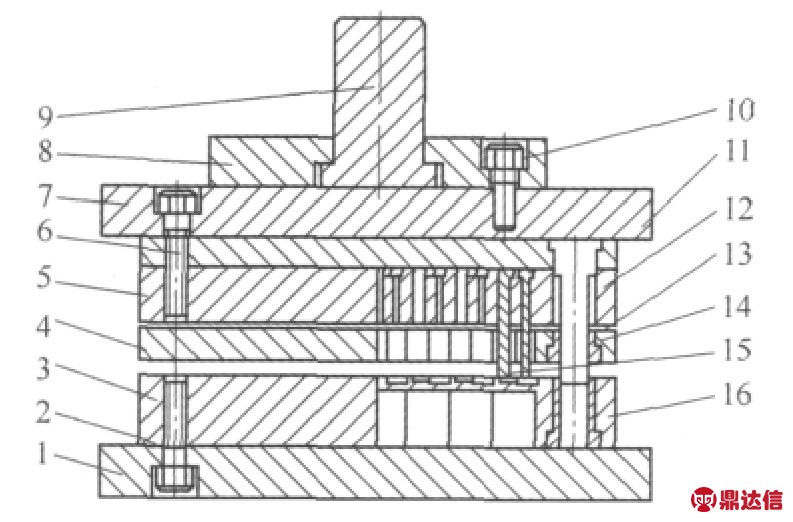
图5 模具结构
1.下模衬板 2、6、10.螺钉 3.下模板 4.上卸料板5.上模板 7.上固定板 8.上模座 9.模柄 11.上模垫板12.上模导柱 13.上模导套 14、15. 凸模 16.下模导套
3. 工艺改进
由于SQY–20A型号的压力机行程较短,橡胶垫非常细小,橡胶件在下模板上的放置情况观察不清楚,成品率达不到要求,虽然废品不多,但挑选困难,现增加滑动限位装置,如图6所示,首先将装配好的下模衬板推入到滑动限位装置限位槽内,位置调试正确后固定在机床工作台上,工作时将下模衬板从滑动限位装置限位槽抽出,将整张橡胶件全部放入下模型腔后,将下模衬板推入下模滑动限位装
置限位槽,下模衬板沿限位槽往y正方向移动,下模衬板碰到限位块后停止,弹簧球顶装置中的定位球在弹簧力的作用下被顶出,和下模板上的凹球面贴紧,实现下模组件精确定位。此橡胶冲切模经改进后使用,成品率提高,避免了废品挑选。
图6 滑动限位装置
1.限位槽 2.弹簧球顶 3.限位块
4. 结语
此两副橡胶冲切模结构合理,操作方便,冲切后产品轮廓清晰,质量稳定,生产效率大幅提高。


