
摘要:为提升自动化冲压线节拍,节省模具现场调试时间,提前识别生产过程中的干涉现象,本文应用三维仿真软件,利用干涉曲线在虚拟环境中对模具搬运过程进行仿真、确认,完成冲压工艺分析,优化冲压工艺方案和模具结构。重点介绍干涉曲线的分析方法和自动化冲压线仿真的关键步骤。
关键词:自动化冲压线 仿真 工艺分析
越来越多的汽车整车厂采用高速自动化冲压生产线,以满足快速制造的需求。如何提升冲压线生产节拍,是摆在技术人员面前的重大问题。自动化生产线需要解决冲压件搬运过程中端拾器、冲压件、上模、下模之间干涉问题。我公司在产品设计、模具设计阶段对这些干涉进行检查提前识别,优化模具结构,减少自动化线的调试时间,提升冲压线生产节拍。
1 自动化过程
在高速自动化冲压生产线上,冲压件在压力机之间的搬运是靠固定在搬运装置末端(横杆)的端拾器实现。垛料由叉车装载到拆垛小车上,对板料定位或托盘定位,拆垛机构通过拆垛装置从垛料上抓/吸取料片并把它输送到传送带。通过传送带将板料经过清洗、涂油送到对中台。经对中定位后,由上料装置取料将板料送入第1台压力机模具中。冲压后工件通过固定在横杆末端的端拾器从第1台压力机中取出并定位,放置于下一台压力机的模具中,这一过程重复到最后一道工序。下料装置在最后一台压机完成冲压后取走工件放到传送带上,由人工检查和装箱,见图1。
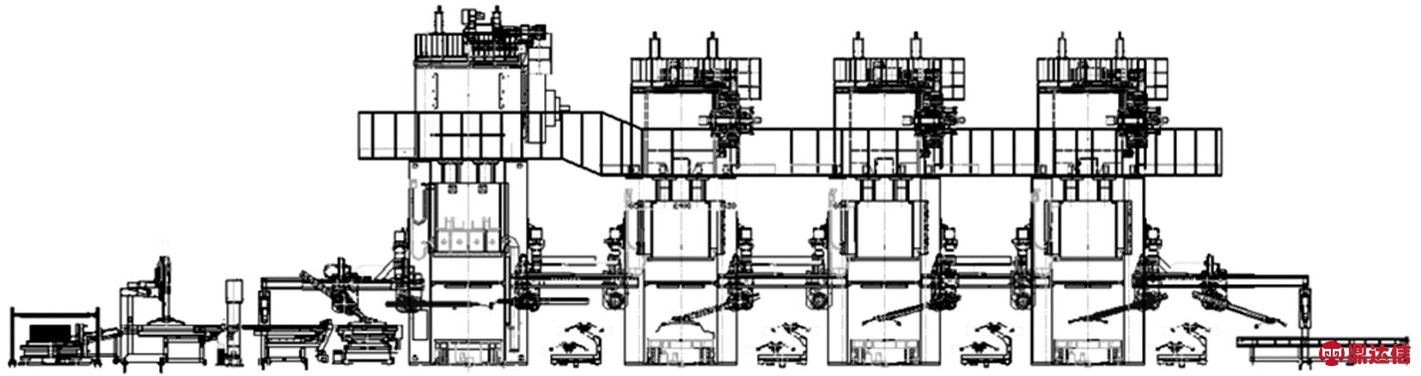
图1 零件搬运过程示意图
高速自动化冲压线搬运工件过程中,横杆和端拾器必须按照设定的轨迹运动,见图2。端拾器在进入、取件、放件、退出的整个过程中,横杆与上模、端拾器与下模、工件与下模容易发生干涉)。通常在模具初步设计完成后进行搬运过程确认,检查工件在运动过程中是否与模具发生干涉(图3)。
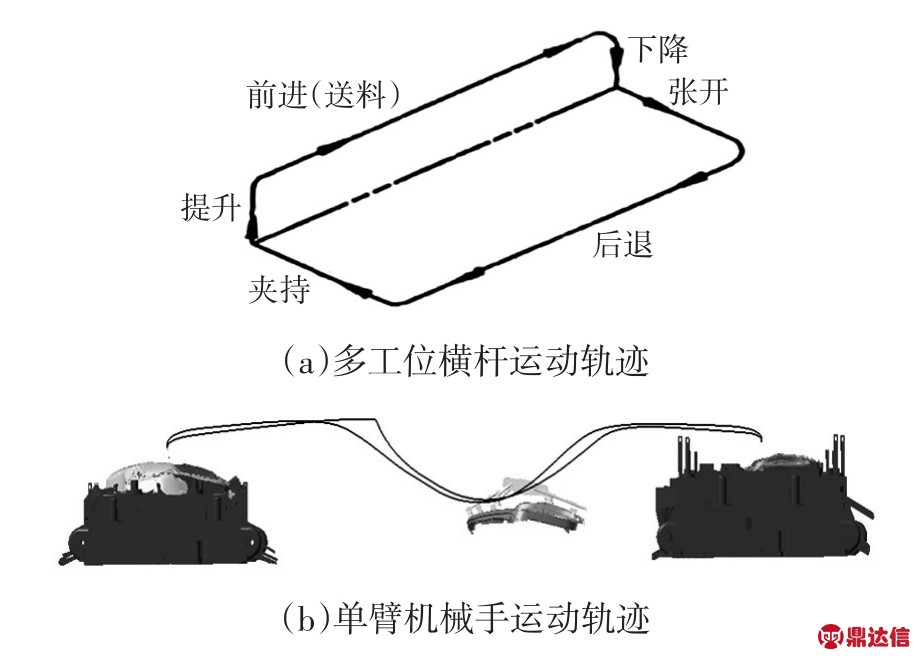
图2 横杆运动轨迹
2 自动化过程干涉曲线分析
目前国内的工厂只在模具厂模具设计完成后,应用干涉曲线进行冲压件干涉情况检查,其监测流程:
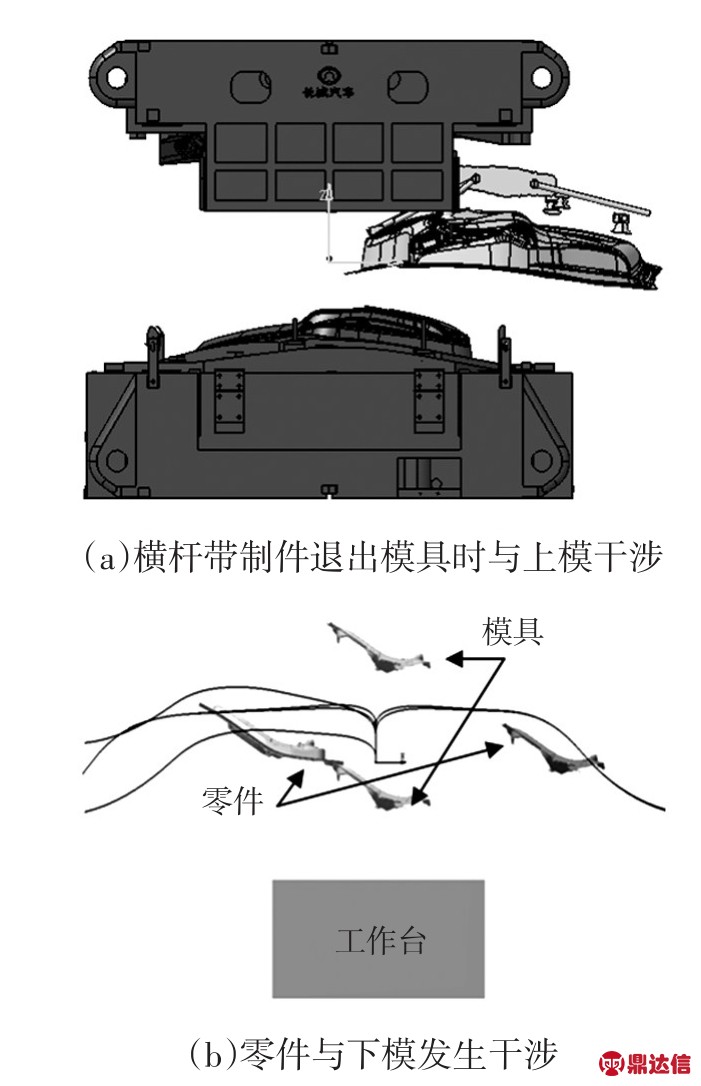
图3 零件搬运过程与模具干涉
a.打开模具,把运动曲线放至模具的最低点,检查制件与模具的下模是否存在干涉,并测量干涉量;
b.闭合模具,把干涉曲线(假定制件在搬运过程中上模处于静止,机械臂相对上模的运动轨迹)导入至模具中,检查模具上模是否与干涉曲线存在干涉(图4),并测量干涉量。
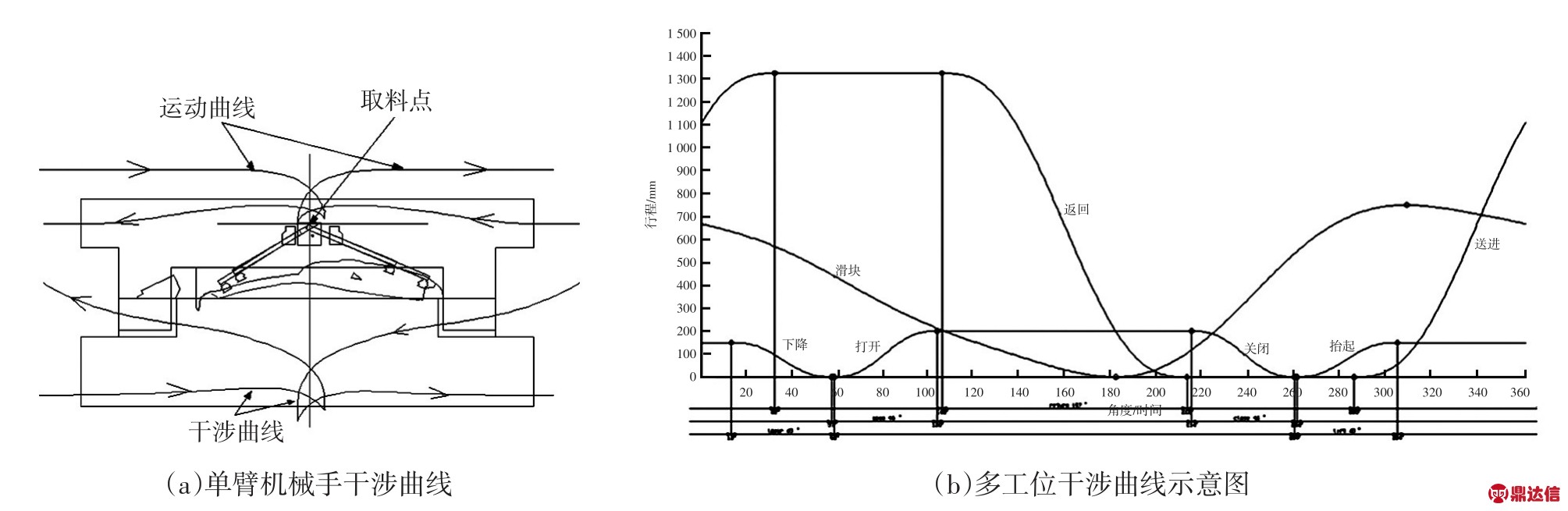
图4 压力机滑块和自动化运行曲线
静态检查存在缺点:
a.检测前需要将运动曲线插入到数模中,仅对数模的某一个点进行检查,不能全部检查;
b.在静止的数模中检查运动的干涉情况需要有较高的空间想象能力和丰富的经验;
c.静态检查以线(干涉曲线)代替实体,检测结果不准确,有部分干涉无法检查,见图5。
为改进静态检查的种种不足,采用在CATIA环境中对模具数模和干涉曲线进行处理方式,以模具运行的周期为仿真周期模拟传输臂和制件进出模具整个过程,跟踪制件与周边环境的干涉情况,解决了静态检查方式造成的干涉检查不彻底问题,保证了产品生产节拍。制件仿真流程见图6。
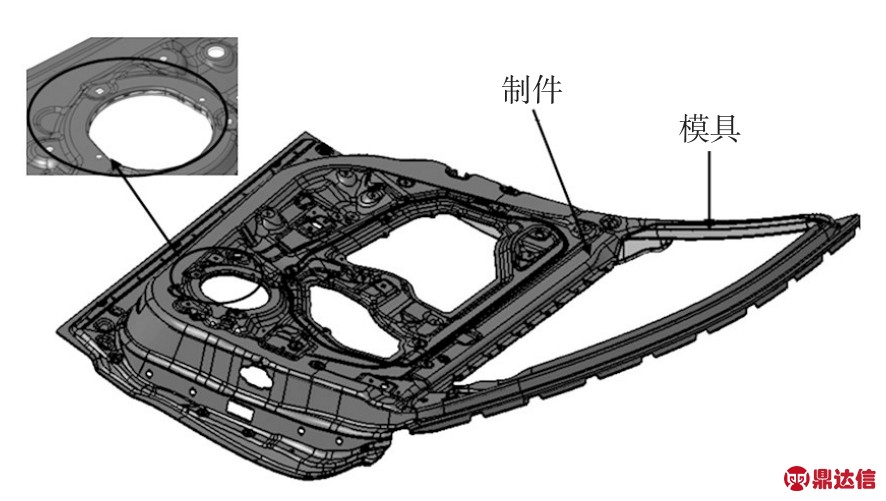
图5 扬声器取件干涉
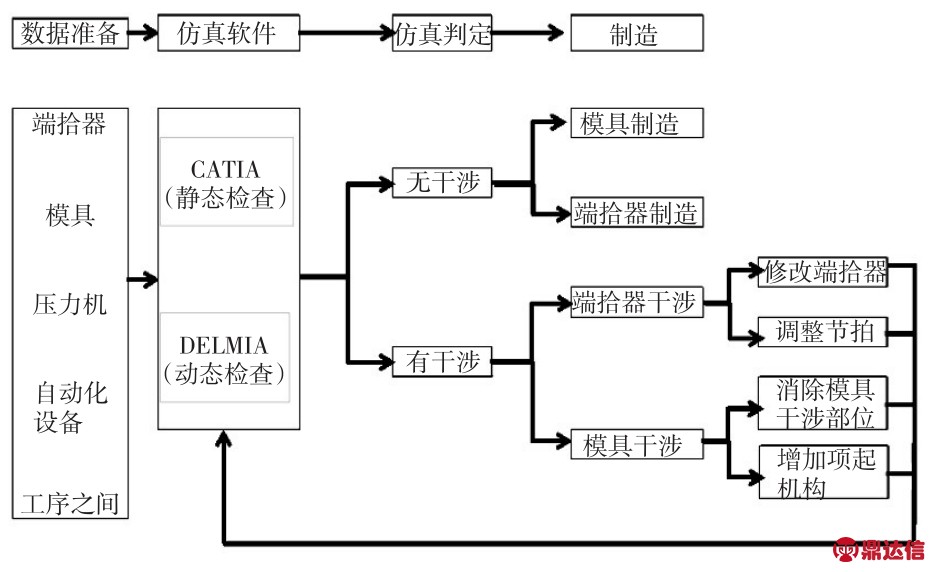
图6 制件仿真流程
a.以制件取料点为原点,导入相应节拍的运动曲线,把线体设备数据和自动化设备数据导入至仿真软件中,其中包括压力机工作台、压力机滑块、自动化设备中的传输臂和端拾器,并按照布局图对数模位置进行布局。
b.把各工序模具数模和制件数模导入至仿真软件中。
c.布置板料和模具的相对位置,如果板料和下模制件有顶起装置,则将制件放在顶起装置上。
d.创建运动机构,包括模具和滑块的上下运动、端拾器的空间运动以及端拾器和制件的运动。
e.打开检查干涉命令,在仿真软件中进行仿真。仿真结束后点击回放,显示制件的整个搬运过程。对制件搬运的整个过程进行检查,检查是否可能发生干涉。
f.对发生干涉的部位进行确认和测量干涉量,设计解决方案。主要有3种方案:端拾器与上模发生干涉,需降低取件高度或对上模干涉部位进行修改;端拾器与下模干涉,可通过调整端拾器吸盘数量和位置避免之;板料和下模干涉,需要在模具上增加顶起装置或对下模干涉部位进行修改,可以对产品拔模角度进行修改。
g.如果无干涉发生,则投入模具和端拾器的生产制造。
3 应用实例
以某车型门板为例,对制件生产过程中第工序进行分析。该制件采用单臂连续高速自动化冲压线生产。要求的生产节拍为12件/min。
将数据导入、建立仿真模型。
将自动化设备数模和压力机滑块、压力机工作台数模导入至软件中,并将压力机滑块和干涉曲线进行固联,用于驱动压力机滑块上下运动;创建自动化设备端拾器沿运动曲线运动,以模拟端拾器运动轨迹;将模具导入到软件中,分别将上模和压力机滑块进行固联,下模和工作台固联;导入制件,将制件和端拾器固联,使制件沿端拾器运动的轨迹运动。
在设置好运动机构之后,通过运动副对仿真过程进行模拟。通过目视和测量两种方法分别检测制件与模具下模及端拾器与模具上模在运动过程中的安全距离。
通过检查发现,制件在搬运过程中与下模安全距离小于设备要求的安全距离(下模安全距离为30 mm,上模和端拾器安全距离D=5×spm(节拍数),存在制件搬运风险,通过增大端拾器提升高度,保证了下模和制件的安全距离,见图7b。
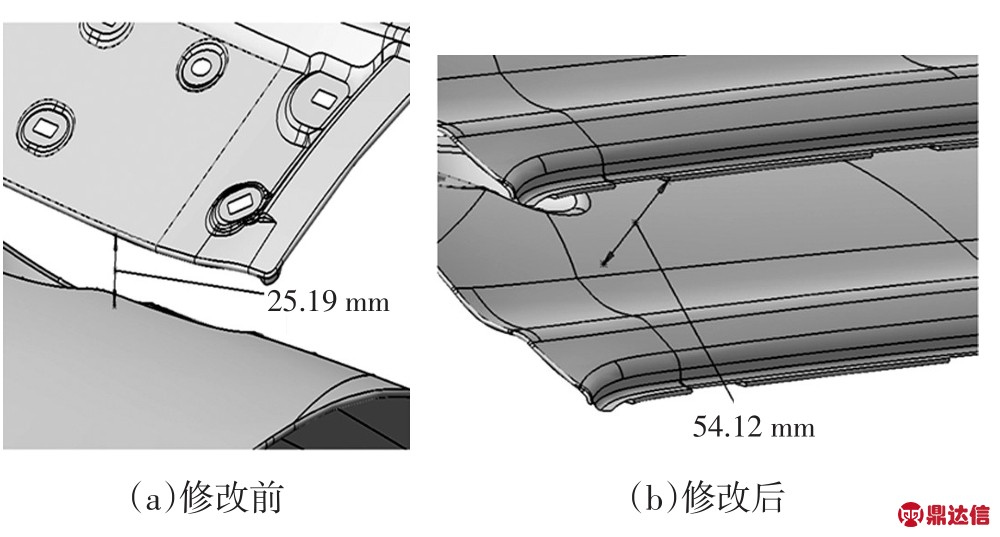
图7 仿真分析过程示意图
溶剂、消泡剂、防霉杀菌剂及水等复配而成,其中一种防锈组分由二元脂肪酸与烷基醇胺反应合成酯类单体组成。产品为均匀透明、无分层、无沉淀液体。产品无毒、无害,为绿色环保产品。
b.研制产品具有很好的皂化、乳化、分散等作用,对油污有很强的净洗力。
c.通过铸铁挂片及铸铁屑防锈试验表明,研制产品的防锈性很好,与含亚硝酸盐产品完全相当。
d.通过腐蚀试验表明,研制产品对黑色金属及有色金属(铝、铜等)都没有腐蚀性。
e.研制产品具有很好的消泡性,适合于喷淋清洗机使用。


