
摘 要: 本文设计了一种嵌入式多工位压力机送料机构控制系统。基于总线式和模块化设计方法,分别建立了基于ARM的主控制器、手控盒以及基于FPGA的运动控制器等子单元。该系统具有易于维护、扩展性好、抗干扰能力强、结构紧凑等优点。
关键词: 多工位压力机;嵌入式系统;uc/os II
0 引言
多工位压力机[1-3]作为一种新兴的成型专用自动化设备,将工件从一个模具上成型后传送到下一个模具成型,实现了工件在一台压力机的多个工位上成型的目标。多工位压力机的送料方式目前主要分为机械式、电子和混合式三种[4]。机械式送料方式,主要通过与压力机传动系统的直连,实现冲压件在多个工位上的传送。送料机构与压力机的协调同步,主要靠机械连接来完成,先由压力机的随动器驱动安装在送料机构上的机械凸轮, 而凸轮旋转则进一步带动机械式送料机构动作。电子多工位送料方式采用伺服驱动装置取代凸轮等机械传动装置, 由伺服电机控制送料系统完成各种动作,送料机构与压力机的动作协调是由送料结构的控制系统与压力机之间的电气接口实现的。而混合式送料则融合了前两种送料方式的特点,部分送料动作由机械系统完成,其他动作由电子系统完成。
目前多工位压力机送料机构的发展方向是高速度、高精度、柔性化。机械式送料作为传统的送料方式,存在着如下缺点:机构磨损容易影响送料精度和速度;机械传送设计参数一旦确定,无法更改,柔性差。而电子送料机构与机械送料相比较,无需使用压力机的动力输出装置,由于与压力机没有直接连接,其送料精度也不会受到压力机运动偏差的影响。而通过针对各种运动轨迹的计算机编程,可以对送料速度、距离等运行参数进行灵活调整。另外,电子送料的故障率也要小于机械式送料。由此可见,电子式和混合式送料将成为未来多工位压力机送料机构的主流。
对于电子式或组合式送料机构,需要配备相应的控制系统,用于实现送料机构的作业规划、轨迹控制、与压力机的协调等功能。本文基于嵌入式系统技术和模块化方法,设计了一种多工位压力机送料机构控制系统。
1 送料机构控制系统方案设计
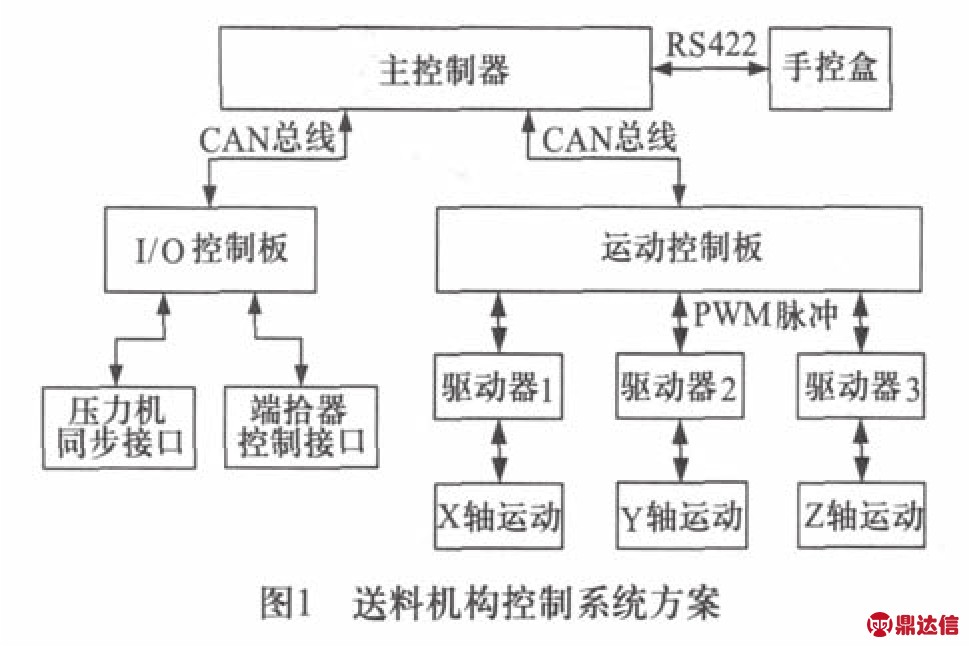
多工位压力机送料机构控制系统如图1所示。该控制系统采用了基于总线的模块化结构,结合ARM处理器、FPGA芯片以及相应的操作系统软件实现送料机构的精确作业控制。
送料机构控制系统主要由主控制器、运动控制板、I/O板和手控盒四部分组成。其中主控板采用ARM芯片,结合uc/os II操作系统实现送料机构的总体作业规划及协调;运动控制板采用FPGA芯片,结合Nios II软核心实现送料机构的多轴插补、速度与位置控制等功能,通过向驱动器发送PWM脉冲,对送料结构的X、Y、Z轴伺服电机进行运动控制;手控盒作为操作者与控制系统的人机交互设备,具有操作示教、参数输入、状态显示等功能,通过串口RS-422通信的方式与主控制器进行通讯; I/O板主要用于处理与压力机联动所需的同步、互锁等信号,另外通过电磁阀等执行元件对送料机构的端拾器进行控制。
2 控制系统硬件设计
1) 主控制器。ARM是一种高性能、低功耗、低成本的32 位新型微控制器, 其运算处理能力和资源管理能力与传统的8位和16位单片机相比有了很大的提高,它为复杂的工业控制系统提供了全新的嵌入式解决方案。因此,主控制器选用NXP公司的LPC2292[5]芯片作为微控制器,通过片内的PLL可以实现高达60MHz 的CPU处理频率。其片内资源非常丰富:16k的静态RAM和512k的节片FLASH;2个32位定时器和1个PWM单元;RTC实时时钟;看门狗定时器;多个串行接口,包括2个工业标准UART、高速I2C接口(400 kHz)和2个SPI 接口;4路10位A/D转换器,转换时间低至2.24us。特别是LPC2292配备2个互连的CAN接口,并带有先进的验收滤波器,因此具有较强的总线抗干扰和纠错能力。
2) 运动控制板。选择以Altera公司Cyclone系列的FPGA芯片EP2C15AF256C8为核心设计运动控制板。该芯片以Nios II 软核心处理器作为处理单元,为运动控制板建立SOPC系统(可编程片上系统)。运动控制板硬件的设计主要在Altera SOPC Builder开发平台下完成,它为SOPC设计提供了标准化的图形环境。这里基于SOPC Builder,自定义了PWM输出、脉冲计数、通用输入输出等组件接口,再由SOPC Builder将这些组件组合起来, 生成针对上述组件实例化的系统模块, 同时自动生成必要的总线逻辑, 用以建立组件间的联系。
3) I/O控制板。选用NXP公司的LPC2194芯片作为微控制器,内置CAN总线接口。通过其多达46个的GPIO(通用输入输出)端口,结合TLP113和PC817等光耦芯片搭建具有光电隔离功能的IO接口电路。
4) 手控盒。选择三星公司的S3C2410芯片作为处理器,它是基于ARM920T内核的32位RISC处理器,集成了丰富的硬件资源,如NAND Flash、SDRAM控制器、1个触摸屏接口、2个SPI接口等。 由于S3C2410内部自带一个LCD驱动控制器,手控盒中选用Sharp公司的5.7寸TFT彩色液晶屏LQ057V3DG02,其TTL接口及配套的逆变器可与S3C2410直接相连,用于送料机构运行的状态显示。
3 控制系统软件设计
送料机构的主控制器设计采用实时操作系统uc/os II,它是一个源代码公开、可裁减、移植性好、占先式实时多任务操作系统,目前已广泛移植在DSP、ARM、51单片机等处理器上。主控软件的执行过程如图2所示。
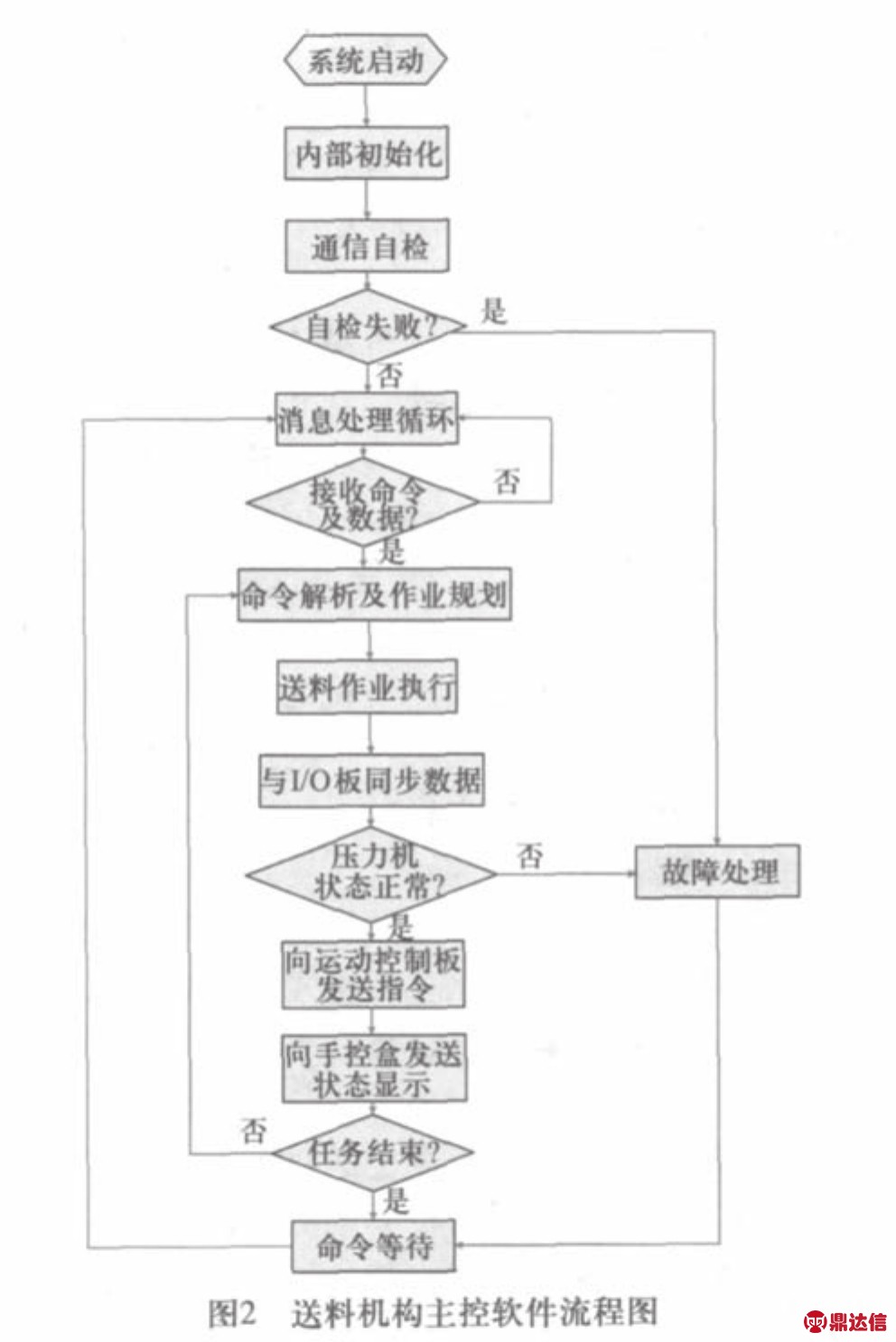
依据功能划分,主控软件分为消息处理、送料作业执行、运行状态监测、人机界面显示等模块。其中,消息处理模块包含命令的解析及检验、串口422及CAN总线通信;送料作业执行模块用于实现送料机构的运动控制及与压力机的协调;运行状态监测模块对送料机构自身运行状态以及压力机的同步和互锁信号进行实时监测,当出现故障时采用紧急停止或发送故障信息等措施进行处理;人机界面显示模块主要是通过与手控盒的数据交换,实现人机界面显示的不断更新。
软件设计上,基于uc/os-II操作系统,将消息处理等4个主要功能设计为并行处理的4个任务,并通过信号量、队列实现任务的信息传递及同步,提高了控制的可靠性及实时性。
4 结论
嵌入式技术为控制系统设计提供了先进的解决方案,基于嵌入式系统,本文设计了一种模块化的多工位压力机控制系统。通过采用总线式和模块化的设计方法, 将控制系统中的主控制器、运动控制器、手控盒、I/O板等子单元有机结合起来,最大限度地发挥了各自的特点,同时使该系统具有操作简便、易于维护、扩展性好、抗干扰能力强、结构紧凑等优点。


