
摘 要:天野化工甲醇装置转化炉炉膛负压控制因波动较大,并带有联锁一直干扰正常生产,经负压表自主改造后,在微负压精确控制方面取得了突破,改造后实现了平稳控制。
关键词:甲醇装置;转化炉;炉膛负压;仪表改造
天野化工股份有限公司甲醇装置是一套我国自主设计年产20万t甲醇装置。由中国五环科技有限公司设计,中化二建承建。除压缩机以外均为国产技术。设计日产甲醇667t,日消耗天然气608500m3。
甲醇装置的主要工艺单元包括:配气站、天然气转化、甲醇合成、甲醇精馏、EMA溶液回收、二氧化碳回收、氢气回收、火炬系统等工序。其中天然气转化单元采用一段蒸汽转化炉,转化炉为顶箱方烧炉。对流段为水平装置,水碳比为3∶2,转化炉出口温度为850℃,压力为2.29M Pa。出口甲烷含量为4%左右。甲醇合成采用林达等温型合成塔。操作压力为8.0 M Pa;甲醇精馏采用三塔精馏工艺。利用加压塔塔顶气冷凝潜热作为常压塔塔底再沸器热源,减少蒸汽消耗和冷却水消耗,利用转化气的低位热做预热塔和加压塔底再沸气的热源。总消耗降低。甲醇精馏塔采用规整填料。M EA回收二氧化碳采用南京化工研究所的低分压二氧化碳回收技术。吸收转化炉烟道中的二氧化碳气体。为甲醇装置和尿素装置提供二氧化碳气体。氢气回收采用普里森模膜分离技术,将甲醇池放气进行氢气回收。甲醇火炬采用正压火炬,甲醇装置与合成氨装置共用一套放空装置。甲醇装置于2005年11月建成顺利投产。
在正常情况下,炉顶温度要比沸腾温度高50~100℃左右。关于炉顶负压,以维护炉内微负压为好,如正压操作则劳动条件恶劣,负压过大时,则吸入冷空气量过多,使SO2浓度降低,为了保持炉顶微负压,必须定期清理炉系统。为了使转化炉内能完成上述反应,要使转化炉保持负压,充分燃烧,否则在高温下火向外喷,炉壁无法承受,安全无法保证。为此不仅有引风机设备,还有p t-01211、p t-01212用来指示炉膛压力,还有p t-01213A/B/C三台仪表带有三选二高高联锁(联锁值30pa),一旦有两块仪表监测到仪表高压,立即启动跳车程序,用来保证设备和人员安全。
1 问题现象
自试车以来负压表一直波动且有误报警现象,此表属关键控制点,不能取消误指示否则容易造成跳车事故。
2 问题判断
现场检查一次表五块仪表均正常,且控制回路正常,信号正常,排除了仪表和线路问题,决定从导压管找原因。因转化炉烟气中含有水分,而且与外界存在较大的温差,容易在金属管壁内形成冷凝液,而较细的导压管在积液下就形成堵塞,从而导致负压表指示不准。而且导压管设计安装基本处于水平位置,积液无法排除。
3 风险评估
3.1 p t-01213A/B/C带有三选二高高联锁,如同时有两块仪表出现误动作,将造成转化炉停车;
3.2 改造需在停车状态下进行。
4 整改思路
4.1 将炉膛负压引压管改为斜插式;
4.2 取消仪表根部阀,保证导压管畅通;
4.3 先对p t-01211和p t-01212两块不带联锁的仪表进行改造,如运行良好,再对其它三块进行改造。
5 改造过程
经过缜密研究,自制了斜插式导压管,将p t-01212和p t-01211改造后指示准确、灵敏,没有较大的波动和误报警现象,又对p t-01213A/B/C进行了改造,均运行良好。改造基本获得了成功,消除了跳车隐患。
6 改造前后负压表插入方式对比
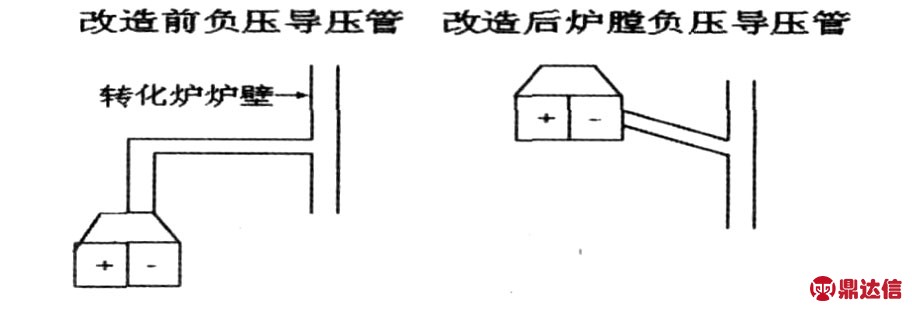
通过以上改造说明:炉膛负压量值微小,一般在30Pa左右,需要从取压和管道介质多方面考虑原因,达到精确控制的目的。


