
快插接头在煤矿的液压设备中使用已经有几十年的历史,最早是进口英制系列,后来改制成国产化系列。快插接头以其安装快速、方便深受使用者的欢迎,应用非常广泛,而且使用量也比较大。尤其在矿井下面经常不断更换工作场面,有些设备需经常拆卸,工作环境又比较艰苦,生产作业受到一定的局限性,在这种不利的工作条件下快插管接头易于拆卸、便于安装的特点得到充分的发挥。
下面就介绍快插接头其中的一个品种,通径为25mm橡胶液压管的安装使用情况(见图1),联接母接头在液压管路中起联接作用,有时也可以起到支路变径的作用。有时一端做成螺纹直接与设备联接,另一端插液压橡胶管接头。为了满足使用者的需求,联接母接头的加工工艺也在不断地改进。
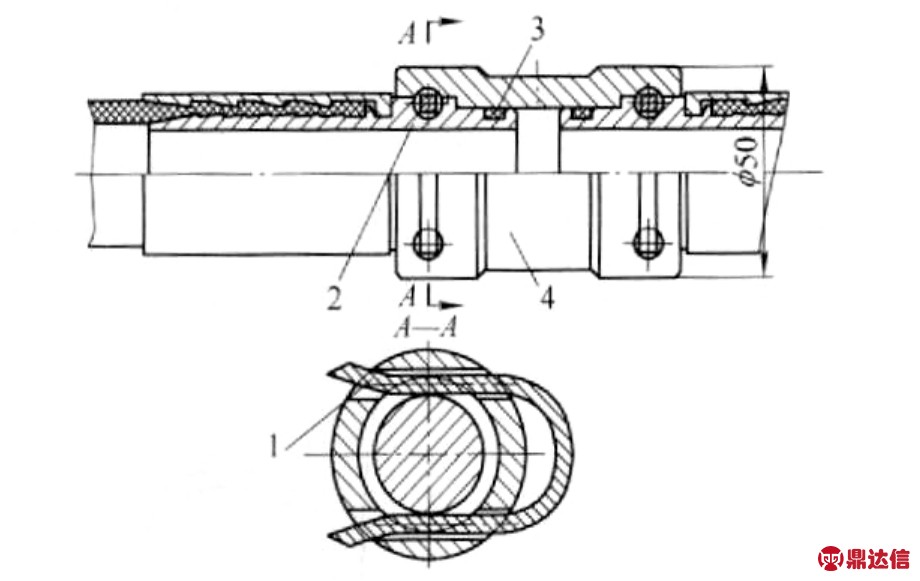
图1
1.U形销 2.橡胶管公接头 3.O形圈 4.联接母接头
1.联接母接头第一种加工工艺
工件如图 2所示,下圆料φ55mm×72mm(1.343kg),定长度,车φ50mm(尺寸应一致),利用钻模钻 4个φ6.8mmU形销孔,车内孔φ30H7、φ35H10,车外圆φ46mm。
此方案钻U形销孔必须有钻模,适合大批量生产。另外,此方案不足之处是在车削过程呈断续切削,对机床及刀具和操作者都有一定影响。
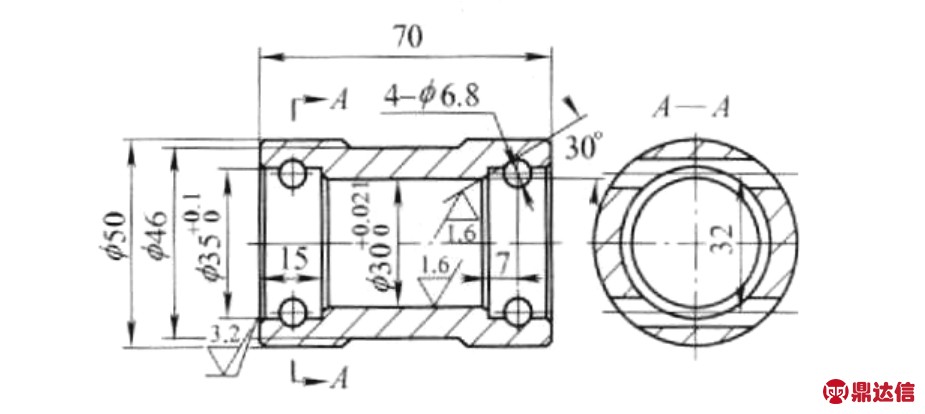
图2
2.联接母接头第二种加工工艺
下料,锻造76mm×52mm×48mm(1.489kg),铣四方70mm×46mm×42mm,钳工划线钻4个φ6.8mmU形销孔,车内孔φ30H7、φ35H10。工件如图3所示。
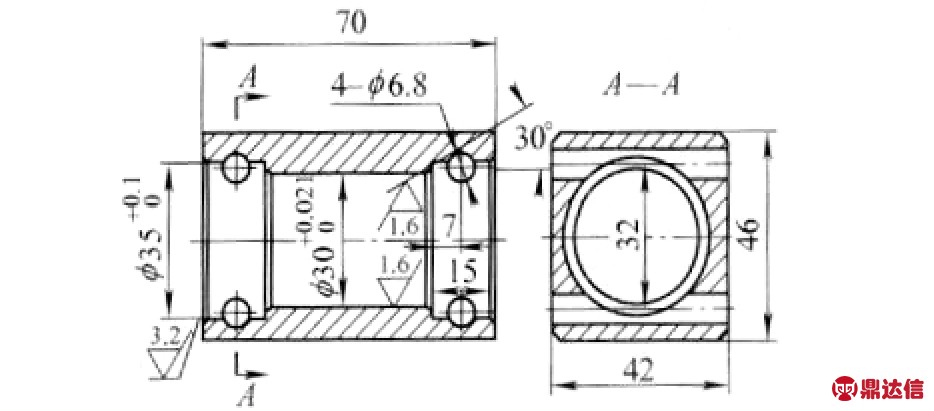
图3
此方案无需钻模,但是加工工序长,比第一种方案要废料,车削时也是呈断续切削,适合零星生产。
3.联接母接头第三种加工工艺
下料φ55mm×72mm(1.343kg),车外圆φ53mm、φ46mm,内孔φ30H7、φ35H10, 挖槽4.8mm×φ45.7mm,钳工分度头装夹零件划窝4个φ6.4mm×90°。工件如图4所示。
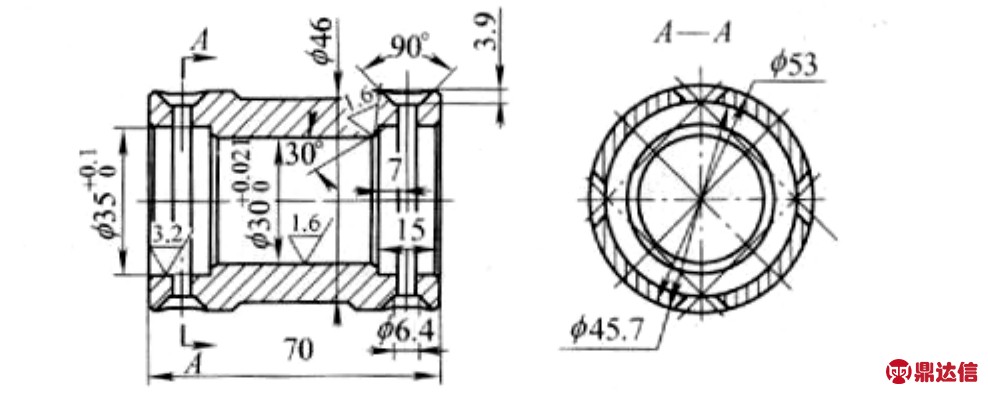
图4
此方案生产周期短,无断续切削现象,适合零星或大批量生产。
4.联接母接头第三种加工工艺的演变过程
(1)根据U形销实际插拔方式,在φ53mm外圆上作正交插拔U形销的图形(见图5),利用U形销重合交点作出直径45.7mm,此直径就是挖槽直径。
(2)将图5多余的线段去掉,留出90°划窝孔就得出图6。
5.结语
(1)第三种加工工艺加工出的零件最大特点是四个划窝孔,任意两个孔都可以进行插拔。给使用者节约安装时间,降低了一定的劳动强度。
(2)在车削过程中没有前两种加工工艺给操作者带来断续加工的噪声,降低了机床与刀具的损耗,同时也保障了操作者的身心健康,符合绿色制造的理念。


