
摘要:真空断路器是当前中低压电网中常用的开关元件,其可靠性直接影响着电网的安全运行。统计表明,影响真空断路器可靠性的主要因素是操作机构前期运行的机械故障。出厂前对产品进行机械操作磨合试验是提高真空断路器可靠性的重要措施之一。为提高断路器现场运行的可靠性,有效解决早期的机械故障,以PLC工控机等控制器件为核心,并结合其它的模块元件,设计了其磨合试验控制系统。
关键词:真空断路器;机械操作;磨合;可靠性
1 引言
断路器是指能闭合、承载以及分断正常电路条件下的电流,也能在规定的异常电路条件(例如短路)下闭合、承载一定时间和分断电流的机械开关器件。断路器是电力系统中重要的开关设备,它担负着电路的正常控制和故障保护的双重任务。在断路器理论研究和产品设计方面,国内外都取得了飞速的进步和发展。10kV~35kV电网中的多油和少油断路器被真空断路器所取代。随着新材料的不断开发研制和制造工艺水平的不断提高,中压真空断路器应用越来越广泛,生产厂家对真空断路器的可靠性研究也越来越重视。断路器的可靠性试验包括老化试验、磨合寿命试验等,其中磨合寿命试验是检验断路器可靠性的重要手段。
2 可靠性原理
所谓故障,一般定义为设备、产品或零部件丧失了规定功能的状态。从系统分析的角度来看,故障一般分为两类:一类是由于机械电气产品的工作条件不正常,使得机械电气产品偏离正常功能,这类故障可通过调节参数或修复零部件进行消除并使产品恢复正常功能;另一类是功能失效,其主要表现为产品连续偏离正常功能,并且偏离程度不断加剧,机械设备的基本功能不能保证。机械电气产品在运行过程中出现的故障是多种多样的,对于同一类产品,开始发生故障的时间和发生的频率都不一样,其具体原因要结合具体的故障现象进行具体分析。
2.1 浴盆曲线
对于某一台设备,经过专家的大量观察和分析,得到了其生命周期的故障率曲线,这条曲线如图1所示,其形状类似一个浴盆,所以通常称之为浴盆曲线。图中的故障率曲线沿时间轴可以分为三个部分。
Ⅰ磨合期,也称早期故障期,表示机械电气产品的跑合阶段,这时候故障率较高。
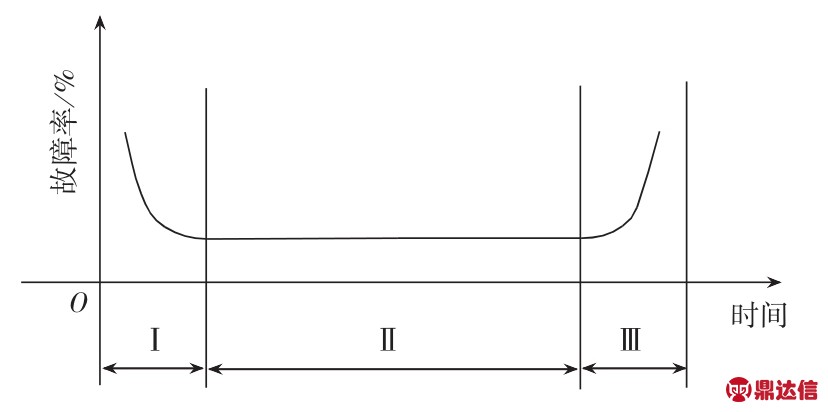
图1 浴盆曲线
Ⅱ正常使用期,也称偶然故障期,表示机械电气产品经过磨合后处于一个稳定的工作阶段,是故障率最低且处于一个比较稳定状态的阶段。
Ⅲ损耗期,也称严重故障期,表示机械电气产品由于磨损、疲劳、腐蚀等已经处于老化阶段,此时的故障率又开始升高。
现场运行的机械电气产品—般都处于Ⅱ、Ⅲ阶段,因此可以取浴盆曲线的一半,称为劣化曲线,如图2所示是产品的劣化曲线,该曲线沿纵轴也可分为3个阶段。
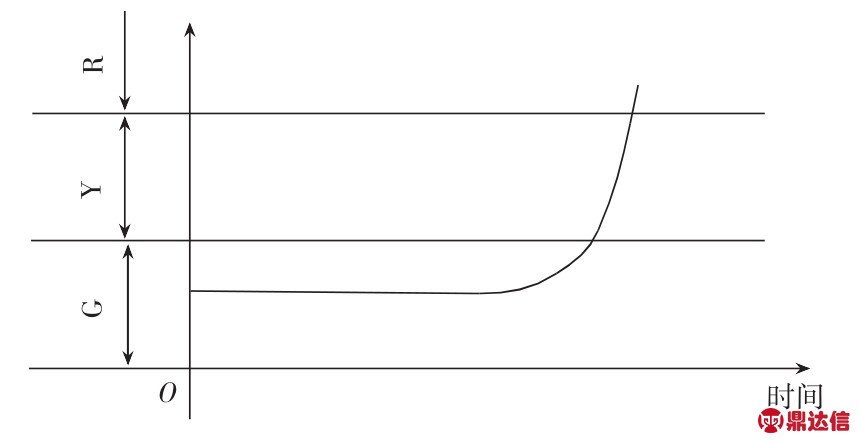
图2 产品劣化曲线
绿区(G)—包括浴盆曲线的正常使用阶段,即故障率最低的阶段,它表示产品处于良好状态。
黄区(Y)—包括浴盆曲线Ⅲ区的初始阶段,即故障率已经出现升高的趋势,它表示产品应处于密切监视状态。
红区(R)—包括浴盆曲线Ⅲ区的故障率已经开始大幅度上升的阶段,它表示产品已经处于极严重的或者危险的状态,此时应该停止使用。
以上所描述的是机械电气产品故障发生的一般规律,对于具体的产品,还应该结合其本身的特点来分析,最终的目的是掌握其故障发生的特点和规律,以便进行产品预维护,防止某些故障的发生,在故障发生后可进行快速诊断。
2.2 断路器故障及解决措施
真空断路器产品由于其核心部件操动机构等零部件是由机械传动等部分构成的,其故障产生规律和其他机械电气产品一样,也符合浴盆曲线规律。其故障产生的主要原因是在产品起初的运行阶段,也就是在浴盆曲线I区磨合期,由于产品及其零部件在加工过程中存在毛刺、紧固件未达到理想给定值、存在装配应力、润滑系统尚未进入正常状态、电器零件参数调整不到位等因素,使得断路器功能发挥不正常或不稳定。根据某断路器生产厂商对6kV-35kV真空断路器运行质量及其故障率跟踪统计分析,真空断路器故障中约有70%-90%为操动机构的机械故障,而在这些故障中约有50%以上是在真空断路器初始运行的300次分合过程中产生的。
真空断路器经过一段时间的磨合,去除断路器零部件的毛刺,使润滑系统进入正常,再做一些电器件的参数调整,可使断路器处于浴盆曲线II区即正常使用期。在投入实际运行后,开关即可工作在最佳的机械状态。
3 机械操作磨合系统的工作原理及流程
断路器机械操作磨合系统的工作原理就是建立断路器现场运行模拟环境,把断路器置于模拟的现场环境中,通过施加相应的操作电压,驱动操动机构工作,进行分合闸动作循环,达到一定的合分闸次数,在出厂时产品机构已通过磨合期,进入稳定运行的状态,完成解决断路器运行前期故障问题的过程。
第一阶段为参数设定阶段。该阶段是完成生产制造后的成品断路器,在进入实质性机械操作磨合前,必须要根据断路器产品的设计属性,录入产品的型号、规格及出厂编号作为设定磨合次数、合分闸间隔时间、选择操作电源的基础信息,并通过软件导入这些信息。信息导入后,要按规定的工艺要求,设定磨合次数,应根据国家有关标准规定的真空断路器合分闸时间要求及实际需要,输入设定断路器合分闸间隔时间,并依据现场运行要求和设计标准选择断路器操作电源。对于电源的选择,可以通过控制元件设定由控制电源供给系统自动进行选择。
第二阶段为断路器机械操作磨合动作执行阶段。这个阶段要完成的工作是磨合系统最核心的任务,就是在断路器进入设定的磨合工位后,施加相应的操作电压,通过操作机构使断路器合分闸动作,并按照规定的动作顺序循环到设定的合闸次数,以期发现并解决动作过程中出现的故障。在这个阶段,系统通过控制模块、进行动作控制、故障诊断、记录并报警,提示操作人员介入,对出现故障的断路器提交相应的处理,处理后继续进入磨合动作,直至完成设定的磨合次数。期间,系统监控并记录磨合过程状态,将磨合状态参数记录到数据库中。
第三阶段为磨合结果输出阶段。磨合完成后,要把系统记录的磨合记录形成磨合报告,作为该断路器完成该项工艺环节的结果证明,随机转入到下一个出厂检测试验环节当中。
完成上述这三个阶段的工作之后,断路器机械操作磨合系统的工作任务即告结束。
4 硬件设计
根据系统整体设计方案及各层设备应完成的的功能要求,结合断路器磨合现场的实际工作要求,系统硬件整体结构图如图3所示。系统硬件主要包括工控计算机设备、打印输出设备、核心控制模块元件、通讯模块元件、断路器工位磨合间、断路器操作电源系统、交流接触器、中间继电器及其他辅助元件等设备和元件。
图3中工控机作为上位机,对系统中的所有功能性硬件和软件进行统一调度和管理(包括通过组态工具形成的人机界面对系统进行初始化设置、设定磨合参数等),并对磨合状态、数据通讯进行监控和管理。打印输出设备为磨合状态记录及磨合报告的输出设备。结构中使用了串口通讯和两个信号电平转换器,来实现上位机与下位控制模块之间的信号电平转换。另外,系统采用两组共十块通讯模块来实现上位机与系统十个磨合工位控制器之间的通讯,采用两组共十块控制器(每组五块控制器)对两套系统电源和各磨合工位断路器的动作分别进行控制和管理。

图3 系统硬件整体结构图
系统中设计有两套电源,每套电源分别给五台试品供给操作电源,电源电压的供给与选择由控制器来完成。
建立两组十个磨合工位间,每组五个。磨合工位间是断路器机械操作动作实现的工作场所,应提供单独隔离的空间间隔,以便于操作人员进行接线、故障维护等工作。
5 软件设计
根据系统需求分析,在工艺实践中,设定断路器机械操作磨合大约500次,以保证断路器的机械操作性能基本稳定。根据GB1984-2003中的断路器机械操作试验标准中对断路器机械寿命的要求,设置合、分闸机械动作控制顺序为:(1)合-t1-分-t2;(2) 合分-t1;(3) 分-θ-合分-t1-合-t2。其中t1、t2、θ为合分闸动作的间隔时间,通常在磨合过程中设置单分单合200次、合分200次、重合闸50次。若需磨合次数更多,则按顺序循环重复工作。本文描述了使用FX1N的Y14、Y15分别控制试品的合、分闸线圈,进行断路器合分闸基础操作的原理,其余九个工位与此相同。
在所有的机械动作顺序中,PLC输出寄存器Y14控制开关的合闸线圈和寄存器Y15控制开关的分闸线圈。系统之所以使用步进程序是因为试品在试验过程中,从一个程序循环到另一个程序时,合闸和分闸线圈重复动作,也就是控制合分闸线圈的继电器重复输出,这种情况是双线圈输出,顺序控制程序无法完成此任务,但步进程序能够很好地完成。
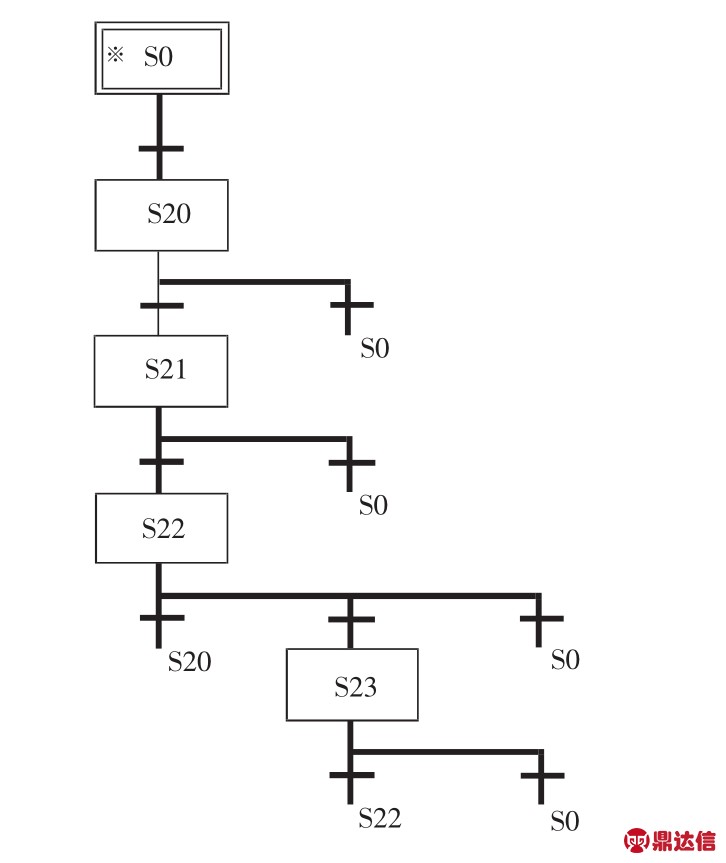
图4 磨合动作顺序SFC结构图
在图4 SFC结构图中,设定由S0、S20、S21、S22、S23组成步进程序SFC,由S20所在的单元实现“合-t1-分-t2”,由 S21 单元实现“合分- t1”,由S22和S23所在单元实现重合闸程序“分-θ-合分-t1-合-t2”。其中,θ、t1、t2等参数均通过数据寄存器进行设置。软件中电源的控制结构采用点对点控制实现,设置互锁输出控制。
图5所示为步进程序框图。程序中首先置位S0后启动磨合操作命令,执行S20所在的单分单合操作程序,若不执行返回操作命令则程序不发生跳转,则会进行单分单合操作程序。
程序中以合闸线圈的动作为记数基准,每动作一次记数器加1,当计数器记满200次后程序自动置位S21并执行合分程序。若没有接到返回命令则继续执行合分程序,再次记数直到满200次后通过计数器置位S22执行重合闸操作中的单分单合操作。
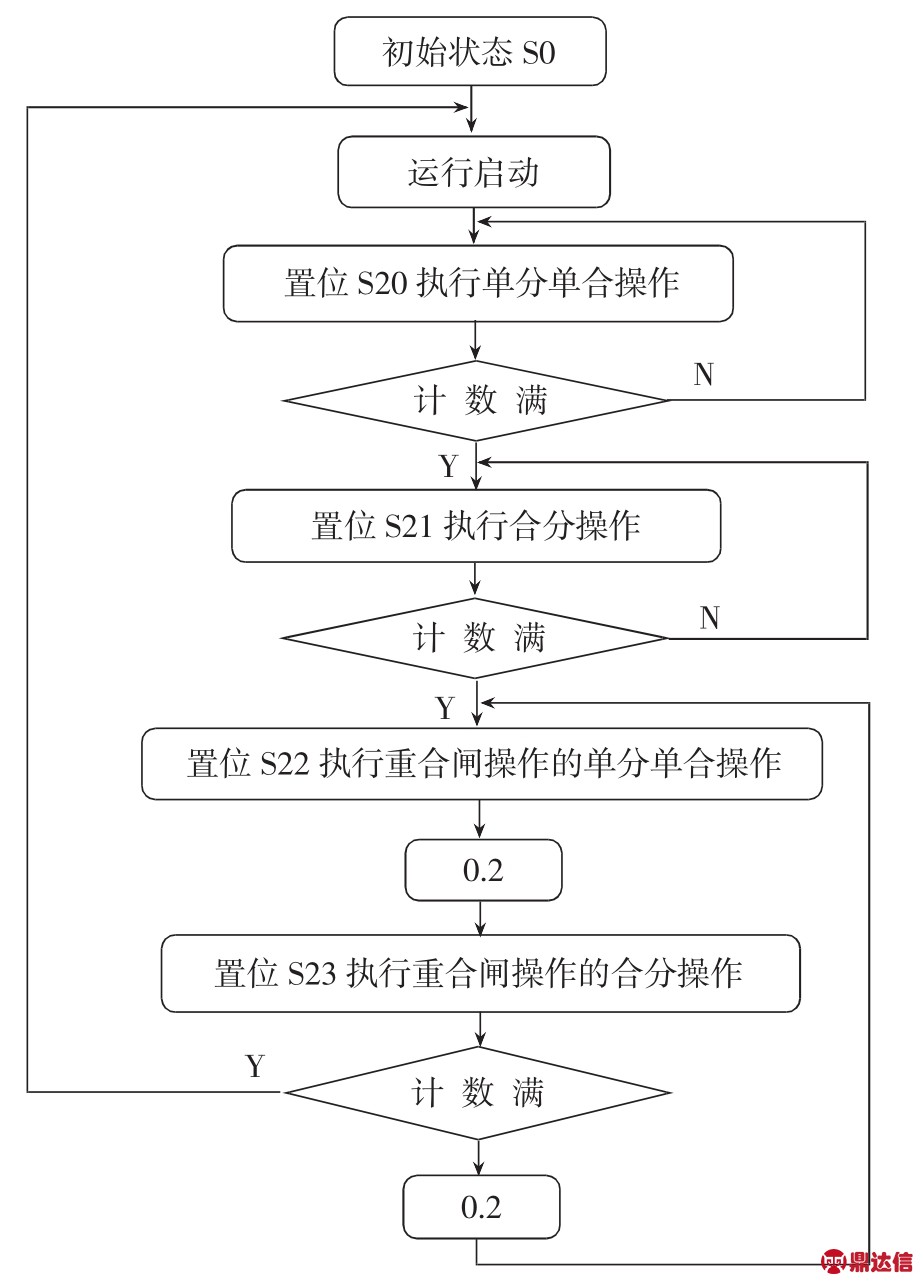
图5 步进顺序控制框图
合闸继电器每动作一次便记数1次,当合闸继电器动作0.2S后置位S23,若没接到返回命令则继续执行重合闸操作的合分操作。每当合分动作0.2S后置位S22,重复循环执行S22和S23的步进程序,直到S22程序步中的计数器记满50次后程序跳转置位S20,并重复循环执行上述程序,直到磨合次数达到预定次数为止。在正常情况下,断路器出厂需磨合500次,才能达到稳定可靠的状态。
6 结束语
针对真空断路器的特性及其应用特点,研究了中压断路器故障产生的规律,指出对断路器进行出厂前的机械操作磨合试验是提高断路器可靠性的重要措施之一。重点介绍了中压真空断路器机械操作磨合系统的设计及其应用过程,系统描述了断路器磨合系统的设计原理和工作基本流程。


