
1 背景
可编程序控制器(简称PLC)于上世纪60年代出现,具有可靠性强、易学易用、设计周期短、体积小等优点,最初仅仅是为了替代继电器控制系统,随着工业控制要求的提高和计算机技术的发展,PLC已经逐渐综合了开关量控制、过程控制、运动控制和网络通讯等多种技术,在轻工机械、化工、钢铁和制造业得到了越来越广泛的应用。气动技术由于具有运动速度快、控制方便、工作压力低、安全可靠等优点,在工业上普遍运用,成为最为常见的自动化执行部件,和电气控制技术及微电子技术的结合,更是让气动技术的应用进入了一个新的时代。气动和PLC技术已成为机电一体化技术中重要组成部分。
目前,高职教育传统的教学环境下,学生往往只学习气动或者PLC的单项知识和技能,缺乏电气动综合实践技能和职业素养的系统性培训,很多学校原有的实验设备大部分是验证性的实验设备,如:PLC实训台用显示灯来模拟运行结果,气动实训台缺乏针对性的真实工作任务,且制造工艺、标准,和工厂的实际设备、工作任务和工作要求有很大的差距。因此,根据机电一体化工作岗位对电气动技术要求和高职课程改革的需要,设计开发相应的电气动教学实训设备是非常必要的,必将带来良好的经济效益和社会效益。因此,广东轻工职业技术学院和广东省自动化与信息技术转移中心采用优势互补、资源共享的方式,共同开发基于PLC控制的教学型工件进料分拣电气动装置。
2 结构设计
本装置采用了两个工作站、每个工作站独立小车的设计,小车下部安装控制系统,上部覆盖铝合金面案,通过铝合金底座和不锈钢螺钉安装不同功能模块。进料传送工作站设置气动井式进料模块和4自由度气动机械手,完成圆形工件的进料和机械手工位传送功能。输送分拣工作站设置输送带模块、检测模块、翻转气动机械手模块和分拣横梁机械手模块,完成工件的输送、工件(黑色金属、银色金属、白色塑料)的检测、反面工件的翻转、不同工件的分拣等功能。本装置结构见图1。
主要模块的功能和设计如下:
(1)人机界面模块:用于控制和监控工作站,采用6.4寸触摸屏,通过PPI通讯电缆连接PLC。
(2)气动井式送料模块:在塑料筒内的圆形工件经重力下落,通过光纤式传感器检测,由推料气缸完成推料并推料到接料座上。采用双轴气缸,有料感应采用光纤传感器。
(3)接料座模块:采用铝合金骨架、铝合金铣制的接料座,用于放置工件并定位,接料感应传感器采用漫反射式光电开关。
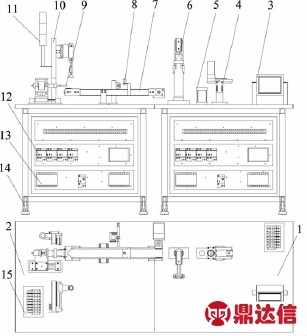
图1 电气动实训装置结构示意图
1.进料传送工作站 2.输送分拣站工作站 3.人机界面模块4.井式进料模块 5.接料座模块 6.四自由度传送机械手模块7.输送带模块 8.检测模块 9.反面翻转机械手模块10.分拣机械手模块 11.报警灯模块 12.电源模块13.PLC模块 14.脚轮 15.电磁阀组模块
(4)4自由度传送气动机械手模块:采用直角坐标式机械手设计,纯气动,通过4个气缸,完成机械手的旋转、下降、伸缩、抓取动作,将工件从接料座抓取、上升、回缩等动作传送到下一个工作站。左右旋转气缸采用旋转气缸,升降气缸和伸缩气缸采用双轴气缸,气动手指采用手指气缸,配磁性感应器。
(5)输送带模块:主要由电机、传动结构和输送带组成,完成工件的变速输送、工件的阻挡检测等。传动电机采用25W小型三相电机,配三菱小功率变频器,工件到达检测采用对射式光电开关,工件到位检测配漫反射式光电开关。
(6)检测模块:主要由阻挡气缸、检测传感器组成,阻挡工件,并在检测位通过3种不同的传感器进行工件种类和正反的检测(黑色金属、白色塑料、银色金属、正反面)。工件阻挡气缸采用迷你缸,颜色检测采用漫反射式光电传感器,金属非金属检测采用电感传感器,工件正反检测采用电容传感器。
(7)反面翻转机械手模块:完成反面工件的抓取、上升、翻转、下降、松开等动作。左右移动气缸采用薄型气缸,上下升降气缸采用双轴气缸,气动抓手采用手指气缸,配磁性感应器。
(8)分拣机械手模块:由无杆缸、升降气缸、气动吸盘和3个接料盒组成,完成工件的吸住、平移、位置检测和分拣等动作。前后移动采用无杆缸,上下移动采用迷你缸,吸取工件采用真空发生器,配真空吸盘。
(9)报警灯模块:红绿两色,用于工作站工作过程的状态显示和报警。
(10)电源模块:工作站电源的通断和电气保护。
(11)PLC可编程控制器模块:西门子S7224XP和S7314 2DP PLC,可转换。
(12)脚轮:用于工作站的移动和定位。
各功能模块可单独运行,完成单独的工序和功能,能够配合完成两到3个工序的运行。同时,各工作站设有机械连接端、气动连接端、电气连接端和脚轮,在进行完单独工作站的培训后,通过两站间的机械连接、气动连接和电气连接,形成更为复杂的生产流程功能。
3 气动系统设计
除输送带为电机传动外,其他模块全部采用纯气压传动,选用日本某品牌气动元件,涵盖现代气动技术岗位大部分气动元件,执行元件包括:双轴气缸、迷你缸、薄型气缸、旋转缸、气动手指、真空发生器等,气动阀包括:单电控的两位五通电磁阀、双电控两位五通电磁阀、三位五通电磁阀等,辅助元件包括快速接头、气动二联件、压力表、缓冲器、配套磁性开关等。图2为进料传送工作站气动回路图,图3为工件输送分拣工作站气动回路图。
4 PLC控制系统和控制程序
PLC选用目前占主流的西门子S7224 XP和S7313C 2DP两种型号PLC,可通过特殊设计的输入输出插座,灵活选择PLC类型。传感器全部采用日本某品牌高性能传感器,涵盖工业生产中常见的接近开关,包括:电感式接近开关、电容式接近开关、光纤式光电开关、对射式光电开关、漫反射式光电开关、槽式光电开关、磁性开关等。所有的线走线槽,采用工业标准电缆,控制系统按照工业标准安装电气元件、导轨、线槽及端子排,所有端子的电缆全部经工作站面板上的孔直接连接到面板端子排上。这两个工作站在功能上独立,可进行单独的训练,组合在一起,可完成真实生产线上的典型工作流程:进料、机械手传送、输送、检测、不合格品的处理、产品的分拣等,还可以进行两站PLC之间的PPI和Profibus工业网络通讯。两个工作站连接在一起的典型工作流程见图4。
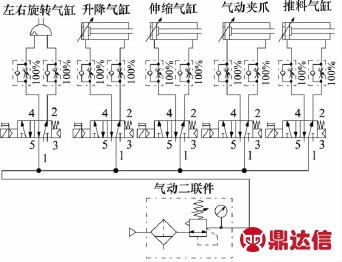
图2 进料传送工作站气动回路图
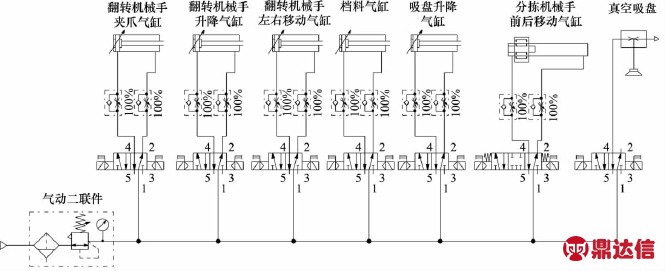
图3 输送分拣工作站气动回路图
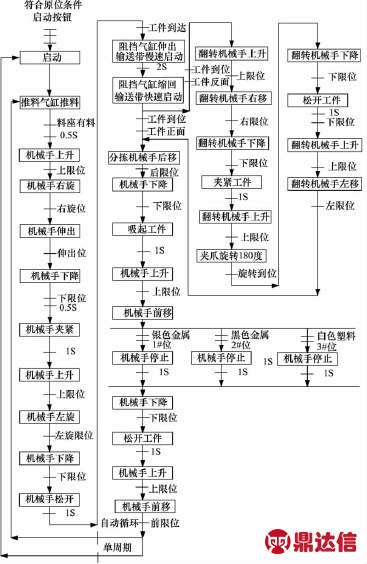
图4 气动装置典型工作流程图
PLC控制程序可分别采用S7300和S7200程序编程,程序略。
高校内部的绩效评价还处于起步探索时期,一些院校对于财务绩效评价体系的构建还有很多的欠缺。高校当中的财政性资金等应用收益,并没有合理并且健全的管理考评机制。此外,内部财务工作人员的绩效评价体系与财政体制的改革脚步有些不符。因此,难以满足现代高校在教育改革过程中的具体需求。高校财务人员绩效考核存在的问题主要体现在以下几个方面。
5 结束语
目前设计的5套电气动实训装置已经全部投入使用,已用于本校机电项目教学和相关行业企业员工培训中,由于教学手段丰富,教学项目设计合理、实用性强,学员参与度高,教学效果良好,受到指导教师、学员及企业员工的一致好评。图5为气动装置的实体照片。

图5 气动装置实体图片
因此,根据电气动技术的特点,按照职业教育教学改革和课程改革的要求,根据实际岗位要求和工业标准,自行设计基于PLC的电气动实训装置,实施项目教学,满足了机电一体化技术职业教育改革和技能培训的现实要求,符合职业教育改革的方向。


