
摘要:在液晶(LCD)屏生产线的屏切割工艺段,为实现玻璃基板的自动上料,采用Q系列PLC、定位模块QD75D4、伺服系统(伺服驱动器、伺服电机)和触摸屏设计了玻璃基板抽插式上料机及其电控系统。详细介绍了该上料机的系统组成及软、硬件设计,阐述了伺服驱动器参数设置、PLC程序设计和触摸屏人机界面设计等过程。结果表明,该上料机在单机试运转和整线联动的测试中运行稳定、可靠,极大降低了人工成本,提高了生产效率。由实际生产统计数据显示:产能≥1.2万片/月,良品率≥97%,提高了投资回报率。
关键词:玻璃基板;上料机;PLC;伺服系统;定位模块;触摸屏
0 引言
在全球液晶(LCD)显示产业的面板生产领域,我国大陆现阶段主要扮演“制造工厂”的角色,主要由于在液晶显示产品的关键技术基板玻璃制造方面,我国大陆产业链不完整,本土企业在显示面板供应上,仅占全球10%左右的份额[1-2]。近年,随着多条液晶屏高代数生产线在我国相继投产,国内液晶显示产业整体呈现高速、良性的发展态势。玻璃基板制造作为液晶显示产业链中非常重要的一环,也是完善产业链的重要环节,在全球液晶屏产能逐渐转移到我国本土的趋势下,建立我国本土基板玻璃工业刻不容缓[3-4]。在液晶面板的关键材料基板玻璃方面,大陆企业如长虹、京东方等已在生产和技术研发领域有了很大进步,但是需要进一步降低成本、提高成品率、提高质量。在液晶显示行业,大多数生产企业在920 mm×730 mm尺寸以下的液晶屏切割工艺段采用人工上料,人力成本高,自动化程度低,针对行业现状设计了玻璃基板抽插式上料机,实现了自动上料,替代了以前基板玻璃上料环节的人工操作,并能配合整线高效工作。该上料机的成功运行为今后LCD行业自动化生产线的设计提供了参考,有较好的社会效益和经济效益。
1 上料机的结构设计
1.1 上料机的工作过程
自动上料机主要结构见图1。小车将竖向装满玻璃基板的PPBOX运送至搬运机械手的下方并定位,上部机械叉手下降插入PPBOX至取玻璃位置,X向机器人行走微小的距离至真空吸盘与玻璃表面接触,真空吸附玻璃,Z轴机械手将玻璃从PPBOX中纵向抽出,再由W旋转轴将玻璃翻转90°,玻璃处于水平状态。X轴机器人向整形平台上方移动,同时Z轴(包括单轴机器人和气缸)机械手下降,将玻璃基板放置在整形台上,真空破坏,Z轴机械手抬起离开玻璃基板,整形气缸对玻璃进行精确定位,Z轴机械手再次下降,真空吸盘吸取玻璃,整形气缸打开。Z轴机械手升起至搬送高度,X 轴移动将玻璃搬运至切割机工作台的正上方,Z轴再下降将玻璃基板放置到工作台上,切割机工作台真空吸附玻璃,Z轴机械叉手真空破坏,Z轴抬起至搬送高度,X轴返回到整形台上方,Z轴升起到高位,X轴返回取料位置。至此完成一片玻璃基板的上料搬运动作。
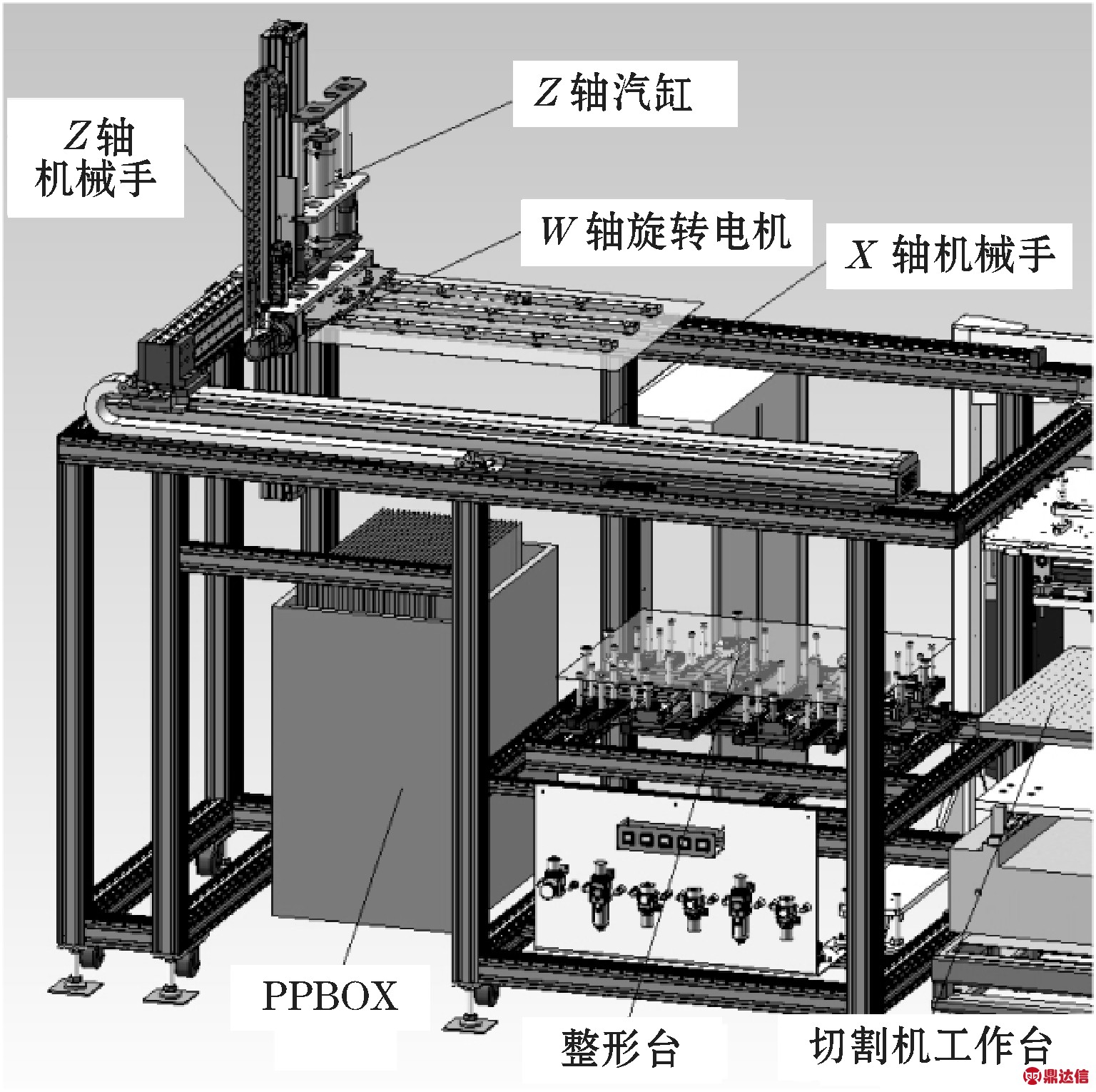
图1 自动上料机立体图
1.2 位置传感器在上料机中的应用
电控系统中的位置传感器使用EE-Sx671微型光电开关,装设在机械叉手前端和机械手行程的前后限。
机械叉手装真空吸盘并配有真空发生器、气动器件和空压机,用于取、放玻璃。叉手前端装有光电传感器,用于检测前方有无玻璃,若没有,在前后限范围内移动搜索直到检测到有玻璃为止。
在水平导轨和竖直导轨的前后限最大极限位均装设光电传感器,作限位开关,保护机械手在合理的范围内移动。在W方向电机转轴的前后限也设光电传感器,机械手臂可旋转90°(0°对应水平位置,90°对应竖直位置),实现取料和放料。
在Z轴导轨上侧、X轴导轨左侧和W轴电机轴角位移的90°位置处还应分别安装零位开关,即原点传感器,用来确定系统原点。零位开关处作为机械手的原点位置。伺服电机在接近原点时接收到近点狗信号,就开始减速,根据工艺还可设置近点狗信号接到后读数多少就停止并输出停止零信号,若机械手各轴回原点到位后,零位开关动作,发出“准备好”信号。
2 上料机电控系统硬件设计
2.1 电控系统硬件选型
设计采用模块化结构形式的Q系列PLC、Q61P电源模块、Q02U CPU模块、QX42输入模块、QY41P输出模块和QD75D4定位模块等,依次通过插槽固定于主机板。
2.2 伺服控制系统设计
伺服控制系统见图2。运动控制模块QD75D4是差动驱动装置系统脉冲输出型的4轴定位模块[5],采用平衡驱动和差分接收的方式,即双端发送双端接收,并依据两条传输线之间的电位差确定逻辑状态,这种驱动方式取消了信号地线,可极大减少共模干扰[6]。QD75D4模块既有脉冲输出口,又有脉冲量读入口,在读入各种信号、参数和数据并在受PLC的CPU控制时产生脉冲,伺服驱动器在该脉冲的作用下控制伺服电机的转速和角位移,伺服电机轴装设的光电编码器将位置信号通过脉冲的方式传到定位模块,实现位置反馈。伺服系统通过闭环控制实现复杂的定位控制,精度高。
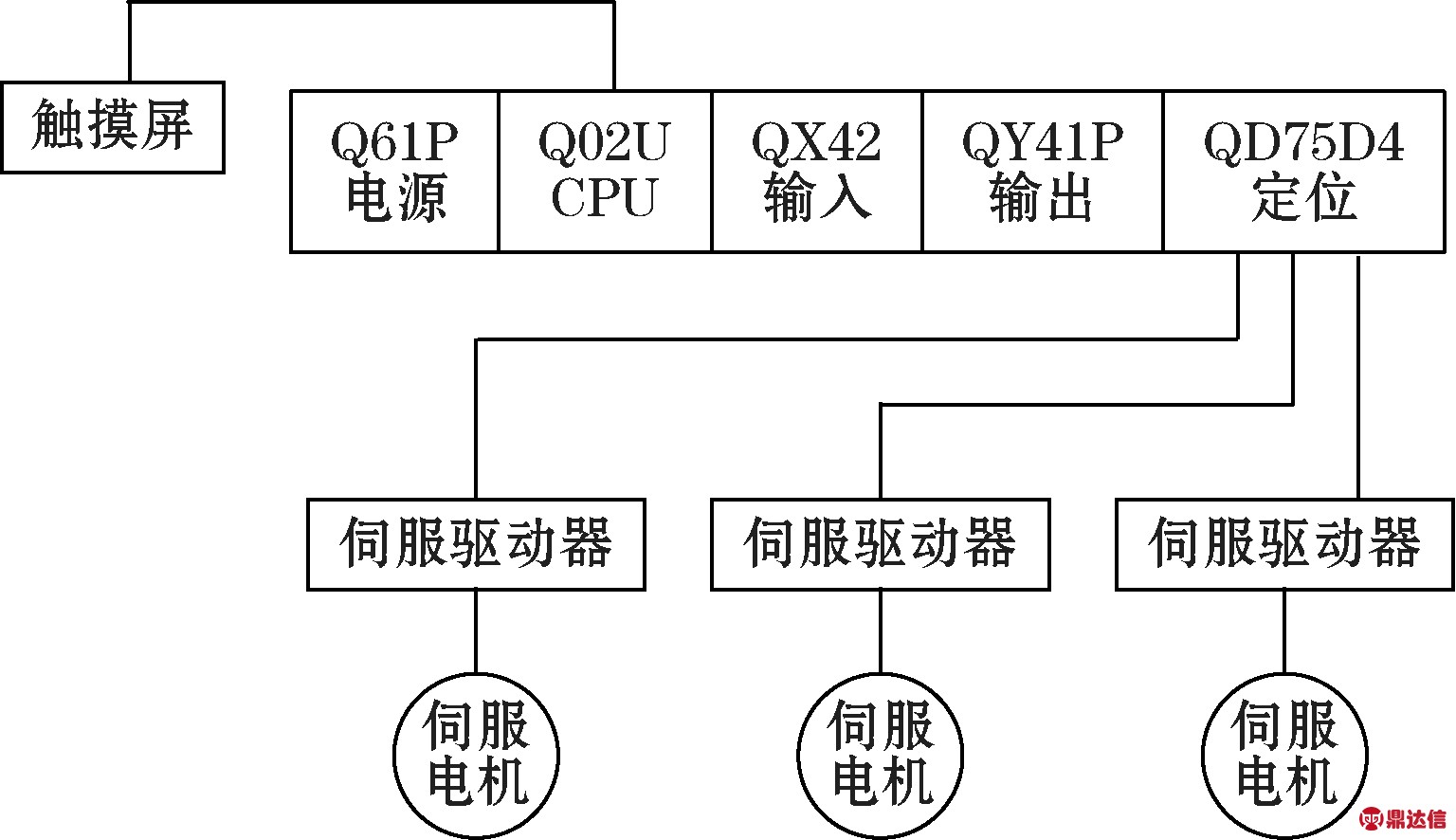
图2 伺服系统图
伺服驱动器MDDHT3530,X轴向运动采用MHME102G1C伺服电机(不带抱闸),Z向运动采用MHME082G1H伺服电机(带抱闸),W向运动采用MSMD082G1H伺服电机(带抱闸)+减速机。
PROFACE触摸屏PFXGP4401WW。该人机界面用于实现实时数据、系统状态和报警信息的显示,可实现手动操作、自动操作,故障状态时显示故障原因,方便检查人员检查维修。
2.3 PLC的I/O点分配
PLC输入信号有故障报警、报警消除、气源判断、上下流、真空判断、安全门等。输出信号有电机上电、真空破坏,还有Z轴和W轴抱闸。根据以上控制要求分配主要的I/O口见表1。
表1 I/O口分配表

注:为说明设计思想,I/O口地址分配与实际设计有不同。
2.4 伺服系统电路接线图
伺服驱动器的控制电路如图3所示,L1,L2,L3接三相电源输入,L11,L21接控制电路的电源输入,电源电压为DC 24 V,U,V,W接伺服电动机。CN2接口接编码器。EMG为伺服输入信号紧急停止,SON为伺服输入信号伺服开启,ALM为伺服输出信号故障报警。按下按钮RA,MC线圈得电动作,MC主触点导通,则伺服放大器主电路和控制电路通电。伺服放大器处于准备运行状态。当SON信号导通时,伺服开启。此时,伺服放大器可根据PLC定位模块发送的脉冲信号,驱动伺服电动机运转。以抓手X向电机伺服驱动器为例,接线图见图3(注:P24直流24 V,N负极,Y058伺服ON,Y059报警消除,X00D伺服准备好,X00E伺服准报警,X00F定位完成,Y051回原点,AX2为定位模块QD75D4局部)
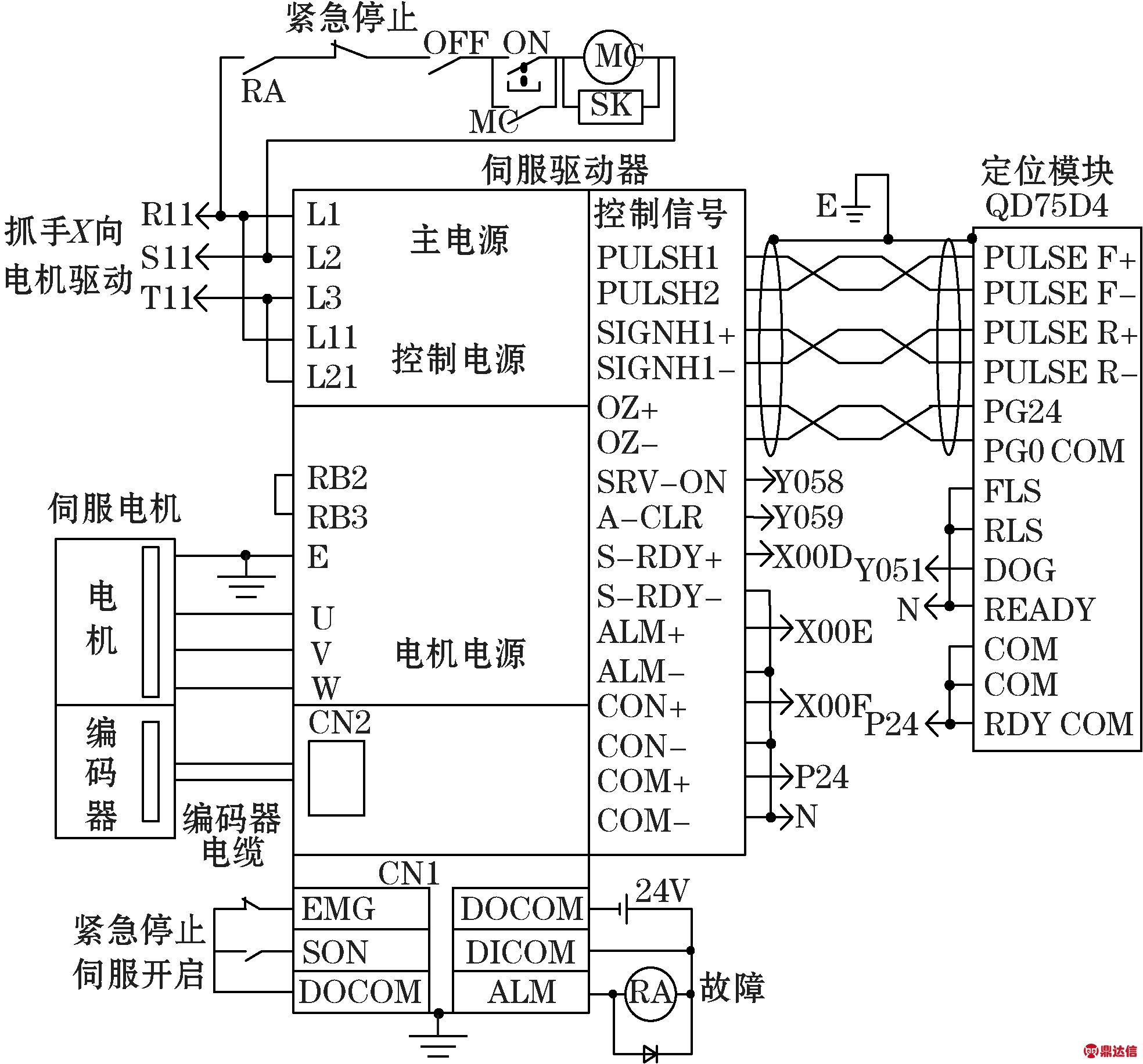
图3 伺服驱动器的控制电路
3 上料机电控系统软件设计
3.1 软件平台
需要用到的编程软件有:GX Works2用于编写Q系列CPU程序和完成CPU的硬件组态、参数设置、编程、测试和调试。GT Designer2 Version 2用于触摸屏界面设计。
3.2 伺服驱动器参数设置
用户根据控制需求设置参数后,伺服驱动器能很好地控制伺服电机的运行特性[7],实现单机运行和整机联动。设计中伺服驱动器是在位置控制模式下使用的,以X向伺服电机驱动器为例,主要设置的伺服参数见表2。
表2 伺服参数设置

脉冲当量=0.001 mm,丝杠导程=32 mm,减速比=1∶1,脉冲数=丝杠导程/脉冲当量×减速比=32/0.001×(1/1)=32 000。
使用个人电脑与伺服驱动器的接口CN5连接,再通过伺服配置软件对伺服驱动器MCDHT3520的参数进行修改和设置。
3.3 定位模块参数设置及算法
QD75D4电气定位精度高,脉冲当量为0.001 mm,即电动机旋转1转时负载侧的位移量。正确设置诸如加减速时间、定位速度和定位地址的数据时,QD75D4可以计算到目标定位地址的位移量,作为指定距离,并发出一定数量的脉冲,移动指定距离所需总脉冲数=指定距离/脉冲当量×码器分辨率,其中编码器分辨率=丝杠导程/脉冲当量×减速比[5],编码器分辨率是伺服电动机1转所需的指令输入脉冲数,脉冲当量是当电动机旋转1转时负载侧的位移量。从QD75D4把该脉冲串数发布到伺服放大器时,可以执行对移动指定距离的控制。
在软件功能方面,定位模块QD75D4的参数具有独立的存储器,可以直接通过伺服配置软件设置,在伺服参数配置表中完成。通过该软件可方便地将参数写入到定位模块闪存ROM中,每一参数都有单独的存储区和参数号,也可以把定位模块中的参数读出来。定位模块执行控制时需要的参数和数据,如设置数据、监视数据和控制数据,可以通过程序指令的方式写进地址寄存器,具体的地址查阅手册。该定位模块在伺服控制系统中主要实现2个功能:定位控制选择位置控制,以线性路径对通过地址或移动量指定的位置进行定位;运行形式选择定位结束,只执行指定的定位数据并结束定位。设计中运动系统在距光电传感器10 cm时可检测到开关量变化开始减速并停止,定位完成输出时间为300 ms,加减速时间均为5 ms。
3.4 PLC程序设计
3.4.1 顺序功能图(SFC)基本设计思想
SFC程序设计思想是按照生产工艺将机械运动的一个工作周期划分为若干个“步”,步与步之间通过指定的条件进行转换,通过正确连接工作步之间的转换,便可以完成机械的全部动作。在执行过程中只有处于工作状态的“步”为有效状态,才能进行逻辑处理与状态输出。
在伺服控制系统设计时,考虑到三轴机械手在X,Z,W轴3个维度的精准定位,需要在CAD软件中建立和伺服控制系统维度相同的坐标系,在这样的坐标系下绘制图形,其所需的点可以准确读写和修改,将这些坐标值设置在定位数据的设置表中并运行,就能得到在CAD中所绘图形[7]。通过这种方式将CAD所绘坐标系跟伺服控制系统坐标系建立关系,以此来设计伺服控制系统的坐标系。定位模块在该坐标系下可计算各伺服电机从一点到另一点所走过的各点的位置坐标[5]。该程序存储在Q02UCPU中,既可以用来调用定位模块中存储的功能实现所需参数,也可以用来进行逻辑判断。伺服ON状态时,Q02UCPU中的程序就可以访问到QD75D4,实现CPU和QD75D4的通信。
3.4.2 顺序功能图(SFC)程序设计
在设计程序前,首先要保证CPU和定位模块QD75D4正常通信。根据转换条件选择工作步,进行工作步流程的的逻辑处理。SFC程序流程设计见图4。

图4 程序设计流程图
上料完成后,CPU,QD75D4再次初始化,机械手回原点,运动过程与以上流程动作过程相反,此处不再赘述。
3.5 人机界面的设计
触摸屏是计算机特殊外设,人机交互方式自然、便利[8]。本设计采用的GP-4401WW触摸屏,触摸屏之间通过以太网互连,与PLC通过RS232通信,能调用CPU的内部软元件,即触摸屏与PLC的通信程序不需要用户编写,在为编程终端的画面组态时,只需指定画面中的元素(如按钮、指示灯)对应的PLC编程软件的编号就可以了,两者之间的数据信息交换是自动完成的。按压触摸屏上的自动启动按钮,上位机触摸屏上的全线启停能按时间顺序自动控制启停本站的控制对象,并实时显示各设备的数据、趋势图、散点图、折线图、使用虚拟仪表等[7]。若设置人机界面为工艺流程图显示,在工艺流程图上单击某工位,就能进入对应的人机界面显示该工位的动态界面、运行参数以及故障信号。
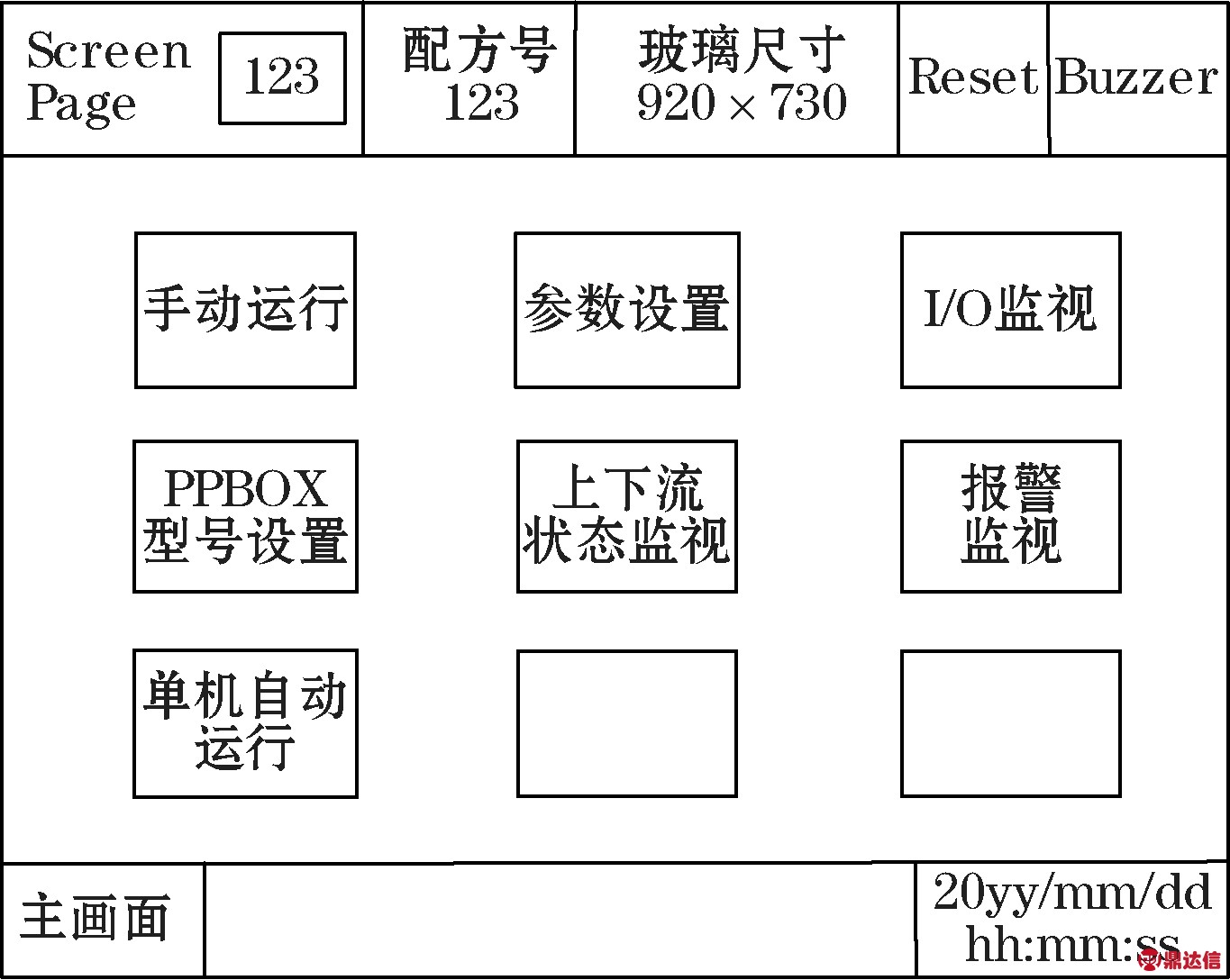
在计算机上使用GT Designer设计监控画面,把画面和监控程序下载到触摸屏,启动系统,就可以使用不同的画面来实现监控和控制功能,可执行SFC程序监视功能、系统监视功能、特殊模块监视功能、网路监视功能[9]。设计人机界面见图5。
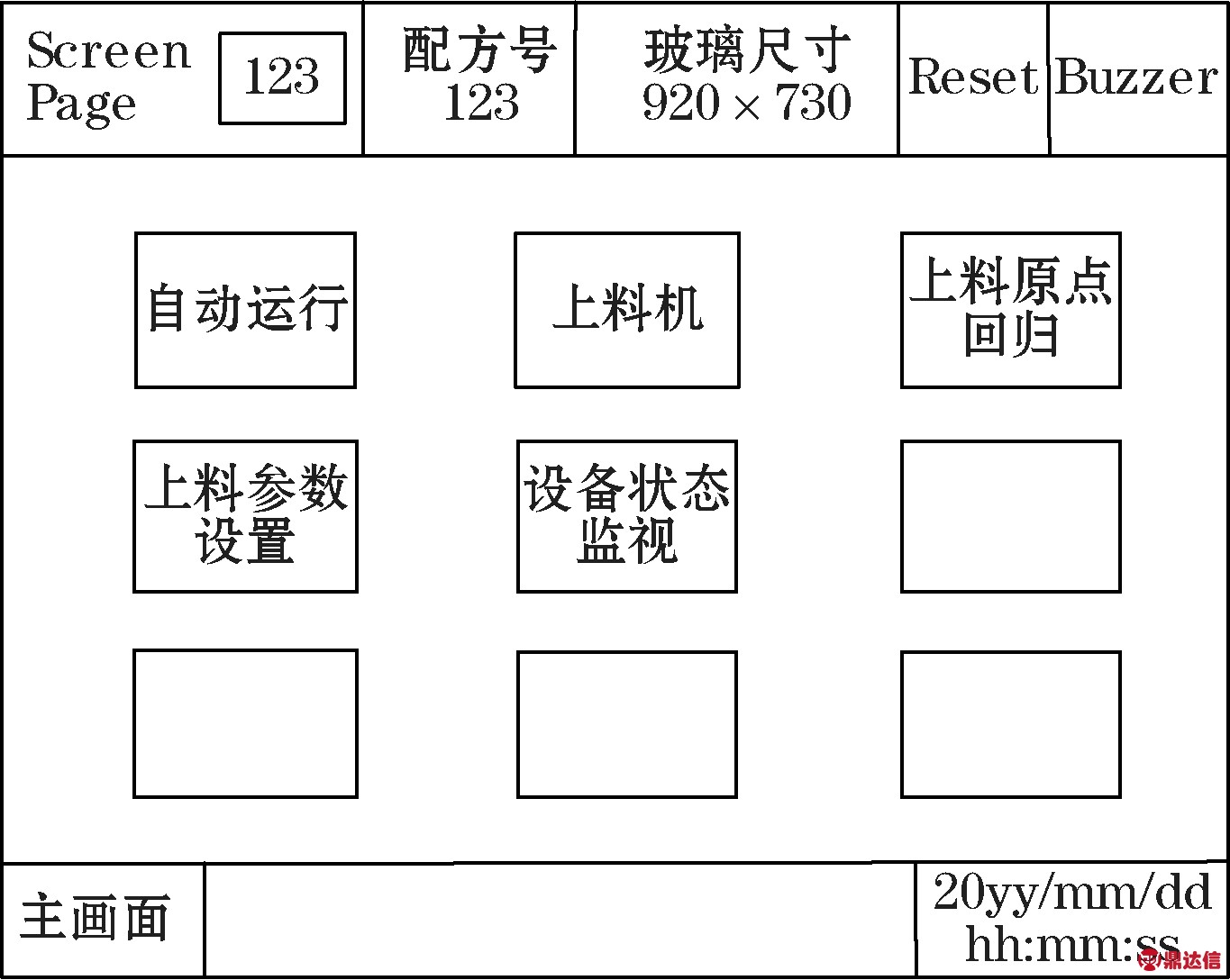
(a)上料机操作主界面
(b)上料机联机运行监视画面
图5 人机界面
4 生产线的节拍控制
通过触摸屏能够快速准确地对设备进行操作,在操作界面上对系统的运行参数进行设定和在线修改,可以实时、直观地监控设备的生产状况。当把参数设定完成之后,把各设备切换到自动档位,等待PLC总控系统统一协调各设备的动作。该控制系统核心控制单元PLC通过信号采集系统对整个系统的信号进行采集和逻辑处理,最终形成指令并分发给各设备,使整套系统完成全自动化生产[10]。对于整线,切割工作节拍比上料节拍要慢,故基板玻璃在整形位置需要等待,直到接收到下流“准备好”信号,搬运装置将玻璃送到切割工位。本设计上下流之间可双向通信收发“上站完成”和“下站准备好”信号[11],实现整条生产线有序工作,为了确认设备间基板传受,应该在设备交界端附近设置受取确认传感器及传出确认传感器,见图6。

图6 上下流信号
5 结束语
在设计、安装完成后,经过软件调试、上电前检查,进行单机试运转和联动运行测试,自动上料机系统在精密玻璃切割裂断线运行过程中具有工作稳定可靠、软件易于修改维护、人机界面友好、硬件维护方便、成本投入低的优点。切割线根据客户需求设计,切割玻璃规格:最大730×920 mm,厚度0.3~1.1 mm(双层),对于玻璃基板的尺寸、长度和宽度可以任意调节,生产线适合多种不同型号的产品。经过联机试运行和具体生产过程验证,该LCD切割线在新型自动上料机投入使用后可降低成本,提高上料效率,根据公司多年的自动化生产线设计和制造经验,设备节拍产能:以切割72粒,切割线8×9为例,生产节拍为210 s,20 h产能为342片,经显微镜观测断面,断面切割精度0.02 mm,满足客户良品率97%的要求。由统计数据上料机稼动率≥97%,得到理论上一条整线每月(30 d)最小产能=342/20×24×0.97(稼动率)×30=11 942片。该上料机与整线配合效果良好,在玻璃生产过程中现场操作人员提供了方便,在降低成本和提高竞争力上会有很大提高。


