
摘要:为了有效控制络筒过程中纱线接头的合格率,使接头质量不断适应各种高档布面的效果,在涤棉、长绒棉、集聚纺品种上进行了接头工艺数据的采集与对比,通过对大量试验数据分析并对后道布面质量跟踪,找出了接头工艺的优化方法;介绍了常用捻接器的操作及使用管理规定。指出:机械搓捻器价格昂贵,配件损耗大,其它型号空捻器虽有一定不足,但应用较广,需投入更大科研力量进行深入研究以提高空捻器接头质量。
关 键 词:空捻器;气捻接头;数据采集;分析;优化;接头质量
0 引言
近年来,用户对纱线的质量要求不断提高,尤其是针织用纱和纺牛津布、米通布等风格的布用纱,对纱线的接头要求更严,一些看似合格的空捻接头在针织布、牛津布、米通布上却屡现异常;为此,需在络筒工序加工过程中,在保证有效清除纱疵的同时,对气捻接头质量有更严格的控制[1]。
我们在总结以往接头工艺经验的基础上,制定了以下试验方案,使接头质量效果令顾客满意。
1 纺纱品种接头工艺数据采集与对比
1.1 试验方式
采用正交试验法对涤棉T 65/CJ 3514.7tex K和精梳长绒CM 9.7tex KC进行试验,络筒机为村田No21C型,测试数据见表1。
由表1数据看出:村田No21C型络筒机接头长度控制,以调节杆调节档位Ln为3档较适当,纱尾退捻时间A为0.50s,接头加捻延时B为0.69s,纱在空捻器腔室接头加捻时间C为0.09s,在退捻气压P1为0.7MPa,加捻气压P2为0.65MPa的压力下,纱的接头外观较完美,接头平整、光滑,接头强力可达原纱强力的94%左右。
细号纱精梳长绒CM 9.7tex KC结果见表2。
表1 不同工艺参数空捻接头质量测试结果
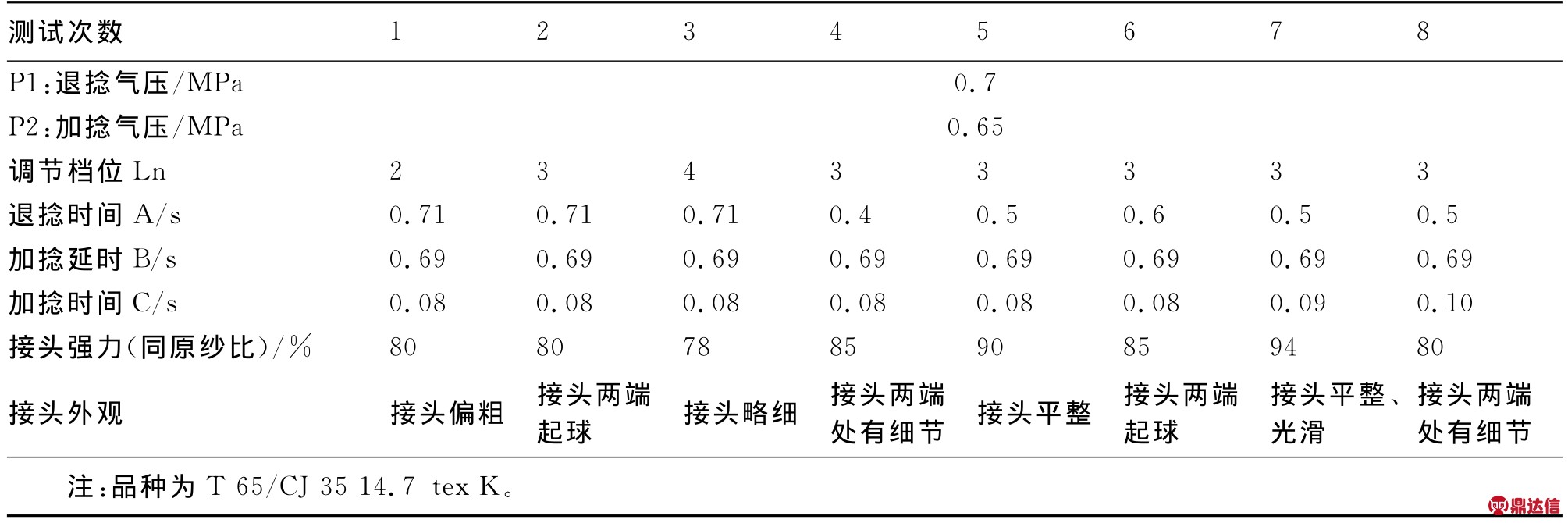
表2 细号纱测试结果

由表2试验数据看出:以调节杆调节档位Ln为4档较适当,纱尾退捻时间A为0.3s,接头加捻延时B为0.69s,纱在空捻器腔室接头加捻时间C为0.09s,在退捻气压P1为0.7MPa,加捻气压P2为0.65MPa的压力下,纱的接头外观较完美,接头平整、光滑,接头强力(同原纱相比)约达92%。
经过试验和布面质量跟踪,涤棉和精梳长绒棉品种,按以上的接头工艺均能较好满足客户要求,在实际纺纱中涤棉和精梳长绒棉品种配棉成分有调整时,可根据表1和表2的试验原理,很快找到最佳工艺来满足产品质量要求,提高生产效率。
1.2 接头验接方式
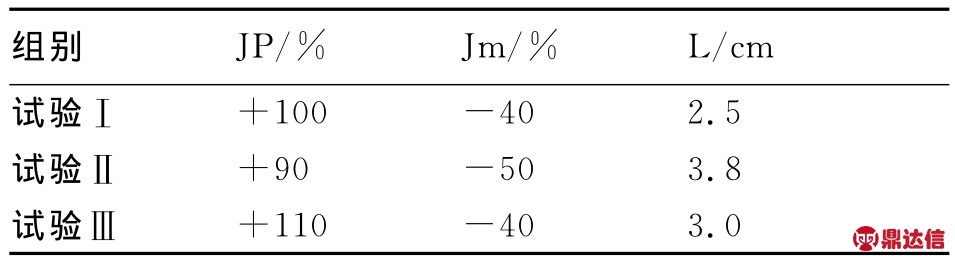
在实际纺纱中,同一个空捻器如连续接十个头,不可能保证每个接头均合格,有鉴于此,我们结合乌斯特电子清纱器特有的接头验接功能[2],选取合适的验接头工艺,使捻接后仍不合格的接头再次被电清切割清除,重接成合格接头,所以验接工艺的选用与接头工艺的选用都很重要。下面我们选用了三组接头验接方式,结果见表3。
由表3发现试验Ⅰ的验接工艺:粗度JP%验接为原纱的100%,细度Jm%验接为原纱的-40%,整个接头长度为2.5cm。将所接头绕在乌斯特黑板上接头较好。
表3 接头验接工艺效果
通常类似的长绒棉紧密品种,使用上述接头工艺或验接方式,都能达到优良的接头效果。如有特殊情况,在纱退捻时,纱的两端解捻效果不佳,这时需将空捻器拆下,将解捻管逆时针转动2°~3°,此时纱线的解捻效果会更好,更有助于良好接头[3-5]。
2 空捻器接头检查制度
再合理的工艺在实际生产中也必须应用好,所以我们对空捻器的操作、使用也作了相应的管理规定,要求所有机台包干人员必须按照如下规定执行操作,检查空捻器接头[6]。
2.1 改台检查
机台品种翻改后,需逐项检查翻改的工艺(包括电清工艺、电脑控制箱参数、车身单锭各项隔距、车身各项气压),逐锭检查整台机器的接头实况,若有异常立即整改,独自无法处理的及时汇报。
2.2 每日巡回检查
每日检查电脑中的“生产日志”,分析各项与气捻接头的相关数据,找出异常锭位,及时处理。
2.3 随机抽样检查
巡回每台包干机台,以节为单位(2锭/节),目测检查气捻接头状况,若发现异常,立即整改并复检该台其它锭位,同时汇报工段长。
2.4 周期检查
整台设备所有锭位各打3个接头,每锭接头合格率必须达到100%(在机、快速、手打、目测)各品种检查周期如下:
普梳纱、精梳纱:1次/周;
反捻纱:1次/5d;
强捻纱:1次/2d。
集聚纺纱、长绒棉品种、涤棉纱、粘胶纱或其它特殊品种:1次/3d。
2.5 特殊品种检查
紧密纱、长绒棉、涤棉纱、强捻纱或其它特殊品种,改台时必须打接头样板,进行比对检查,合格并经工段长认可后方可开车。
接头质量从以下两方面评定:一是外观平滑、不起毛、两端不起球,无明显偏粗、偏细的现象;二是不易松脱、强力达到原纱强力的85%以上,具体操作时可对比原纱的断裂强力,无明显差异即为合格。
两者若有一项不合格就不能开车。
3 结语
随着高档面料的开发,要求新纤维、新纱线的品种也随之跟上,各种纱的品质必须有稳定的保障;同时,气捻接头这一重要环节也需不断提高。目前,除机械搓捻接头的外观质量和强力大小能较好控制外,其他类型的空捻接头均有一定的不足之处,但机械搓捻器价格昂贵,配件损耗偏大,目前国内使用较少,而气动空捻器较普遍,所以对空捻器的捻接质量把关,有必要进行更深入的探究。


