
[摘要]通过建立高斯热源模型,运用Ansys软件分析球罐对接接头焊接应力,发现应力最大值出现在余高与母材表面交界处的熔合线附近,这为消除球罐焊接残余应力提供了有力的帮助,同时对其他类型压力容器焊接应力的分析也有着积极的意义。
[关键词]对接接头;焊接应力;球罐;有限元
球形储罐 (简称球罐)是一种存储气体、液体或液化气体的压力容器。与圆筒形储罐相比,球罐受力均匀,风力系数低,同等体积时表面积最小,具有壁厚薄、质量轻、用材少及造价低等优点,因而在石油化工领域中得到了广泛应用。球罐结构是一个大型的复杂焊接壳体,是一个以焊接为主要加工手段的系统工程。工业中应用的球罐大多数用于储存易燃、易爆和有毒的液体或气体介质,其爆炸危险性大。一旦发生失效或安全事故,往往具有很强的破坏力,不但球罐本身会遭到破坏,造成较大的经济损失,而且容易造成较大的人身伤亡。因此,对球罐焊缝应力进行分析具有十分重要的意义。
1 球罐对接接头应力分析
1)几何模型 球罐壳体所采用的主要为对接焊接接头,使用V型坡口,假设壳体壁厚为45mm,建立的2D几何模型如图1所示。
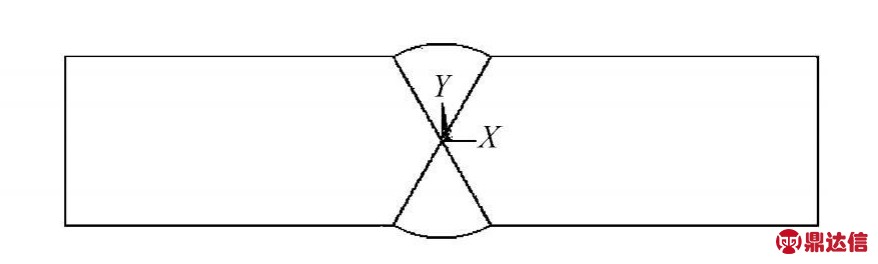
图1 球罐对接接头有限元几何模型
2)焊接热源模型选取 在电弧焊时,比较有效的方法是采用热源密度q(r)为正态度分布的表面热源,即假设热量按概率分析中的高斯正态分布函数来分布,焊接熔池中复杂的热过程用导热连续体中的高斯热源加以近似[1]。
对于球罐的焊接,笔者采用埋弧自动焊,建立高斯函数分布热源模型 (见图2),其表达式为:
式中,q(r)为距电弧中心r处的热流密度,J/s;qmax为电弧中心处最大热源热流密度,J/s;K为热源集中程度的系数,1/mm2;r为圆形热源内某点与中心的距离,mm。
按照高斯分布曲线,热源在无限远处才趋近于零。因此,要对热源作用区域有个限制,即要确定加热斑点的大小,一般取电弧中心处最小热源热流密度qmin=0.05qmax,即认为加热斑点内集中了95%以上的热量,按此条件,正态分布热源加热斑点的外径![]()
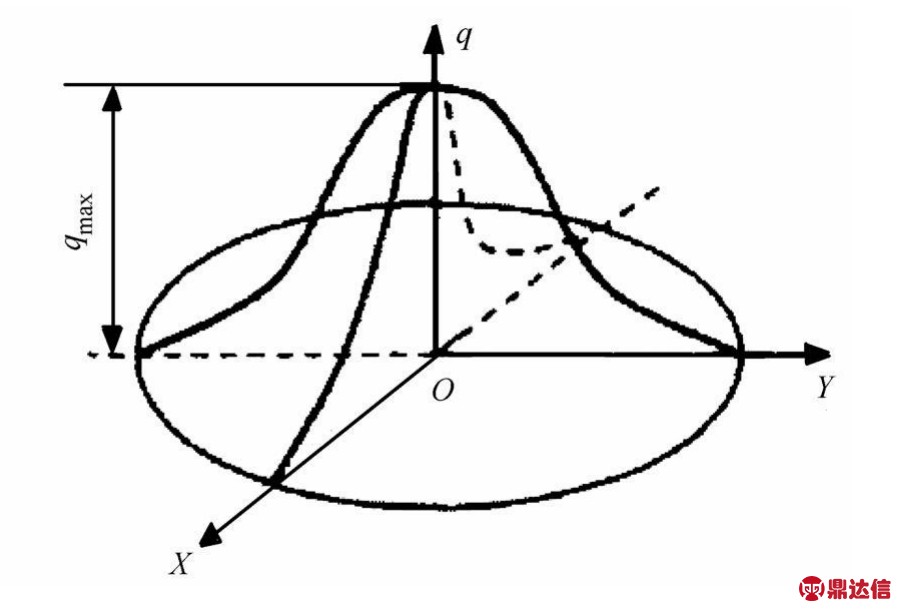
图2 高斯函数分布热源模型
3)生死单元格技术 在焊接过程中,在刚开始焊接时焊缝是不存在的,随着焊接材料的不断填充,焊缝才逐渐出现,这也就是Ansys中单元由 “死”到 “生”的过程。
在Ansys中,单元的生死功能是通过修改单元刚度的方式实现的。单元被 “杀死”时,不是从刚度矩阵被删除,而是其刚度降为一个低值。“杀死”的单元的刚度乘以一个极小的减缩系数 (缺省为1.0E-6)。为了防止矩阵奇异,该刚度不设置为0。与 “杀死”的单元有关的单元载荷矢量 (如压力、温度)是零输出。对于 “杀死”的单元,质量、阻尼和应力刚度矩阵设置为0。单元一旦被 “杀死”,单元应力和应变就被重置为0。因为 “杀死”的单元没有被删除,所以刚度矩阵尺寸总是保持着。与之相似,当单元 “活着”的时候,也是通过修改刚度系数的方式实现的。所有的单元,包括开始被 “杀死”的,在求解前必须存在,这是因为在分析过程中刚度矩阵的尺寸不能改变,所以,被激活的单元在建模时就必须建立,否则无法实现 “杀死”与激活。当单元被重新激活时,它的刚度、质量与荷载等参数被返回到真实状态。
4)材料属性 定义随温度变化的热物理性能参数,并在实体各面定义随温度变化的对流、辐射等边界条件。球罐壳体的材料为16MnDR,焊条采用E5016-G焊条[2]。
2 有限元模型的建立
1)选择单元类型 Ansys单元库有100多种类型,笔者使用同时具有温度和位移自由度的13号2D耦合单元Vector Qaud 13进行分析[3]。
2)划分网格 Ansys软件平台提供了网格映射划分和自由适应划分的策略。映射划分只用于规则的几何图素,对于裁剪曲面或者空间自由曲面等复杂几何体则难以控制。自由网格划分用于空间自由曲面和复杂实体,球罐对接接头选择映射划分。一般来讲,网格数量增加,计算精度会有所提高,但同时计算量也会增加,应在焊缝部位采用较密的网格,在远离焊缝的母材部分采用较稀疏的网格 (见图3),这样既可以提高运算速度,又能够保证计算精度[4-5]。
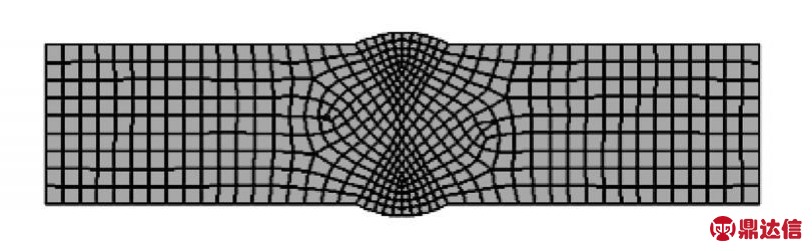
图3 网格划分
3 结果分析
在焊接过程中,局部区域受到高温,越远离焊接点温度越低。在冷却过程中,随着热量的不断流失,温度逐渐降低,远离焊缝区域的会先降到室温,焊缝区及其附近区域最后降到室温,经过一段时间后整个构件的温度会与周围的环境温度相同,变得均匀。由局部区域 (包括焊缝及热影响区)受到高温引起不均匀的热量变化,使构件产生焊接变形。在焊缝冷却时,焊缝和焊缝附近区域的钢材连成一体,不能自由收缩,受到约束而产生焊接残余应力。随着热量的不断流失,温度逐渐降低,焊缝及焊缝周围区域的残余应力逐渐增大。
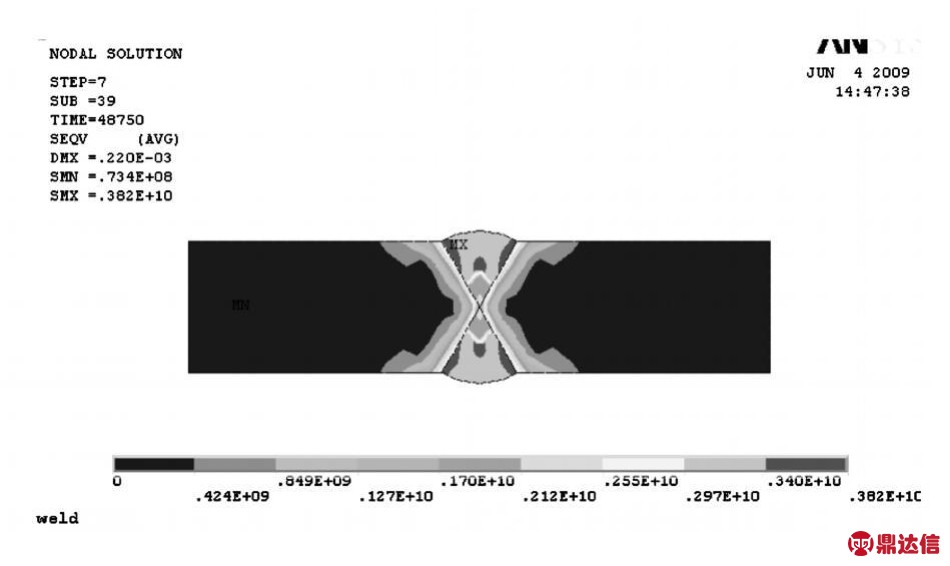
图4 焊接应力分布云图
残余应力最大值没有出现在焊缝中,而是出现在焊缝与热影响区的结合部,即熔合线附近 (见图4),且处在焊缝余高与母材表面的交界处,主要由于此处余高与母材表面形状发生了突变,故造成较大应力,焊接应力基本对称,距离焊缝越远应力越小,应力分析基本合理。


