
1.检修现场导轨状态
现场拆下导轨发现,在导轨中间处堆积催化剂达60 mm。催化烟气滑阀卡阻原因一般是催化剂在高温下结块进入轨道,造成阀板与轨道挤住不能动作。一般用液压手动不能解决,必须切换到机械手动进行大幅度开关阀门,将结块击碎,但该方法不能彻底解决问题。阀位在28%~34%的开度范围内卡阻频繁,严重影响装置安全正常运行。
2.原因分析
该特阀为双动液压结构,工作时,阀板是在液压系统带动阀杆,两阀杆带动阀板在导轨的凹槽内做直线运动(图1),阀板与导轨之间有一定的间隙。工作中催化剂会在导轨凹槽内逐渐沉积,两阀板的直线运动把催化剂推到中间位置,致使阀板与阀板之间的催化剂越来越多,并使之间的堆积物逐渐增大,造成阀卡阻频繁。分析主要原因,可以归结为导轨结构不合理、蒸汽反吹,易与催化剂结焦。
3.制定解决方案
加强维修人员的培训,提高维修人员的责任心;将反吹蒸汽改为反吹风,减少催化剂结碳机会;分析导轨结构及材料,进行结构改造,导轨改造结构设计见图2。导轨材料 0Cr19Ni9;重量13.15 kg(参考兰炼化工机械厂所提供的图纸)。将导轨下表面第四个V形开口加工成开口50 mm,深度12 mm的矩形开口。
改进活动历经1年多,虽然改进本身用时比较短,但改进前的调研以及改进后效果的验证经历了较长的时间。经过4个月时间的验证,改进措施取得理想效果,改进以后,从2009年至今,阀板导轨未再出现卡阻现象。
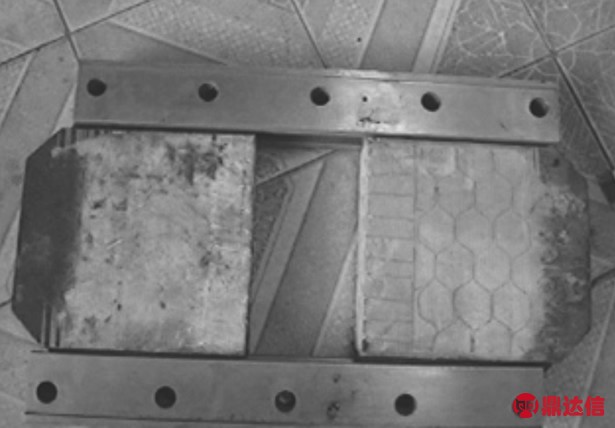
图1 导轨工作图
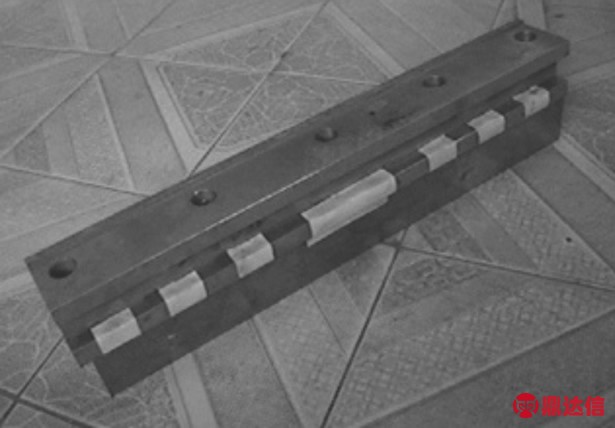
图2 导轨改造结构


