
摘要:采用均匀实验设计和数值模拟方法,研究了直径150mm的EⅡ型旋风分离器的三个结构变量因子,利用DPS(Data Processing System)软件进行回归分析,拟合得到结构优化的旋风分离器。回归方程表明,锥体角度对旋风分离性能影响较大。在入口气速为15.5m/s时,数值模拟和试验结果吻合良好。优化结构的旋风分离器锥角小,分离粒度细,分级效率高。
关键词:旋风分离器;均匀设计;数值模拟
旋风分离器是利用离心力把固体颗粒从含尘气流中分离出来的机械设备。上海化工研究院有限公司研发的EⅡ型旋风分离器[1],属于异形进口旋风分离器。该分离器的渐缩型导流挡板与旋风顶盖有一定的距离,不仅能降低阻力,而且提高分离效率。这种特殊结构的旋风分离器已经广泛应用于天然气化工、煤化工以及制药等领域。
旋风分离器虽然结构简单,但是内部分离流场的研究越来越多。李振才等[2]采用计算流体力学CFD方法,比较单双进口旋风分离器流场和粒径分离效率。结果发现,双进口型改善了单进口型流场的不对称性,分离效率提高6%。Hoffmann等[3,4]根据实验,分析入口颗粒速度和浓度对旋风分离器自然旋风长度的影响,可采用直径小的升气管降低自然旋风长度。吴彩金等[5]发现,单入口旋风分离器在排气管壁处存在二次涡流,随着排气管尺寸变小,二次涡流区变薄。Xiang RB等[6]、黄滨等[7]通过数值模拟的方法研究排气管对分离效率的影响。排气管插入深度变小时,一部分气流从旋风进口直接进入排气管形成短路流。但对于特定型式的旋风分离器,排气管插入深度存在较优值,保证较高的分离效率和较低的压降。均匀设计方法[8]是由方开泰、王元首次提出的,均匀设计在试验因素上考虑试验点的均匀散布,因此在试验因素变化范围较大、需要取较多水平时,能大大减少试验次数。
本文把EⅡ型旋风分离器作为研究对象,结合Fluent数值模拟技术,同时采用均匀设计方法,综合考察排气管直径、排气管插入深度和锥体角度对旋风分离器分离效率的影响,然后通过DPS(Data Processing System)数据软件对模拟结果进行二次多项式逐步回归,优化旋风分离器的结构设计。
1 几何模型及数值模拟
1.1 EⅡ型旋风分离器的初始结构
表1 旋风分离器初始结构尺寸
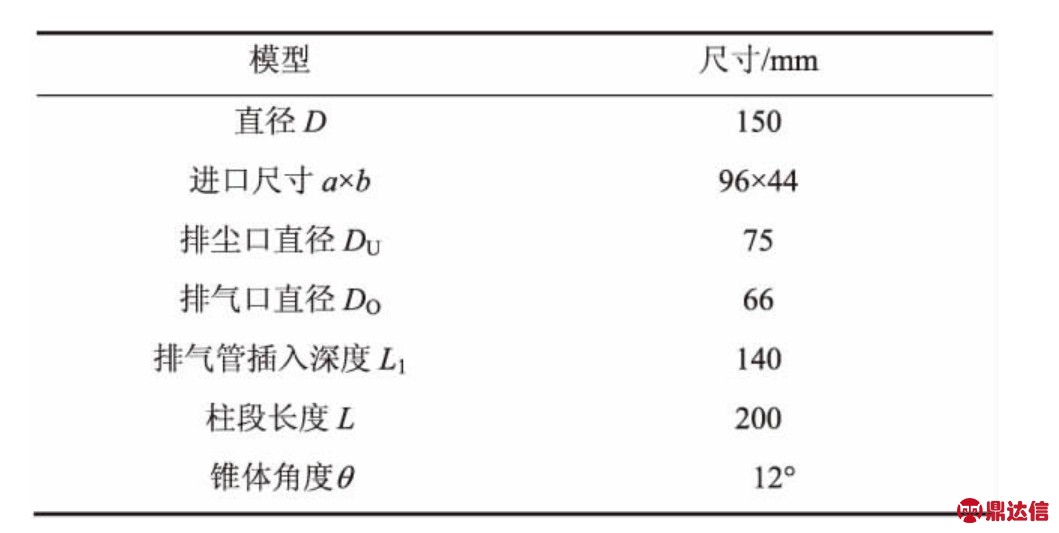
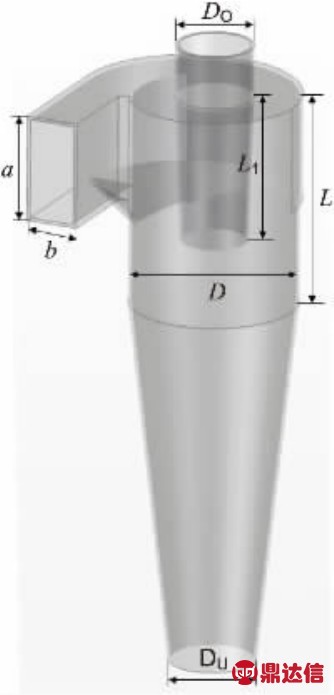
图1 EⅡ旋风分离器三维模型

图2 旋风分离器实物图
本文研究的EⅡ型旋风分离器直径D=150mm,其他初始结构尺寸见表1。EⅡ旋风分离器三维模型见图1,试验用旋风分离器实物图见图2。计算采用结构化网格,网格节点数为75092个。
1.2 数值模型和边界条件
采用RNG k-ε湍流模型模拟旋风分离器内的不可压缩流体。离散方法采用有限体积法(FVM),可处理强旋转流的对流项二次迎风差值格式(QUICK),压力速度耦合方程采用协调一致的压力耦合方程组的半隐式算法(SIMPLEC)。
旋风分离器模拟计算内部流场时,气固两相分别为空气和滑石粉。其中空气为连续相,滑石粉为分散相。边界条件如下:
(1)气相进口条件:本文给定的进口速度为15.5m/s。
颗粒相进口条件:滑石粉入口速度和空气的进口速度相同。颗粒密度为2700kg/m3,并且假定颗粒都是球形颗粒。
(2)入口颗粒相的浓度为800mg/m3,粒径分布为0~40μm。
(3)出口条件。排尘口没有气流流出设置为0,排气口设置为1。颗粒相在排尘口处设置为trap。
2 均匀设计方案
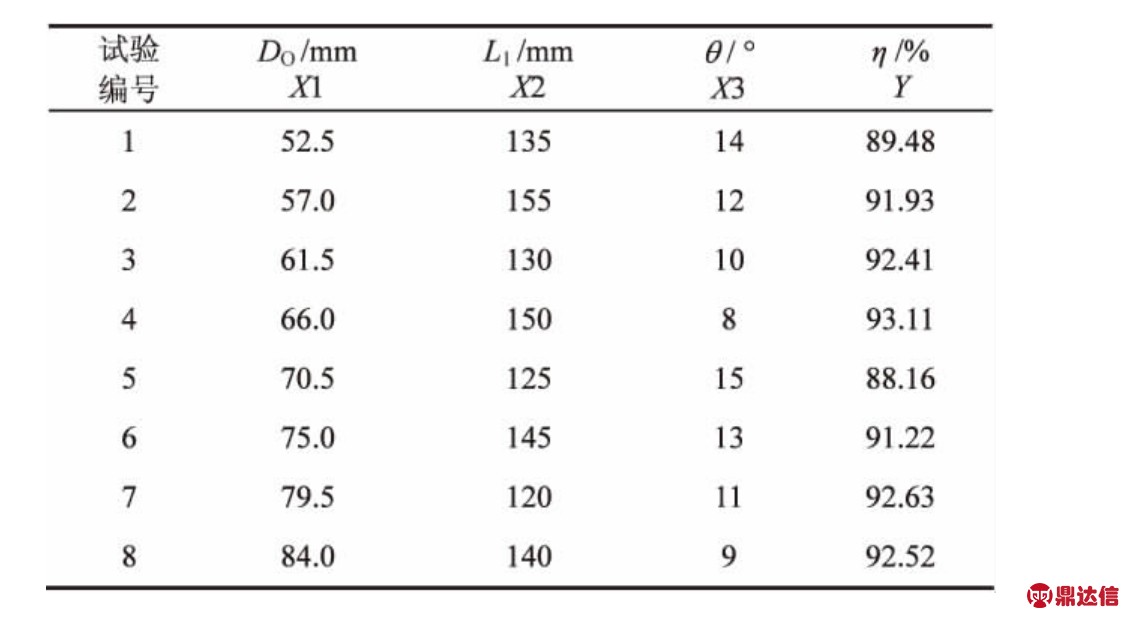
本试验主要研究了旋风分离器结构的改变对分离效率的影响。从优化过程中统计模型稳定性方面考虑,选用均匀设计表U8*(85)的使用表安排试验。以旋风分离器直径150mm为确定值,选取排气管直径 DO(X1)、排气管插入深度 L1(X2)、锥体角度θ(X3)作为变量因子研究。试验设计考虑各试验点的均匀性分布,三个因素都设计为8水平,数值模拟计算后的分离效率η(Y)作为评价指标。本文采用颗粒追踪法计算分离效率,设置最大步数为1×106。根据颗粒运动轨迹,统计得到颗粒的捕集数和逃逸数。若全部捕集,则分离效率为100%;若全部逃逸,则分离效率为0。本文计算跟踪了7220个颗粒。
具体试验方案及分离效率结果如表2所示。
表 2 U8*(85)均匀试验方案及结果
3 结果分析
3.1 均匀设计结果的合理性
由表2的分离效率结果分析,可以认为试验4对应的参数可作为较优的结构参数组合条件。但是如果将上述试验结果进行回归分析,可获得更优化的结果。本文采用DPS软件,以分离效率作为目标函数,使用二次多项式逐步回归法对试验结果进行处理,在α=0.05显著水平下剔除不显著项后拟合得到的回归方程为:
Y=0.816060714+0.024771428571 X3-0.0013571428571·X3·X3
其中:相关系数R=0.9840,调整后的相关系数Ra=0.9776,P=0.0002<0.05,Df(2,5),F=76.4064,查 f分布(α=0.05),F=19.30<76.4064,回归方程非常显著,同时依据加工精度,模型预报的最高指标圆整为X1=72,X2=128,X3=9。代入回归方程后预报的分离效率指标为92.91%,高于试验4使用二次多项式时的拟合值92.74%(试验4分离效率的观察值为93.11%,DPS拟合时相对误差0.4%)。使用模型的预报值建立后的优化结构旋风分离器,经过模拟后得出的分离效率为94.42%,同样高于试验4的分离效率,也高于初始结构的分离效率(91.83%)。从专业角度分析,锥体角度是影响分离效率比较大的因素。对于同一规格旋风分离器来说,锥角大的锥体短,颗粒的分离时间短;锥角小的锥体长,颗粒分离时间长。同时,锥角小的旋风分离器分离粒度更细,粒级效率高。
3.2 优化结构与初始结构的比较讨论
为了直观的查看模拟结果,预定义4个截面。坐标原点设在柱段与排气管交界面的中心处,向上为Z轴正方向,向下为Z轴负方向,如图3所示。
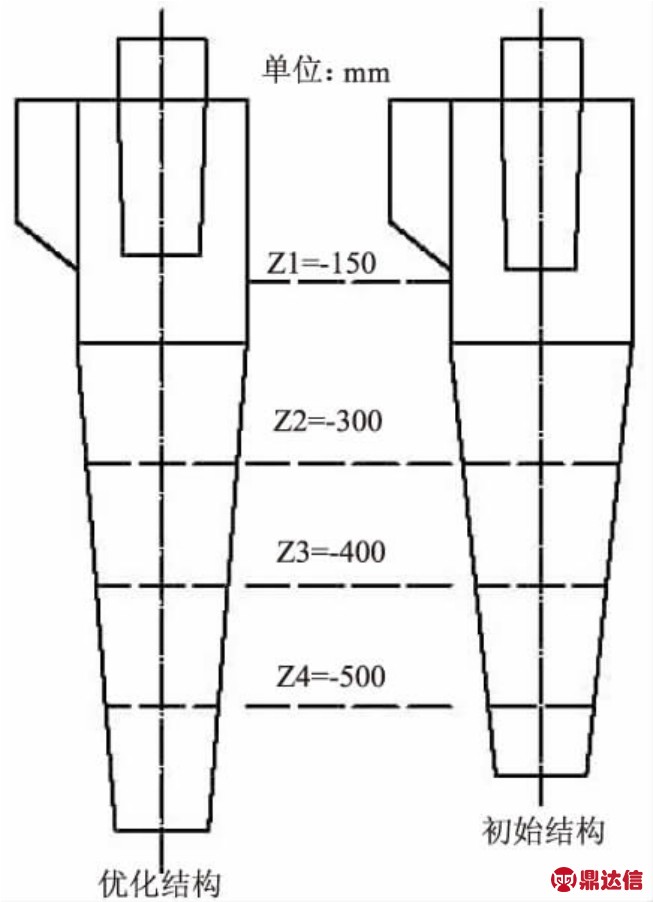
图3 定义的旋风分离器模拟观察面
3.2.1 切向速度Vt分布
图4展示了EⅡ型旋风分离器4个不同截面的切向速度分布,可以看出:切向速度基本呈对称分布,满足准自由涡规律。随着半径的增大,切向速度逐渐增大;到达最大值后,又逐渐减小,整体表现为M型分布。优化结构的旋风分离器,锥角比初始结构的小。Z1截面处于圆柱段结构,优化结构的旋风分离器内部切向速度小,颗粒不容易被夹带入上升气流从排气口逸出。Z3、Z4截面处于锥段结构,优化结构边壁处的切向速度大,颗粒容易甩向器壁,有利于颗粒的分离。
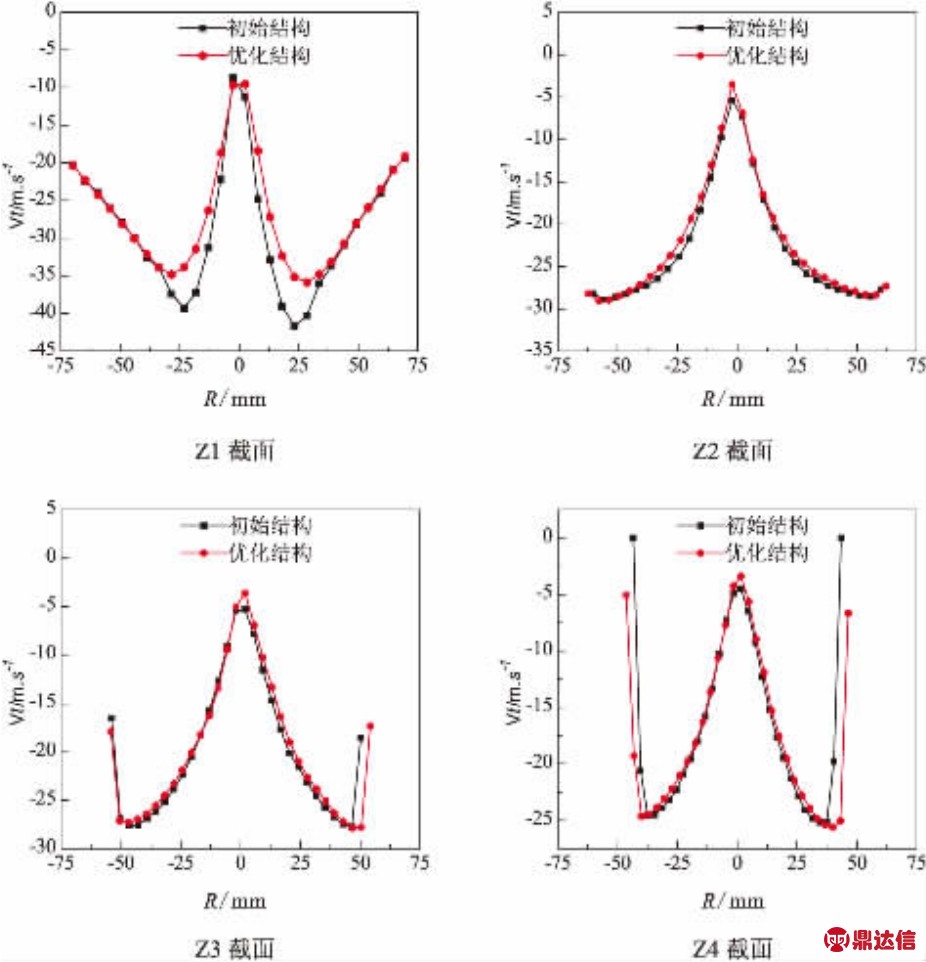
图4 两种结构旋风分离器切向速度分布
3.2.2 轴向速度Va分布
图5展示了EⅡ型旋风分离器4个不同截面的轴向速度分布。轴向速度的值远远小于切向速度的值,但是轴向速度在旋风分离过程中可把分离后的滑石粉输送到排尘口,不断维持分离过程。柱段Z1截面处,初始结构的轴向速度比较大,这将造成顶部灰环,颗粒在顶盖下部打转而无法有效分离。优化结构的旋风分离器不容易出现这种现象,分离效率提高。在锥段空间内,轴向速度在轴心处速度为正值,不会造成明显的回流现象。
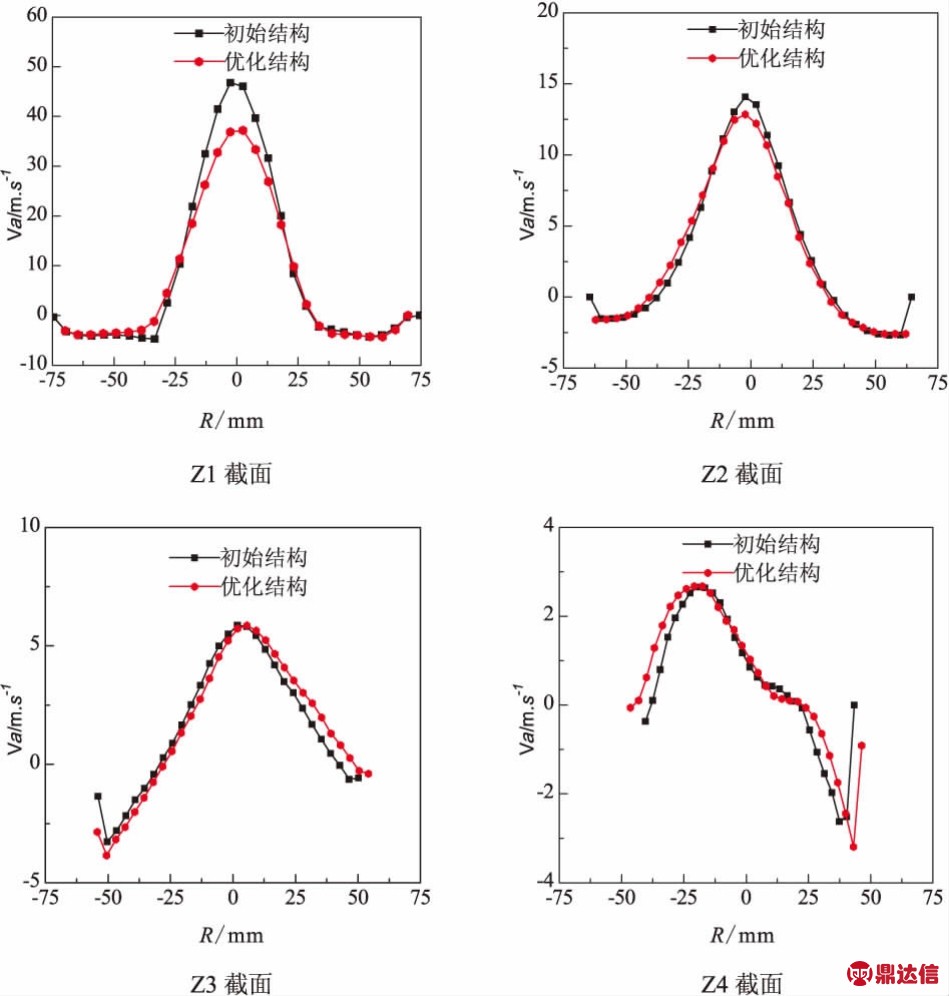
图5 两种结构旋风分离器轴向速度分布
3.2.3 粒级效率的比较
对旋风分离器进行数值模拟,是为了更好地预测旋风分离器的性能。采用颗粒从进口截面入射,在连续相的计算基础上模拟滑石粉的分离过程,得出不同粒径的分离效率。从图6可以看出,随着颗粒粒径的不断增大,所受的离心力增大,容易被甩向器壁,那么分离效率逐渐增大。对于同一粒径颗粒来说,优化结构的分离效率要大于初始结构,说明锥角小的分离器分离粒度更细。通过对切向速度和轴向速度的分析,优化结构旋风分离器不容易产生二次涡流。
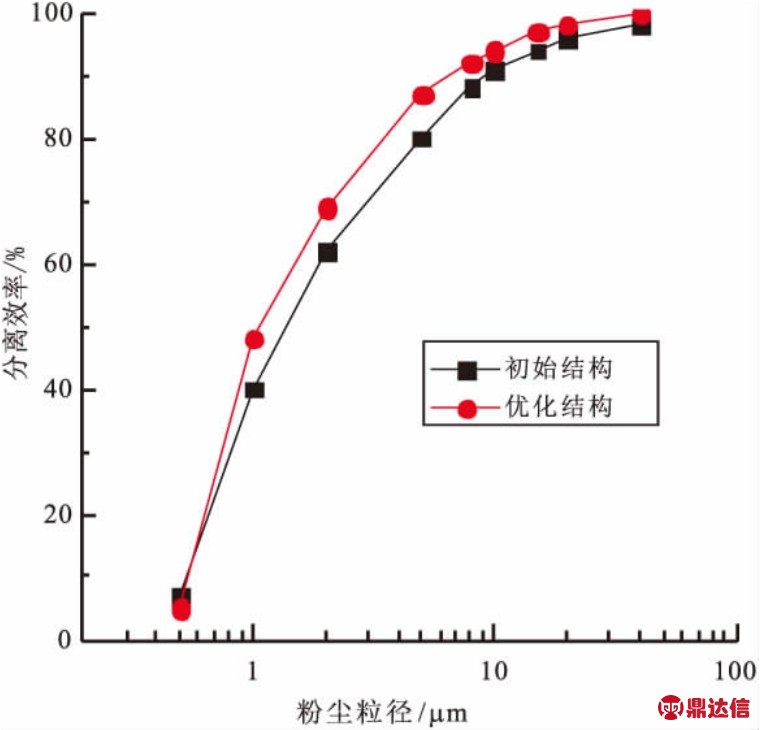
图6 两种结构旋风分离器粒级效率
3.3 优化结构与试验值的比较
根据均匀设计优化后的结构型式,研究团队开发了一套试验设备进行旋风分离性能研究。试验进口速度为15.5m/s,研究结果从压降和分离效率两方面进行探讨。
表3 优化结构分离器的试验值和模拟值
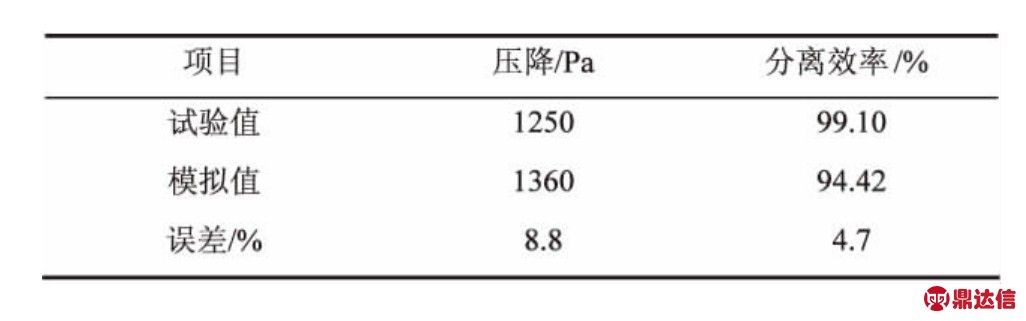
模拟值与试验值存在一定的误差。从压降方面来说,模拟值比试验值要大,由于压力损失与气流速度方向变化程度有关。数值模拟在旋风分离器锥段底部气流分量为零,速度方向变化较大,试验研究中底部设置集灰斗,压降变化小。对于分离效率来说,模拟值比试验值小,因为试验中会存在细颗粒的碰撞与团聚,从而形成较大的颗粒而被分离,提高分离效率,而数值模拟并未考虑碰撞与团聚的影响。
4 结论
(1)本文采用DPS软件,使用二次多项式逐步回归法对试验结果进行处理,拟合得到的回归方程。对于直径150mm的EⅡ型旋风分离器,模型预报的最高指标圆整为排气管直径72mm,排气管插入深度128mm,锥角9°。使用预报值建立优化结构旋风分离器,模拟计算分离效率为94.42%,高于初始结构分离效率。
(2)优化结构和初始结构旋风分离器内部流场进行数值模拟对比,发现优化结构无论在切向速度,还是轴向速度方面,均表现出更佳的分离性能。同时,优化结构的锥角小,分离粒度更细。
(3)优化结构的试验值与模拟值误差不大。试验研究过程中,存在细颗粒的碰撞与团聚,分离效率提高,这是EⅡ型旋风分离器下一步模拟的重点。


