
摘要:以粽子真空包装为研究对象,分析其物性及包装要求,探讨一种适应4只粽子装拉伸膜热成型真空包装结构及工艺。确定包装工艺及包装材料,并对所需材料及包装结构进行参数化设计,提出薄膜材料厚度计算公式。新的包装结构具有安全美观,易于自动化生产等特点。
关键词:粽子包装;结构成型;结构设计;包装工艺
0 引言
粽子作为中华民族传统美食之一,深受国内外消费者的喜爱。《2014~2020年中国粽子市场调查研究与发展前景预测报告》指出,未来3~5年粽子的需求和销量还会巨幅增加,粽子的跨国化也会有更大的发展空间[1]。粽子产业的飞速发展也带来了市场竞争的激烈化,如何实现自动化生产是粽子行业亟待解决的难题,如何实现现代化技术和传统技艺相融合,实现品质与产能双提速,是国内很多粽子企业面临的挑战。
包装是粽子生产过程中重要的一环,有研究表明:良好的真空包装可使一般的冷藏食品货架期延长至原本的货架期的3.5倍[2]。目前,粽子的包装多采用真空袋式包装,由人工将粽子装填到蒸煮袋中,使用真空包装机抽真空形成扁平袋式的真空包装。这种包装形式存在包装袋变形严重、褶皱多、易渗漏、封口不佳,以及在实际生产过程中人工操作复杂,生产效率低下,不利于高速自动化生产等缺点。故需要对粽子的新型真空包装结构进行探讨,选用拉伸膜热成型真空包装并设计其包装形式使其适合自动化生产,为粽子产业的包装自动化奠定基础。
1 粽子产品与包装要求
粽子的主要原料是糯米及其他谷类农产品,内部加有不同种类的馅料,外部裹有粽叶,通过棉线扎制成型,经沸水煮熟后即可食用[3]。常见的粽子真空软塑包装形式为四边封袋抽真空包装,包装容量从1只到6只,市售常见净含量为60g~300g/只。根据生产工艺、保鲜方式、口味和地区不同,可对粽子进行划分[4-6],具体分类方法见表1。
表1 粽子分类
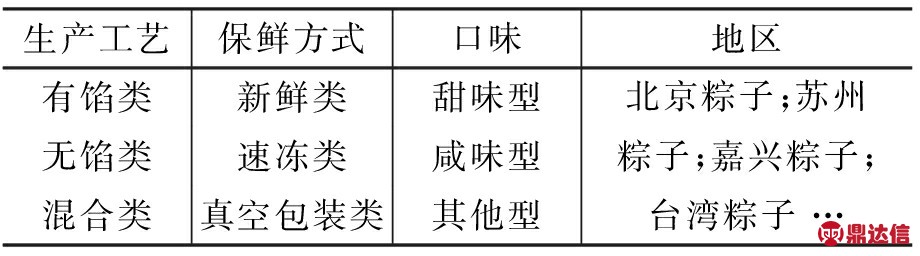
针对现有粽子包装存在的问题,提出以下设计要求:(1)外形美观,内填物清晰可见;(2)贴合粽子形状,减少抽真空后的褶皱;(3)方便装填,提高自动化生产效率;(4)有足够强度,安全可靠,同时材料柔软,避免戳破划伤。
2 新型真空包装方案
2.1 包装基本形式
以容量为4只装100g粽子的包装为研究对象,单只粽子的简化模型及测量方法如图1所示。
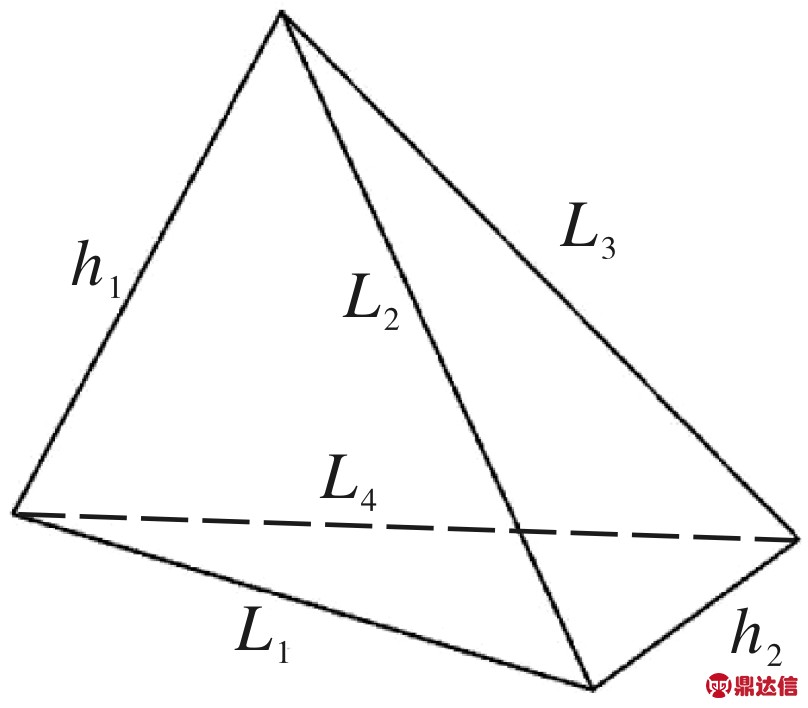
图1 粽子简化模型及测量方法图
取多个市售100g粽子进行测量,得出相对的两条边h1≤60mm,h2≤70mm,而其余4条边L1≈L2≈L3≈L4≤100mm。
图2即为新型的拉伸膜包装形式,其设计的思路是将包装容器做成相对称的两半,合并到一起后形成一个完整的包装[7]。这种新型包装形式,结构简单新颖,成型方便,软塑膜材料的选用兼顾了内容物可见和柔软安全的要求,成型后贴合粽子形状的型腔更有利于快速装填产品,同时减少抽真空后的褶皱。在这种包装结构的基础上,根据不同的粽子数量改变模腔的形状,以适应包装要求。
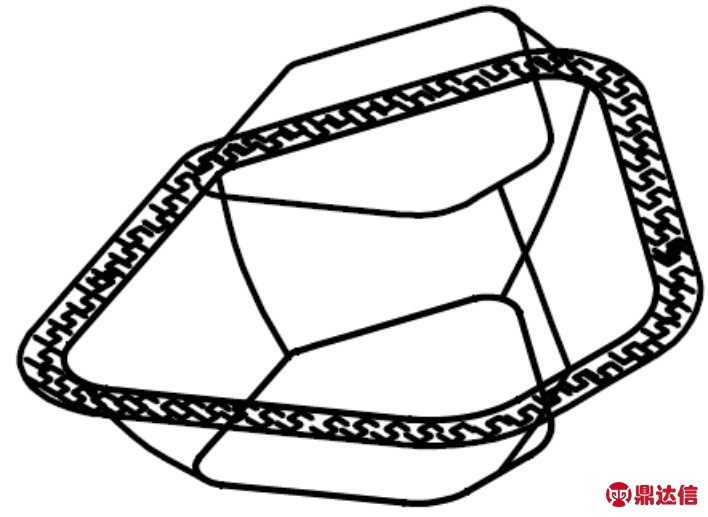
图2 拉伸膜包装模型图
2.2 包装工艺过程
传统的拉伸膜包装由于只是下膜成型为容器,装填物料后再在上面覆盖一层平膜进行抽真空、热封完成包装,在抽真空时只需把平膜准确覆盖在下膜上即可。但是对于本文提出的新型包装结构,采用上下膜对合成型封合,如果采用传统的包装成型工艺,在抽真空时由于压力的作用容易使已经成型的容器变形造成上下膜容器的错位与偏移,影响包装质量。为了解决这一问题,在抽真空之前先对对合的容器进行预封,然后进行抽真空封合,这样既可以顺利地完成抽真空,又可以保证包装的准确性和完整性。图3为粽子新型包装结构预封示意图。
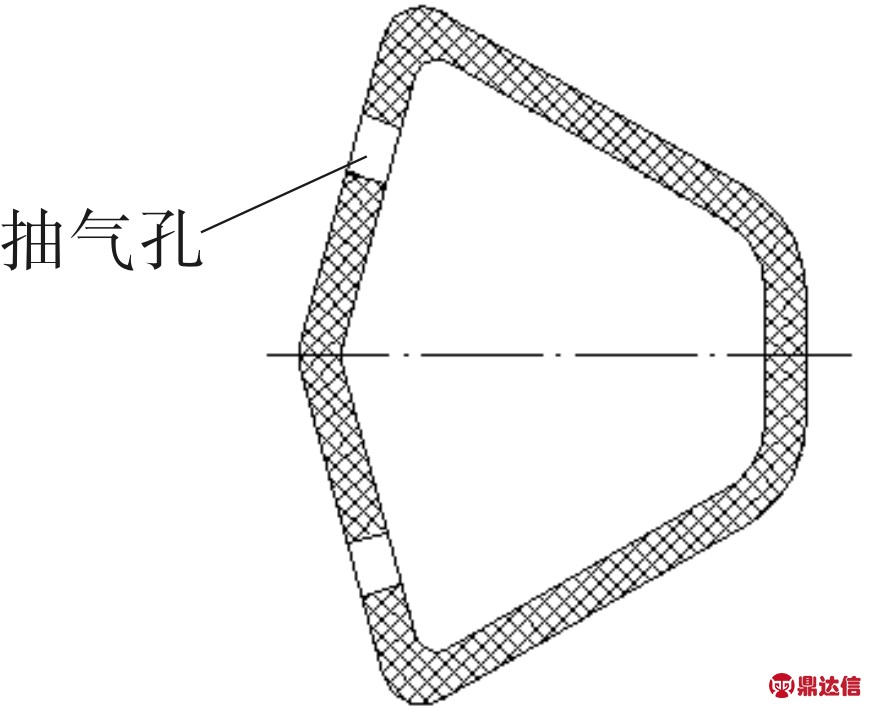
图3 结构预封示意图
如图3所示,在抽真空之前对包装进行预封,保证了包装的异形轮廓的完整性,同时留有抽气孔,方便进行抽真空,完成抽真空后,再将抽气孔进行热封。
整个热成型包装工艺由薄膜输送系统、上下膜引导系统、上下膜预热及热成型区、装填区、真空热封合区、模切区、边料回收装置以及控制系统组成。底膜在传动链条的传动下进行精确步进传动,在底膜成型装置的模具和真空作用下形成特定腔室,经过充填工位时进行机械或手工充填;上膜同时也形成特定型腔,经传动链条和导向辊作用与充填好粽子的下膜精确合膜;经过切口装置切口后进入抽真空封口装置进行预封口并抽真空,抽真空完成后再对预封留下的抽气孔进行二次热封,保证包装的密封完整性;随着传动链条的转动,产品进入模切装置进行模切,形成包装产品,多余的废料薄膜通过余料收卷装置卷收,包装工作完成[8]。
2.3 包装材料选用
粽子一旦与外界大气接触就容易腐败变质,未包装的粽子保质时间只有3~5天。为达到提高粽子保质期,同时不污染粽子的目的,粽子产品的包装材料需要具备以下相关性能:(1)较强的机械性能、防爆防撕裂;(2)阻隔空气能防水防潮;(3)无毒无味无害,符合食品、药品使用标准;(4)能耐高温和低温,耐油。另外,真空包装要求材料具有一定的耐压性、气密性以及机械适应性,热成型包装要求材料对产品具有保护性、成型性、透明性、真空包装的适应性和封合性。粽子包装的成型需要较高的拉伸强度,同时包装后的产品需经过高压蒸汽灭菌,所以对热封性要求也较高。
未拉伸的尼龙(PA)薄膜具有突出的伸长率,主要用于深拉伸包装,尼龙薄膜同时具有透明性好,耐热、耐寒以及耐油性好等优点,但热封较为困难。常见的热封合材料为聚乙烯(PE)和聚丙烯(CPP),聚丙烯在阻隔性上,具有优良的防潮性和抗水性,同时防止异味透过性较好。在机械性能上,它的热性、抗张强度、硬度及耐磨性优于PE,常作为高温蒸煮袋的内层材料,根据粽子的包装特性要求,选择真空包装材料为PA/CPP复合薄膜[9]。
3 典型粽子包装结构设计
3.1 4只装粽子包装形式设计
在4只粽子包装形式设计过程中,秉承上下膜成腔的设计思路,充分利用粽子的对称性,设计出新的包装结构,以结构紧凑、美观并且易于脱模为目的,采取三种排布方案:(a)“蝴蝶”型,(b)“四叶草”型,(c)肩并肩型,如图4所示。
图4中,(c)方案较之(a)、(b)方案结构更为紧凑,且肩并肩型摆放可以使粽子鼓出的面相贴,摆放更加稳定、简单,另外考虑到薄膜利用率的大小也是反映包装形式好坏的重要标准,因此选择(c)方案作为研究对象,进行进一步的包装结构设计。

图4 4只粽子排布方案
3.2 包装结构参数设计
新型粽子真空包装形式需经过热成型,参考真空成型塑料容器的成型设计方法,采用阴模成型,并且上下膜结构近似相同,因此可按单膜成型前后的结构以及参数方案设计[10]。
(1)成型前材料结构
成型前所需要的材料平面ABCDO′A如图5所示。
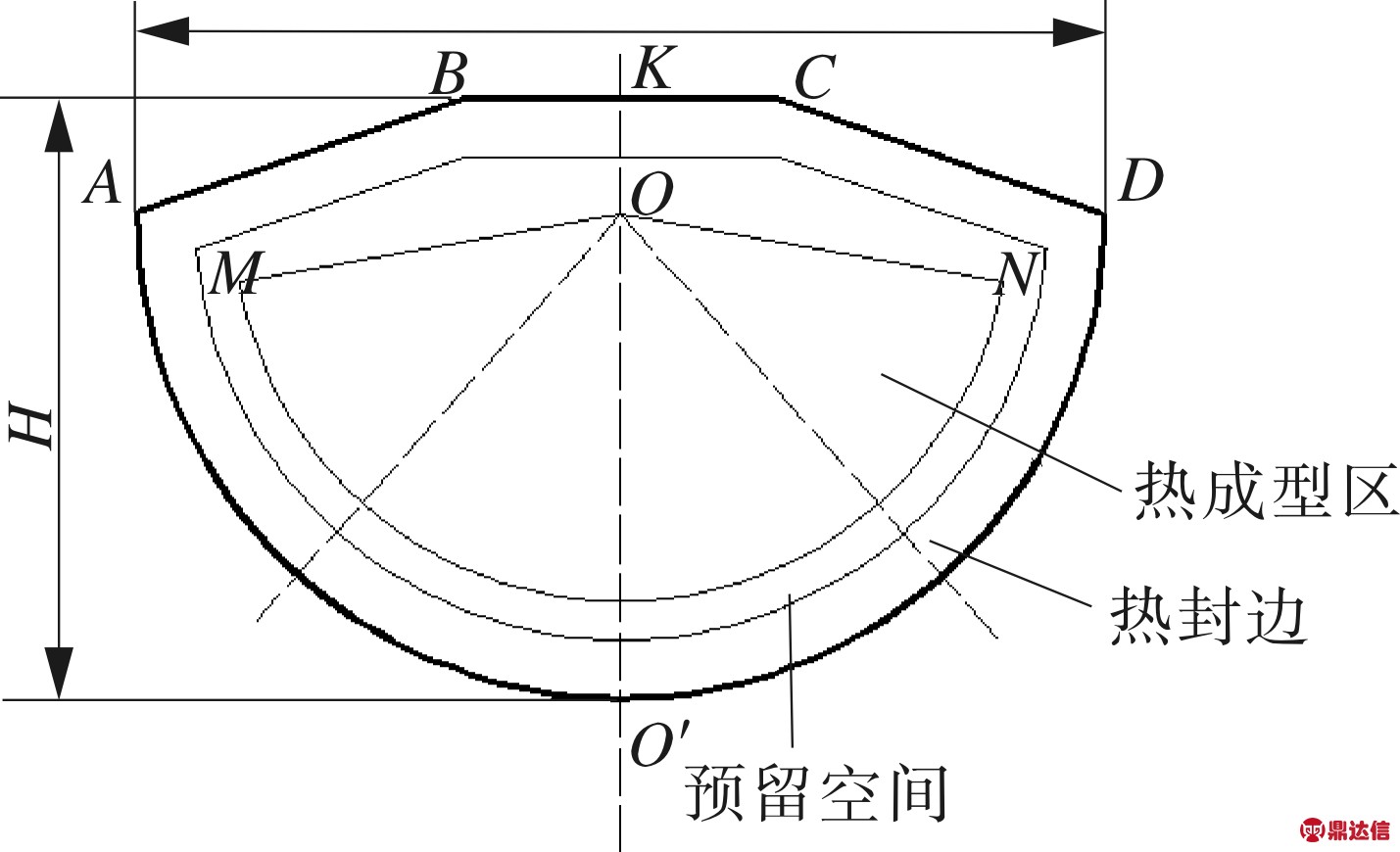
图5 成型前材料平面展开图
图5中圆弧AD以O为圆心,BC与∠MON平分线OO′垂直。其热封边宽15mm,其余面为包装预留空间。热成型面为MONM,其中圆弧MN以及圆弧AD的圆心为O。由经验和试验确定各参数取值为:L=250mm,H=150mm,∠AOD=180°,OA=125mm,BC=80mm。
材料面积:
SABCDA=SAODO′A+SAODCB
(1)
其中由图5可知:

带入所需参数,可求得包装所需材料面积为SABCDA=28668.69mm2≈0.029m2。
(2)成型后主要部分结构设计
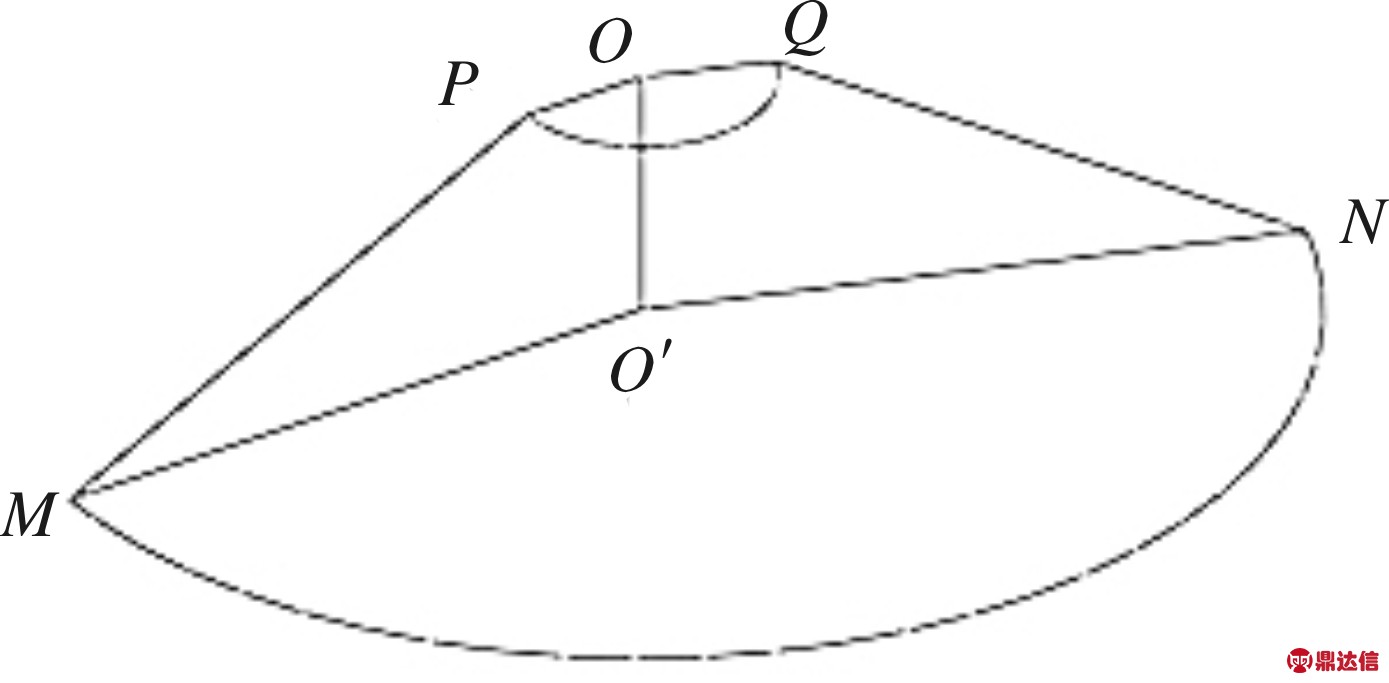
单膜拉伸前热成型部分为图5中扇形MON,成型后立体结构如图6所示,平面结构如图7。成型深度为h,成型后顶面为扇形OPQ。由经验和试验确定各参数取值为:h=40mm,∠MO′N=∠POQ=160°,O′M=O′N=100mm,OP=OQ=20mm。
图6 热成型后材料立体结构图
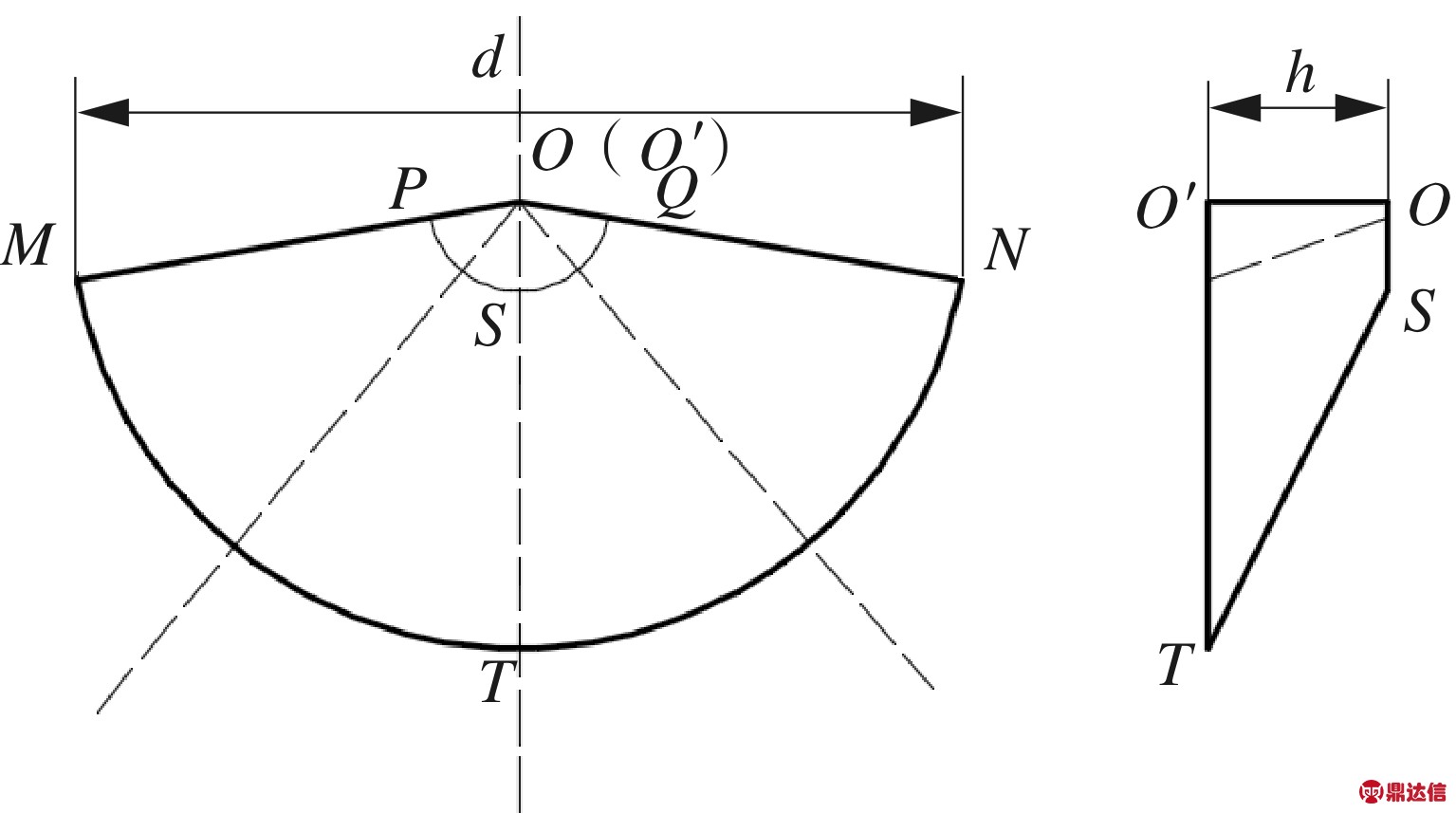
图7 热成型部分成型后材料结构图
热成型部分面积:
SMO′NM=πO′M2×∠MO′N/360°
(2)
带入参数可得热成型部分面积为:
SMO′NM=13962.63mm2
热成型后的单膜总表面积:
S总=SOO′MPO+SOO′NQO+SOPQ+SPQNMP
(3)
其中:
SOO′MPO=SOO′NQO=(OP+O′M)OO′/2
=(OQ+O′N)OO′/2
SOPQ=πOP2×∠POQ/360°
SPMNQP=πST左视图(OQ+ON)×∠MON/360°
带入参数,可求得热成型后表面积为S总=20344.78mm2。
所使用的材料的厚度直接影响真空成型制品的厚度[11],材料厚度T的公式:
T=S1T1/S
(4)
式中 T ——塑料材料的最小厚度 /mm
S1——制成品单面总面积 /mm2
T1——制成品所需平均厚度 /mm
S——成型机夹持的材料面积 /mm2
计算可得基于本设计的塑料材料厚度计算公式为:
T=S总![]()
(5)
式中 SMO′NM ——热成型部分面积/mm
T均——粽子真空包装保存所需的平均材料厚度/mm
式(5)即为根据粽子真空包装所需平均厚度T均推出的该新型粽子包装薄膜材料厚度T的计算公式,可以依据此公式及保质所需的包装材料平均厚度求出所使用的塑料材料应达到的最小厚度。
4 结束语
针对粽子这一包装对象,分析其物性条件与包装要求,结合热成型真空包装工艺,提出一款新的真空包装结构,对4只装粽子进行真空包装结构及工艺设计。确定包装材料为PA/CPP复合薄膜,设计并计算出所需包装材料及热成型部分结构,得出所需材料面积为0.029m2,最后根据制成品平均厚度推出热成型所需薄膜材料的厚度计算公式,推算所需材料厚度为成型后平均厚度的1.46倍,为粽子的自动化包装生产设计提供了理论依据。


