
摘要:针对当前快递包裹普遍采用纸质包装而带来的材料浪费与包装效率低等问题,提出一种基于气膜保护的货件快捷包装方法,设计了以空气作为缓冲介质的气膜保护型快递包裹件自动包装机. 该机由螺杆导轨约束型的拉膜机构、气缸引导升降型的封口机构、基于气缸伸缩的吸(充)气机构、可缓冲防撞的活动升降平台机构、气缸驱动升降的切断机构以及就位安装机架等6大部分组成,并采用单片机对各机构的协同工作进行自动化控制,可快捷完成快递包裹的适应调整、拉膜覆盖、真空抽吸、加热封口、充气成形和分离出货等工序任务,由此实现了快递件包装作业的节约、绿色、安全、可靠及高效运作. 实物样机试验表明,本文设计的气膜裹包型自动包装机能够利用多种规格材质及厚度的包装膜料,籍此有效拓展了该包装机的适用范围,并丰富了面向快递业包裹件自动包装机械的种类.
关键词:快递包裹;气膜保护;自动包装机
随着网购量的快速增长,快递行业迎来了前所未有的机遇和挑战. 面对海量的各色货件,对其进行绿色环保的快捷包装成为快递公司迫切需要解决的课题[1]. 为了解决这个棘手难题,目前市场上涌现出众多类型的快递包装机械,其中又以纸箱包装机械占据着垄断地位. 一般地,传统纸箱包装机械的作业程序比较繁杂,主要流程包括:首先展开纸箱;其次将物品放入成型的纸箱内并在物品周边加入缓冲物;最后将纸箱盖合上并打上经纬绑带或者黏糊上封口胶带. 实践表明,上述基于纸媒的包装方法存在有诸多弊端:一方面它需要耗费大量的纸箱和缓冲物材料而不符合节约型生产和绿色环保的理念,另一方面它需要完成繁多的包装作业程序而致使其包装效率低下,尤其在充填缓冲物的环节过程,由于动作复杂而必须依赖人手完成,也因此严重影响到货物的包装效率[2]. 针对传统纸箱包装浪费材料和不利于自动包装的固有缺陷,本文另辟蹊径提出一种基于气膜保护货件的自动包装机概念,其特色在于以空气介质作为缓冲物,利用气膜在物件的周围形成有效的保护层,籍此有效解决缓冲材料浪费及其自动充填的难题.
1 气膜保护型包装机的结构设计
1.1 总体机械设计方案
本文提出的气膜保护型快递包裹件自动包装机由6个机械部分所组成,它包括螺杆导轨拉膜机构、气缸升降封口机构、气缸伸缩吸(充)气机构、可压缩的活动升降平台机构、气缸升降切断机构和就位安装机架,如图1所示. 其中各机构由电机或者气缸进行驱动,并通过单片机控制各个机构的协调工作,因此本文的气膜保护型快递包裹件自动包装机属于典型的机电气一体化的设备装置,该包装机的工作原理及流程是:1)将货品放置于包装膜当中,并将包装膜拉至活动升降平台上;2)气缸伸缩吸气机构伸出吸气管,对包装膜内部进行抽气减压,此时包装膜收缩贴紧货物,起到固定货物位置的作用;3)抽气减压的同时,气缸升降封口机构运动,发热框下降,对包装膜进行第一次热封口,目的是保持货物的定位效果;4)当包装膜完成第一次热封后,气缸伸缩吸气机构缩回,吸气管退出,于此同时,发热框上升;5)螺杆导轨拉膜机构开始工作,将膜往反方向拉取,直至完全覆盖在货物上,准备第二次封口;6)气缸伸缩充气机构伸出充气管,充气管对塑料袋内部进行充气增压,形成气囊保护物品;7)充气增压的同时,气缸升降封口机构运动,发热框下压,对包装膜进行第二次热封口;8)当充气完成后,包装机气缸伸缩充气机构缩回充气管,气缸升降切断机构工作,切刀上升,切断连接出袋机构的包装膜,热封框上升;9)取出包装好的物品,将螺杆导轨拉袋机构复位,准备下一次的包装.
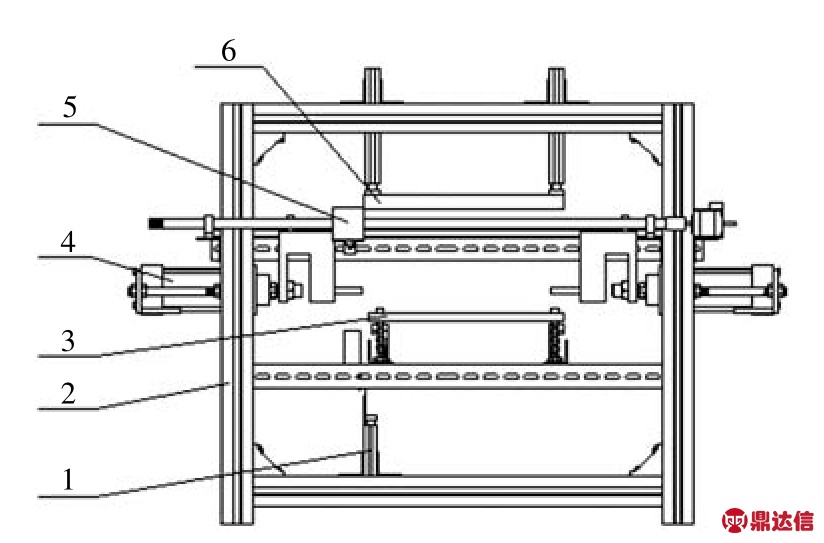
图1 包装机机构示意图
1.气缸升降切断机构;2.机架;3.活动升降平台;4.伸缩吸气机构;5.螺杆导轨拉膜机构;6.气缸升降封口机构
由上可知,影响物品包装质量的流程包括2)、3)、6)和7). 步骤2)是对包装膜抽气减压,达到固定物品位置的目的;而步骤6)则是对包装膜充气增压,形成的气囊对物品起到抗震、抗冲击的保护作用;由于抽气和充气使用同一个气泵,因此抽气和充气的功率相同,抽气和充气的效果取决于气泵的工作时间,通过单片机控制气泵的工作时间,从而使抽气和充气效果达到最佳. 步骤3)是第一次封口,此时包装膜要封口的厚度是单层包装膜厚度的两倍;步骤7)是第二次封口,此时包装膜要封口的厚度是单层包装膜厚度的四倍,考虑到两次封口的包装塑膜是同一种材料,所以发热框的温度不用改变,两次封口的效果取决于发热框封口时间,可通过单片机控制发热框的封口时间,使两次封口都达到理想效果.
1.2 包装机关键机构设计
1)螺杆导轨拉膜机构
螺杆导轨拉膜机构运用了螺杆传动的原理,以导轨滑块和光杆滑块为约束构件,进而带动拉杆水平运动,从而达到拉膜的目的. 由于启动拉膜时,电机所受负载较大,所以由单片机控制先低速启动,然后再逐级进行增速调速控制,以此加快拉膜的速度并达到节约包装时间的目的.
2)气缸升降封口机构
气缸升降封口机构主要运用气缸升降并带动发热框,从而实现包装膜的两次封口. 其中由数显温控模块控制发热框的发热温度. 为了减少包装时间,并保证包装膜的封口质量和满足安全要求,对气缸升降封口机构设计了慢速工进和快速返回运动.
3)气缸伸缩吸(充)气机构
由于设计运动轨迹为直线,为减少辅助时间需快速运动,不需要太精确的定位控制要求,所以该机构选择气缸为动力,其中气管连接于气缸的伸缩杆上. 该机构通过气缸伸缩改变气管的进退,从而实现包装膜的吸气和充气功能.
4)可压缩的活动升降平台机构
在升降平台上开设有安装孔,用螺栓将升降平台与机架固定,而螺栓上套有弹簧,置于升降平台与机架之间. 当发热框下压对包装膜进行封口时,弹簧受力后压缩,升降平台下沉,此处弹簧可降低气缸所受的负载,保证气缸的使用寿命,同时给予包装膜封口一定的压力,保证封口的质量.
5)气缸升降切断机构
当完成充气及包装膜封口操作之后,气缸升降切断机构开始工作,此时气缸上升并带动刀片对包装膜进行切断,切断完成后,气缸下降,刀片缩回.
2 包装机控制系统设计
气膜保护型快递包装机的自动控制系统主要由气动模块、数显温控模块和单片机控制模块等3大部分组成. 其中气动模块的功能是提供稳定合适的气压,并实现各个气缸的平稳运动;数显温控模块的主要功能是调节发热框的发热温度,并实现对不同材料包装膜的封口;单片机控制模块的功能是控制各个机构的运动情况和发热框的封口时间,该模块是整个控制系统的中枢. 控制系统工作流程图如图2所示.
系统的控制模式包括手动控制和自动控制两种模式. 手动控制模式是通过设置按钮,人工逐次控制各个机构的运动,以此完成包装过程. 自动控制模式是在按下起动按钮后,各个机构由单片机进行控制,整个包装过程自动完成.
气动模块由气源、气压调节装置、气动控制阀和气缸等部分组成,升降封口机构的动力元件为双轴气缸,伸缩吸气和充气机构的动力元件为单轴气缸,切断机构的动力元件为双轴气缸,分别由两位五通电磁阀控制. 各气缸支路都连接有调压阀和节流阀,气路由三联件控制总气体流量、调节气路气压,使气缸平稳运行. 气动系统连接示意图见图3.
数显温控模块由数显温控器和发热框组成,数显温控器可输入的数值为50~200°C,对应发热框的可调温度同为50~200°C. 单片机控制模块由STC单片机、降压元件、两位五通电磁阀、气泵、步进电机驱动器等组成,通过控制步进电机来控制拉膜的距离. 当接通气泵的电源后,气泵的进气口可以实现吸气过程,气泵的出气口可以实现充气过程,两功能之间的切换由一个三通气阀来实现.
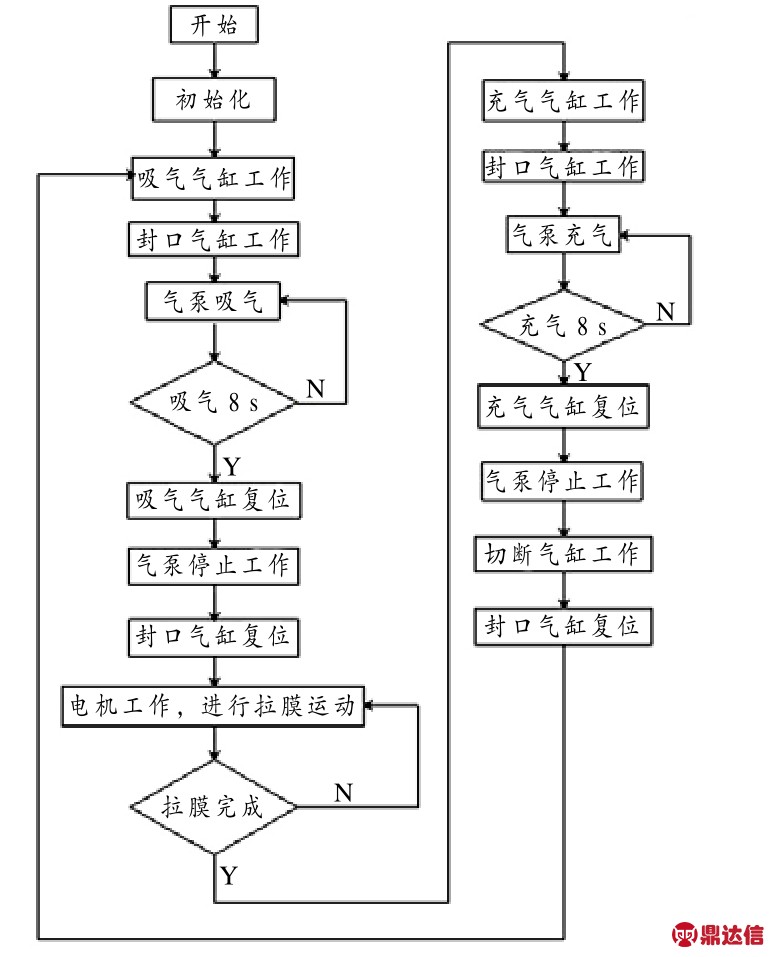
图2 控制系统工作流程图
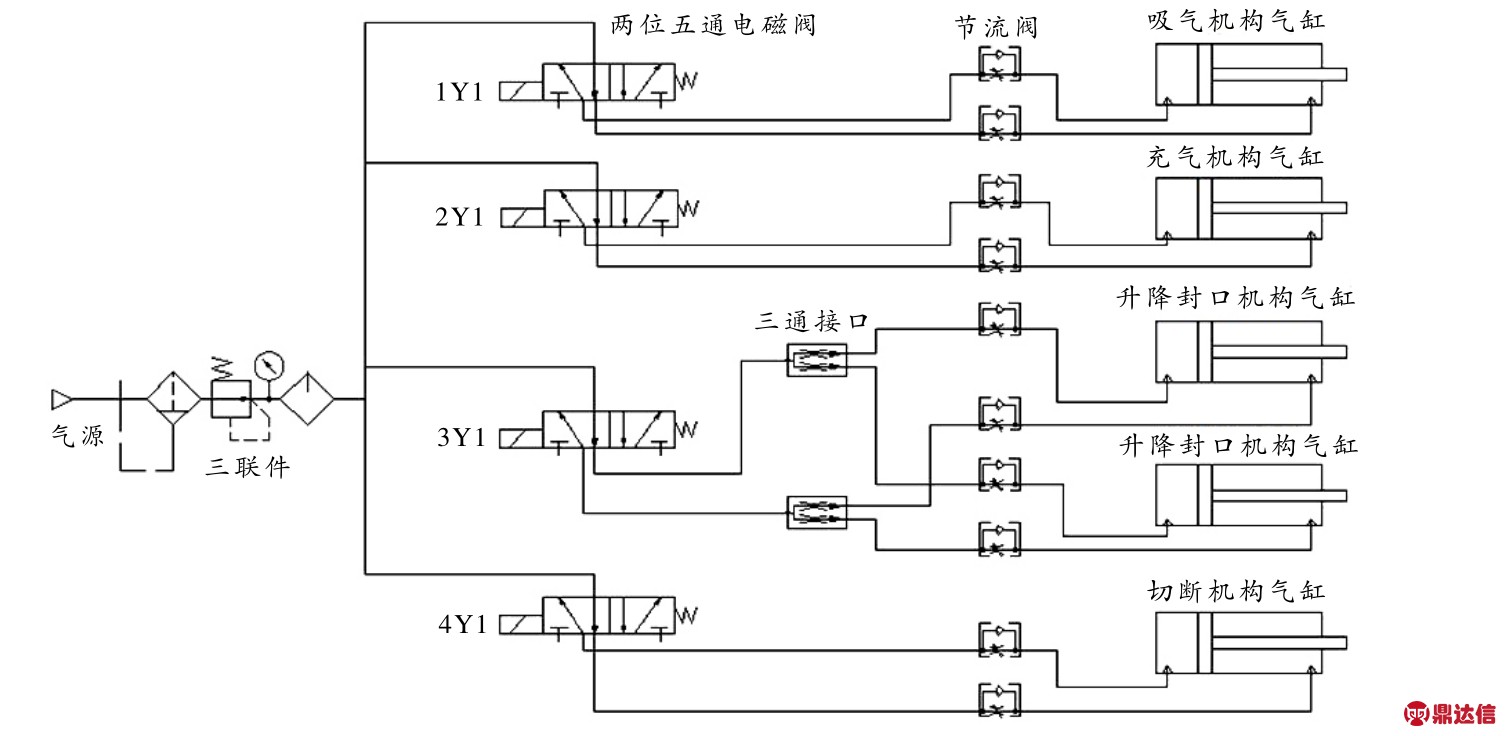
图3 气动系统连接示意图
3 不同包装膜材热封工艺参数介绍
3.1 相同材料不同厚度的包装膜材参数试验结果
以材料为PE、单层厚度为0.03 mm的包装膜为测试对象,PE的熔点在105~120°C范围之内. 气膜保护型快递包装机要完成对一个物品的包装,需要对包装膜进行两次封口. 根据实际测试,调定发热框的发热温度为115°C. 第一次封口时,需要封口的包装膜总厚度为0.06 mm,其封口时间为8~10 s;第二次封口时,需要封口的包装膜总厚度为0.12 mm,其封口时间为13~15s. 通过对物品的包装实验,测试其包装效果. 实验表明,两次封口均可保证封口的气密性.
3.2 相同厚度不同材料的包装膜材参数试验结果
以材料分别为PE和PVC、厚度同为0.03 mm的包装膜为测试对象. PE的熔点在105~120°C范围之内,PVC的熔点在130~180°C范围之内. 当采用PE材料进行包装时,发热框的温度需要设定为115°C. 第一次封口时,需要封口的包装膜总厚度为0.06 mm,其封口时间为8~10 s. 第二次封口时,需要封口的包装膜总厚度为0.12 mm,其封口时间为13~15s. 当采用PVC材料进行包装时,发热框的发热温度设定为150°C,第一次封口时,需要封口的包装膜总厚度为0.06 mm,其封口时间为6~8s.第二次封口时,需要封口的包装膜总厚度为0.12 mm,其封口时间为12~14 s. 由于发热框的实际发热温度和设定发热温度存在差异,受周围环境的影响,在发热框的实际发热温度和设定发热温度有较大差异的情况下,可通过调整包装膜封口的时间来获得理想的包装效果.
从以上两种材料包装的测试效果来看,由数显温控器控制的发热框能实现同一材料不同厚度包装膜和同一厚度不同材料包装膜的封口,并可以获得理想的封口效果,所以发热框的设计符合实际应用的要求.
4 结束语
本文在分析与结合现有快递包装方法的基础上,提出了一种气膜保护的快递包装创新方法,设计了气膜保护型快递包裹自动包装机,其特色在于:1)在包装方法上进行了创新,传统的包装方式使用一些实体作为填充缓冲物如泡沫塑料、小体积气包袋等,对包装和拆装会造成一定程度的不便,而且拆装后填充材料的处理也是一个问题,本文使用空气作为填充缓冲物,可有效地解决材料浪费和自动包装的问题;2)在结构设计上进行了创新,为了满足复杂包装过程的需求,设计了多种巧妙有效的结构,如使用柔性管及弹簧结构来补偿工作过程中所需要应对的各种位置误差,包括伸缩气管连接件、拉杠连接件和弹簧补偿位置连接件等,这些连接件易于操作和维护更换,并具有较大的位置误差容错功能;3)在技术集成方面进行了尝试,气膜保护型快递包装机集成有机械传动技术、气动技术、热熔合封口技术和数显温控调节技术等多项技术,并通过单片机实现对各机构的自动化控制,该包装机还能适用不同厚度的包装膜材,并能适应不同规格尺度的快递货件,可有效拓展包装机的使用范围. 籍此通过智能控制实现快递物品包装的自动化. 综上,本文提出的气膜保护型快递包裹自动包装机实现了快递件节约、绿色环保和高效的包装,是现有快递包装机械的一个有益补充.


