
摘 要: 我国的数控机床制造无论是品种还是数量,目前都处在世界前列。但制造质量,与国外产品相比还存在较大差距。数控机床质量的优劣不仅取决于设计、选材、加工、制造等过程,机械组件的装配也是其重要的一个环节。基于某一类型的数控机床装配程序,从主机就位、电机安装、导轨支架安装、拖链安装、行程开关安装、气控柜安装等方面介绍其装配及调试过程需注意的要点,为我国数控机床制造企业制定标准化装配流程做一个讨论参考。
关键词:数控机床;机械组件;装配程序;标准化
0 引 言
数控机床是一种典型的机电一体化产品,综合反映了计算机技术、自动控制技术、精密测量技术和机构设计与制造等最新的成果。装配过程作为数控机床生产制造流程的主要环节,占有很重要的地位,是产品可靠性和安全性的重要保障[1-2]。笔者通过对某一类型数控机床装配及调试过程需注意的要点进行分析,为企业制定标准化装配流程,保证机械装配的正确性、合理性、准确性,指导生产施工过程中的规范性从而控制和提高产品制造的质量,降低装配故障率,提供有价值的参考。
1 机床相关参数
以常州创胜特尔有限公司生产的某一数控机床为例,讨论分析机械组件的装配流程及其要点。机床型号为TOM850A(如图1所示),基本参数:FANUC 0i Mate-MD立式三轴加工中心,SV主电机与主轴构成了机床的主驱动,X、Y、Z三个数控进给轴,三轴电机均为交流伺服电机,电机本身都带有高精度绝对式脉冲编码器。床身抗振性强,刚性好,确保机床的加工精度和长期稳定性。滑动导轨为矩形式,导轨副磨擦阻力小,低速进给时无爬行现象。主轴最大转速8 000 r/min,功率7/11 kW,最大进给速度15 m/min,直线定位精度0.008,直线重复定位精度0.006 ,刀库容量24把刀。
2 机床装配程序
2.1 机床主机就位
放置好调整垫,将主机就位,按装箱单清点主机,附件应齐全。检查主机在运输过程当中有无损坏,如损坏应及时告知运输商、供应商,并拍照留档。拆去锁紧平衡块的螺丝,把主轴箱平衡块放置最低位置。去除中拖板、工作台的锁紧螺丝。调整主机的水平,保证所有垫铁均受力。清洁导轨、丝杆及电机的安装板,并上清洁机油防锈。
2.2 机床电机安装
(1) 伺服电机安装
使用煤油清洗电机过渡板和电机安装面。检测电机过渡板的联系尺寸,验证无干涉的情况发生方可安装。用工装检查电机过渡板的孔与丝杆轴的同轴度在0.05 mm以内,保证电机轴和丝杆同轴,以免扭曲,损坏联轴器。测量丝杆连接端与过渡板端面的尺寸,把联轴器连接到电机轴端,保证联轴器两端的连接部分均匀一致,均匀扳紧联轴器电机一端的紧固螺钉。安装电机,固定电机使用内六角螺钉,加垫圈,钻孔完毕后,清理安装部位。暂不连接丝杆,用手转动联轴器,无卡死现象。电机通电运转无异常现象后再连接丝杆。安装电机防尘、防水盖板。
(2) 主轴电机安装
使用煤油清洗电机过渡板,并清洗主轴带轮上的油污。检测电机过渡板的联系尺寸,验证无干涉的情况发生方可安装。测量主轴带轮到主轴箱上端面的距离,并做好记录,作调整电机带轮位置一致所用。安装过渡板到主电机上,注意过渡板上的腰形孔可调整接线盒的方向。主电机带轮必须与主轴带轮规格一致。主电机和带轮必须紧密联结。主电机带轮的高度必须和主轴上带轮的高度一致。主电机同步齿形带安装松紧合适,用手正向和反向转动主轴观察同步带是否轴向移动。
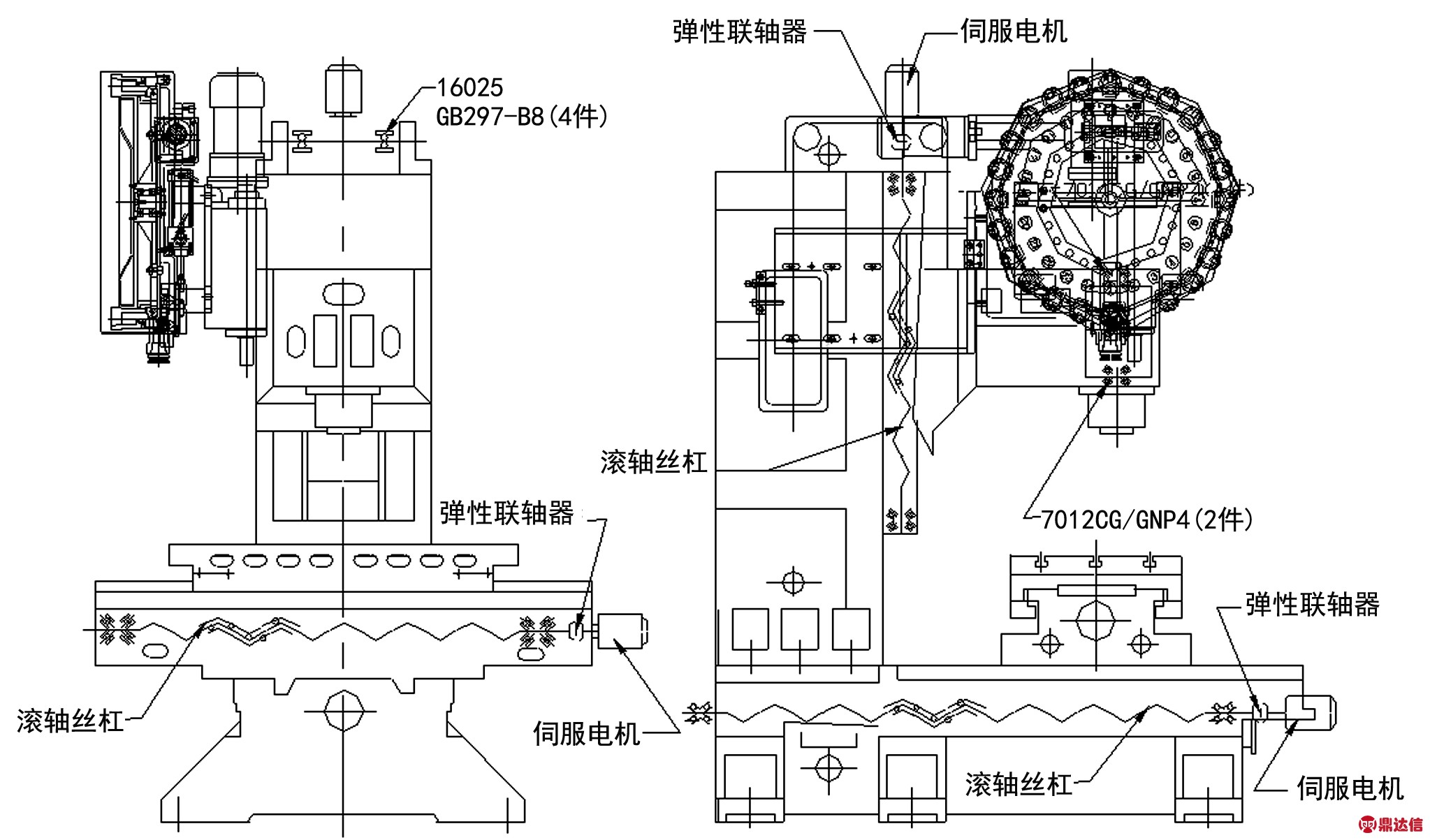
图1 机床结构示意图
2.3 导轨支架安装
清洗导轨支架,将导轨支架和导轨联接处的角倒钝,将对应的支架安装到X,Y轴拖板二侧,导轨支架与光机的结合面之间需充分紧固。安装结束后支架上表面与机床导轨面接触50 mm范围内必须低于导轨0.02~0.05 mm,全长倾斜度要保证在±0.6 mm范围之内。
2.4 机床拖链安装
根据拖链安装图进行施工,保证两端对齐垂直,确保足够的弯曲半径。拖链内电缆线、气管排列整齐,不得相互缠绕,且不能用扎带扎紧,拖链及安装支架固定牢固。
2.5 行程开关安装
床身档铁槽板,严格按尺寸锯,端口毛刺挫平。保证档铁有调整的余地,支架及槽板应垂直或平行于安装面。
2.6 导轨防护罩安装
安装之前,检查防护罩应清洁外观无损坏,手动伸缩防护罩,应滑爽。安装时防护罩应处于自然状态,不得让其强制变形。安装完毕后涂上少许润滑油,慢速开动机床,检查是否有异常的声响,是否与机床的某些部件相干涉,每层防护之间应无明显间隙。机床运行时,各轴速度应小于5 000 mm/min,磨合24 h后方可提速。三轴都正常,检查各保护动作,应正常(前提是不损伤机床)。
2.7 电气柜安装
柜内元件按电柜布置图安装。电气柜内保证干净整洁,所有器件及接线必须保证紧固。记录或备份数控系统、伺服驱动、伺服电机、主轴电机及I/O模块的型号和序列号。电气柜安装至床身,应要牢固可靠。固定使用内六角锣钉,加垫圈。
2.8 气控柜安装
柜内元件按气控柜或气控板的布置图安装。注意气动元件上的进气位置。安装在气控柜或气控板上的气控原件的气管联结长短合适、排列美观,应保证不漏气。气控柜安装至床身,应牢固可靠。固定使用内六角锣钉,加垫圈。
2.9 操纵台安装
操纵台面板安装使用半圆头十字螺钉,面板排列上下、左右对齐,居中。使用CRT显示器时必须安装散热风扇,并装滤网。
2.10 床身的连线
电缆线必须擦干净,挂电缆标识。管接头必须用扳手扳紧,外露临时线用塑料薄膜包好。暂不接的线,用包布包好线头,防止短路引发触电事故。电缆线及气管用扎带扎好,并及时修剪扎带。床身地线使用6 mm2黄绿线。
2.11 行程开关及档铁调整
首先按照图纸装好开关、档铁、档铁槽板。等到机床通电正常后,用手按一下开关对照电气原理图看PC输入输出点。﹙分清回零和超程﹚,是否和图纸一致。在手动方式下移动工作台面,当档铁离回零开关2 mm处停下,观察档铁是否完全压到开关,压下行程是否正确。
确认以上无误后,把工作台面移到中央。把方式选择到回零方式下,按下X轴回零按钮﹙注意观察台面移动方向、压到开关后是否减速﹚。等到面板上回零指示灯亮,说明回零动作正常。再把工作台面移到中央,用尺量出工作台左右端面到Y轴拖板左右端面距离是否一致。保证左右距离在丝杆一个螺距以内。
把X轴回零看系统诊断参数302。把方式选择到手轮方式下向右移动台面看系统显示机床坐标压到极限,再把台面向左移动压到极限。确认无误后,说明行程开关和档铁调整工作完成。
2.12 圆盘式刀库安装及调整
将调整检具(三联件,如图2)A件放入主轴内让主轴夹紧,检具B件让换刀臂抓住。将换刀机构上方刹车器放松(垂直于地面的电机),然后以六角扳手转动电机上方中央的螺丝,直到换刀臂到达位置,此时继续转动螺丝,换刀臂将有一段时间保持不动可确认扣刀位置。
将主轴(Z轴)移动至预定换刀点上方约2 mm。调整刀库X与Y方向(以推调整块前后完成)使刀臂换刀点与主轴换刀点位置重合。如检具C件能穿过B件而进入A件内孔则表示调整完成(用六角扳手转动电机上方中央的螺丝,使刀臂回原位)。
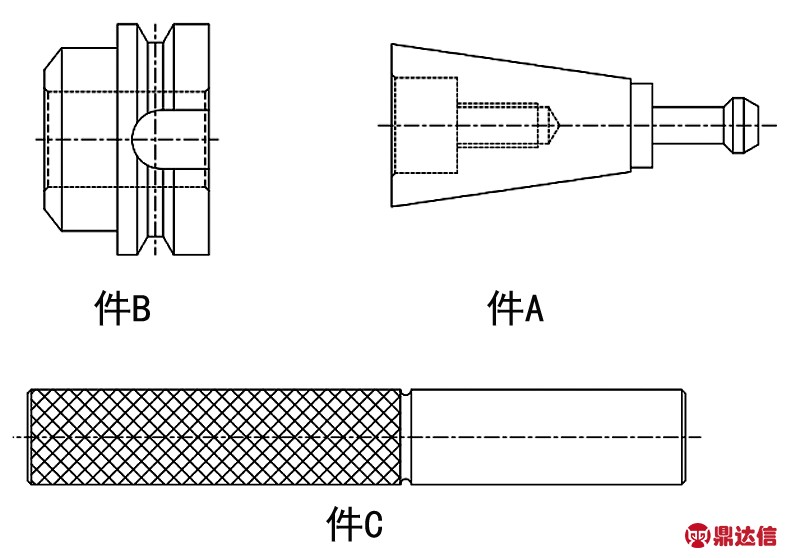
图2 刀库用调整检具(三联件)
将主轴上夹一把标准刀具。使主轴下移至换刀点﹙刀臂换刀点在Z方向座标下方0.2。此距离为主轴打刀顶刀量1/2为最佳﹚。并设定此点为Z轴换刀点座标。再用六角扳手转动电机上方中央的螺丝,使刀臂左右摆动,观察主轴﹙以主轴不转动为主轴定位角度﹚。将刀臂转回原位调整完成。
先以手动方式进行,以检查刀套倒刀,主轴松刀等动作,无误后再进行自动换刀,﹙以先不装刀先试,无误后再装刀﹚。让换刀数次后确认无不良现象发生,即整个刀库调整完成。
3 机床调试程序
机床调试的目的是使数控机床达到出厂时的各项性能指标,全面检查机床功能及工作的可靠性,待电气控制系统安装完毕之后便可进行,具体步骤如下:
(1) 首先应充分了解机床的结构与性能,熟悉各操作部位、部件的功能改操作使用方法,必须清楚各注意事项,以免损坏机床。
(2) 在机床运行之前,必须检查XYZ三向及主轴箱和配重锤的运输固定架和坚固螺钉是否已完全拆除。
(3) 在充分了解机床的结构性能的前提下,技术人员必须按要求安装好因包装运输原因而拆下的零部件以免影响机床的使用性能。
(4) 电气技术人员按照要求先连接好电气各部分的接线,然后再接通电源。应认真检查机床的电气系统是否完好,电气元器件是否受潮,若受潮应做干燥处理。
(5) 用工业汽油清洗机床油封部分直到全部洗净。在未清洗和润滑前切勿移动工作台、滑鞍、主轴箱。必须用工业汽油仔细清洗机床导轨、丝杠等部分,可将机床工作台移动到一边极限位置,将外露导轨面再加以清洗润滑,然后将其移动到另一边清洗。
(6) 在机床开机之前根据机床润滑所规定的牌号,选用高质量的和纯净的润滑油或润滑脂,对机床所有规定的部位进行加油。此外给机床冷却箱加冷却液。
(7) 联接气动单元进气口气管,气动装置的工作压范围力为4~6 kg/cm2。 机床输入动力电源为:AC3×380 V三相,电源线用横截面为6 mm2 或更大的电缆。当电网电压超过规定电压±10%时,不应开动机床。
(8) 对机床的数控系统进行试运行以检查其可靠性。如发现机床的数控系统有损坏,应立即与本公司联系,以便及时排除故障。
(9) 以上各项检查无误后,再进行空运转试车,试车时应以低速运转一段时间。在此期间,观察有无异常情况,确认正常后再逐渐提高转速。
在整个开机调试过程中,检查机床的润滑系统、操作系统、数控系统以及机床其它部分的运转情况。空运转试车时间应持续2 h。当机床运转正常、润滑充分、操纵可靠、制动灵敏时方可投入使用。
4 结 语
数控机床装备水平标志着一个国家的制造业技术水平。机械组件装配工艺流程对数控机床自身质量及安全性有着直接的影响。基于某一类型的数控机床装配程序,从主机就位、电机安装、导轨支架安装、拖链安装、行程开关安装、气控柜安装等多个方面介绍其装配及整机调试过程需要注意的要点。通过案例分析,为指导数控机床制造企业标准化生产,提高产品质量上,给予一定的借鉴经验。


