
摘要:扭矩曲线是带扭矩台肩的特殊螺纹接头上扣状态的反映,这一曲线研究对特殊螺纹接头正确使用非常重要。加工了多组极限偏差的螺纹接头,进行了实际上扣试验,对上扣扭矩曲线进行了对比分析。研究表明,扭矩曲线并非杂乱无章,曲线能够较精确地反映接头的上扣实际过程;相同加工偏差螺纹接头扭矩曲线形状相似,可重复性好;在相同环境温度,均匀螺纹脂用量的条件下,接头密封直径、螺纹直径和锥度偏差对扭矩曲线影响较大,试验给出了接头三个主要的偏差值对扭矩曲线的形状影响规律,对接头研发具有很好的指导意义。
关键词:特殊螺纹; 公差; 偏差; 扭矩曲线; 过盈
詹先觉 硕士 1986年生 2012年毕业于中国石油大学
现从事机械制造专业 电话 26641810
E-mail zhanxianjue@baosteel.com
API偏T形螺纹接头上扣终止位置由管端三角形标记确定,带扭矩台肩的特殊螺纹接头上扣终止位置,通过安装于大钳上的传感器测得的最大扭矩确定。传感器测得的扭矩曲线不仅作为上扣终止控制,而且可以反映上扣过程。
接头上扣过程影响因素众多[1],主要有:加工偏差、螺纹脂用量、环境温度等,其中,加工偏差对上扣扭矩曲线的影响最为显著,加工偏差对扭矩曲线的影响规律,国内外还未有深入研究,本文重点研究加工偏差对扭矩曲线的影响。
1 接头上扣扭矩曲线
气密封特殊螺纹接头的上扣扭矩曲线主要分为三段,螺纹上旋段、密封面过盈段、台肩对顶段。若螺纹过盈量越大,相应的螺纹段扭矩也越大;若密封过盈量越大,相应的密封段越明显;当公接头和母接头台肩接触后,台肩段扭矩迅速升高,达到最大扭矩。
理想上扣曲线如图1所示。
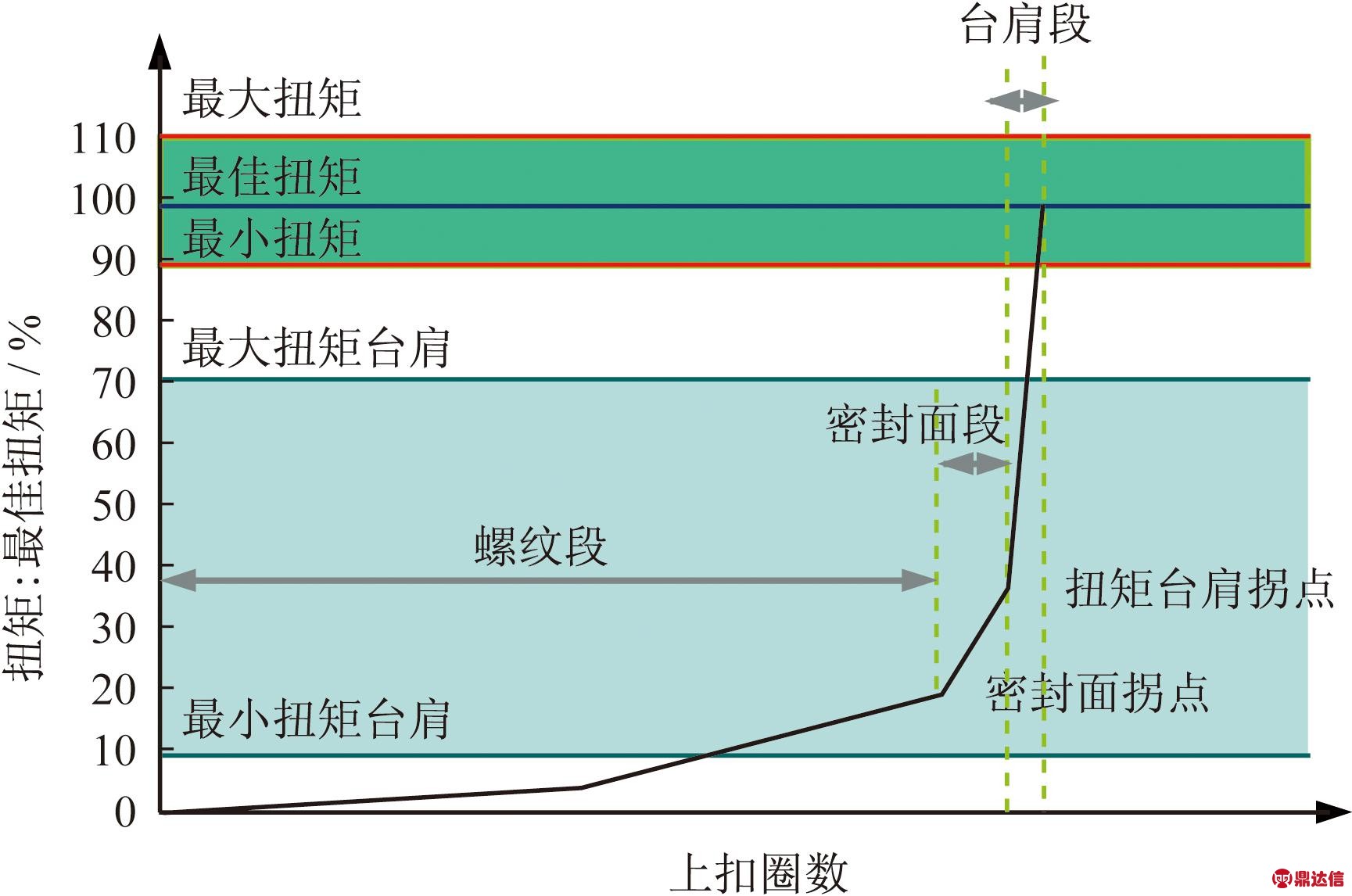
图1 理想上扣曲线图
Fig.1 Ideal make-up torque curve
2 接头加工方案及制备
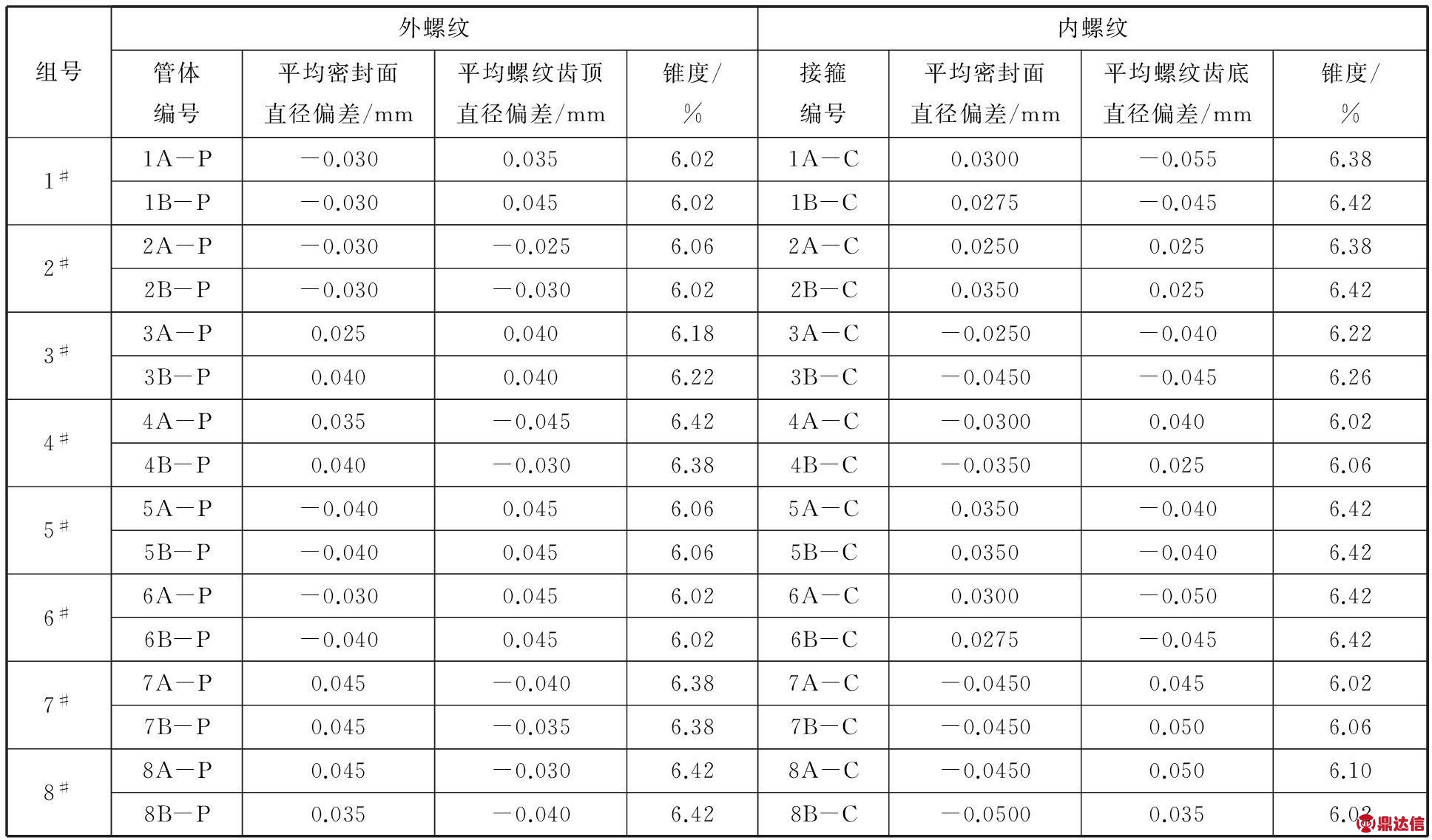
为了研究加工偏差对带扭矩台肩的特殊螺纹接头扭矩曲线的影响,根据ISO 13679 Ⅳ级标准要求,如表1所示,加工了多组国内某厂家的特殊螺纹接头。8组试样密封面直径、螺纹直径和螺纹锥度加工过盈量如表2所示。其中密封面和螺纹直径偏差为负值则表示实际尺寸比名义设计尺寸小,正值则表示实际尺寸比名义设计尺寸大,名义设计锥度为6.25%,其中外螺纹不进行表面处理,内螺纹进行磷化处理,数据在表面处理前测得。
表1 试样加工原则
Table 1 Sample processing rule
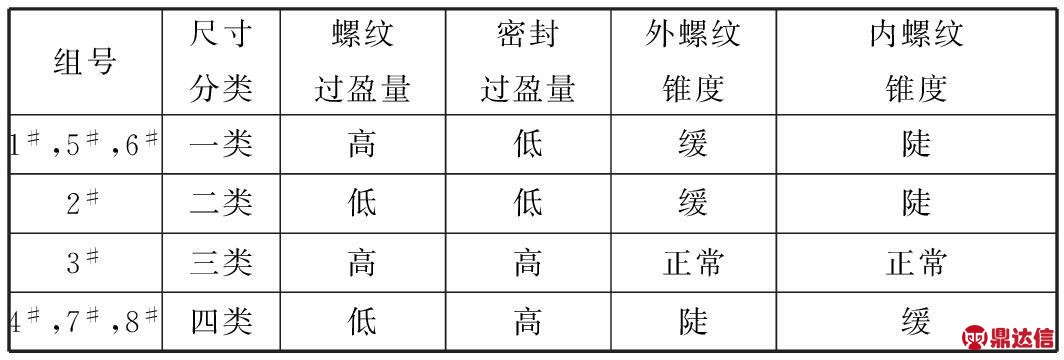
表2 试样螺纹接头偏差值
Table 2 Connection deviation values of sample
3 可靠性试验
为研究接头加工偏差对扭矩曲线的影响,采用同一批次管材,加工多组相同偏差的接头进行重复性试验和螺纹用量影响试验,验证试验的有效性。
3.1 重复性试验
按照4#样加工要求加工了2个公接头,1个接箍(两端为内螺纹),螺纹脂用量相同,均匀涂抹螺纹脂,进行上卸扣试验。接头密封面直径、螺纹直径和螺纹锥度加工偏差如表3所示,扭矩曲线如图2所示(图中“4B2”指4#样外螺纹B端第二次上扣,下同)。
由图2可知,扭矩曲线重合度很高,重复性良好。
表3 重复性试验螺纹接头加工偏差值
Table 3 Connection deviation values of repeated test
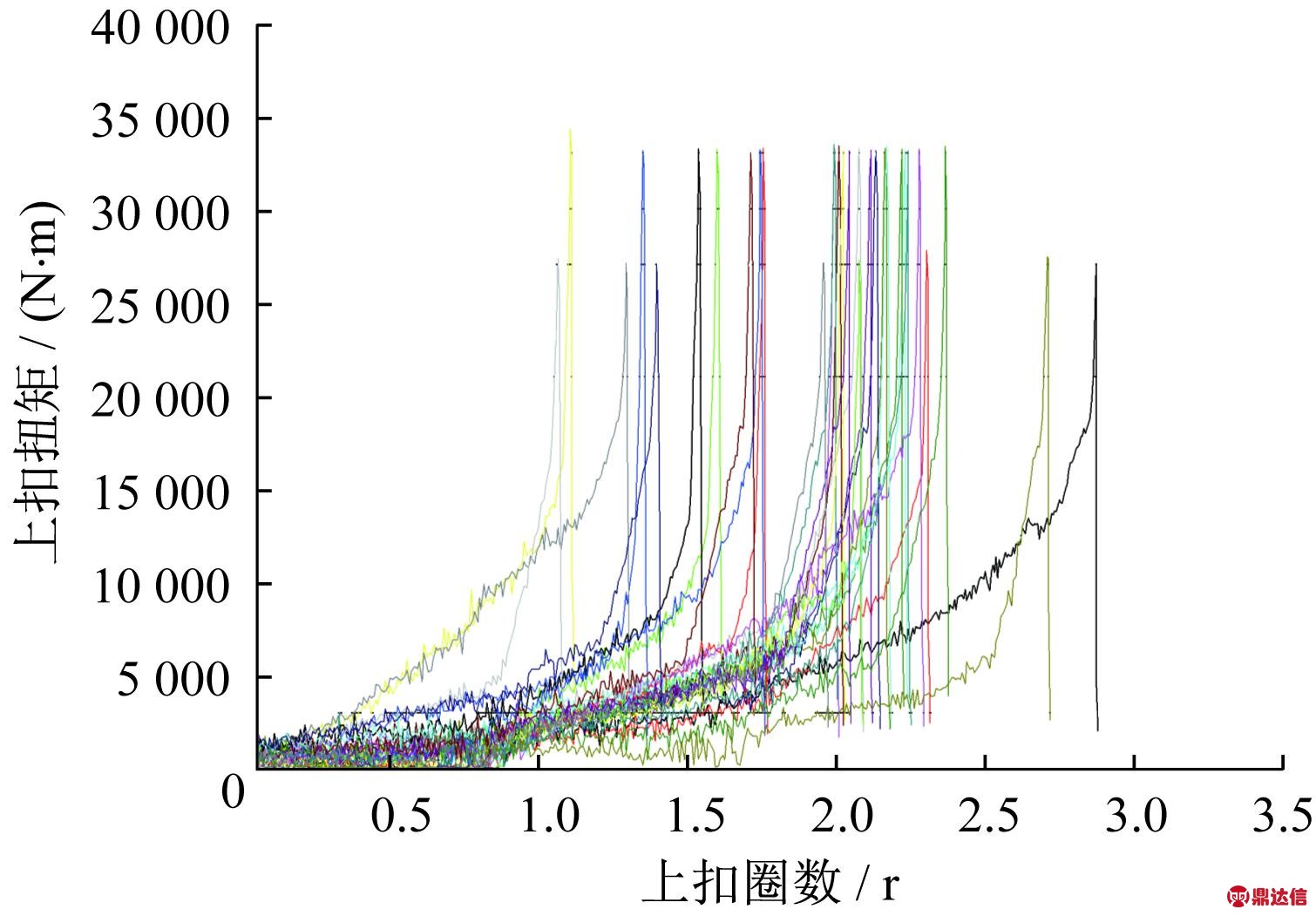
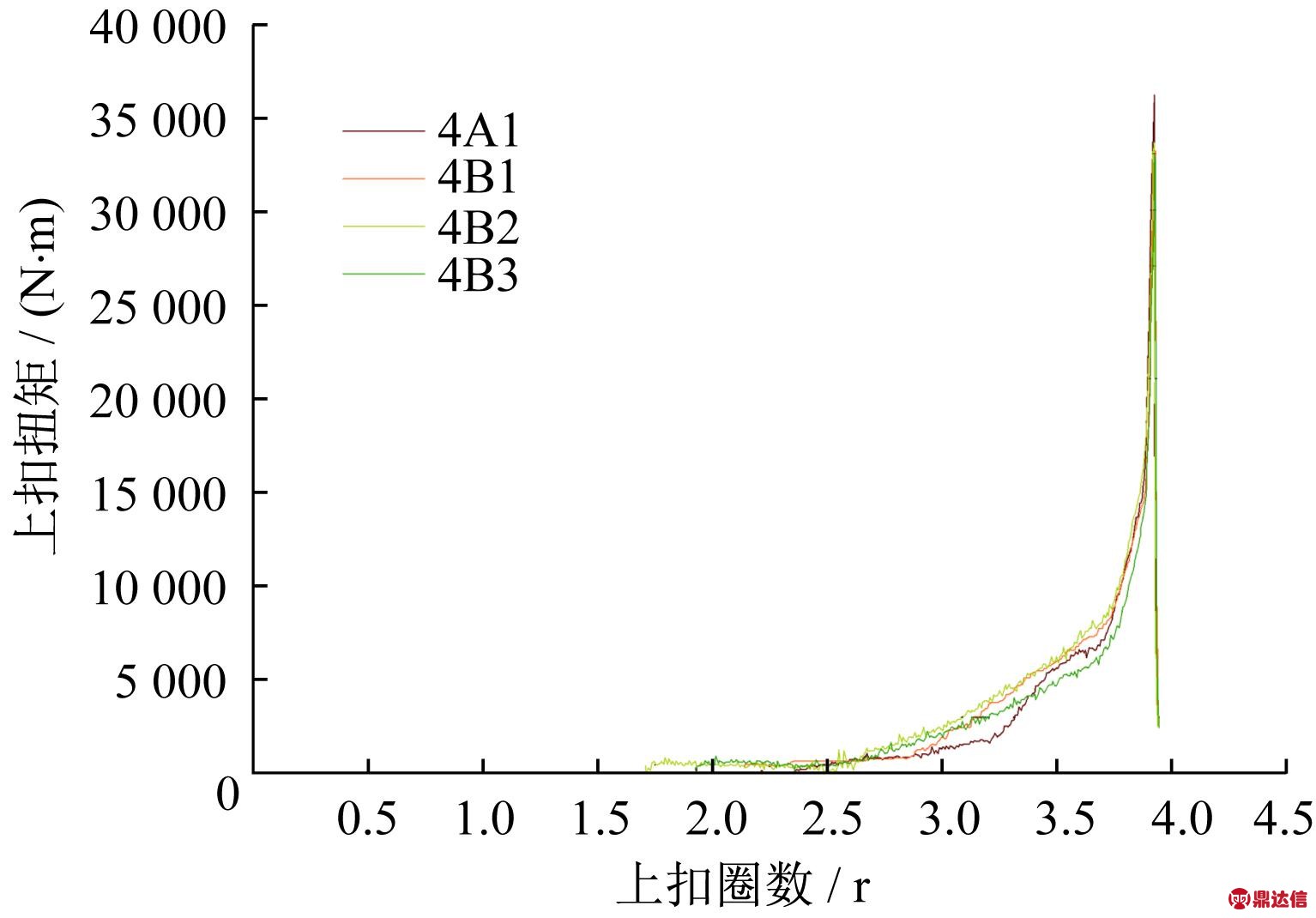
图2 重复性试验上扣曲线
Fig.2 Repeated test torque curve
3.2 螺纹脂用量对试验影响
按照3#样加工要求加工了4个公接头,2个接箍,螺纹脂用量最低或最高,均匀涂抹螺纹脂,进行上卸扣试验。接头加工偏差如表4所示,螺纹过盈量高,密封过盈量高,螺纹锥度正常,扭矩曲线如图3所示。由图3可知,扭矩曲线重合度很高,说明螺纹脂用量对接头上扣曲线影响不明显。
4 极限偏差上扣扭矩分析
8组试样偏差值如表2所示,按照标准要求进行最小或最小推荐扭矩进行上扣,上扣过程均匀涂抹螺纹脂。除1#样两端一次直接上扣外,2#~8#样,A端进行一次上扣,B端进行三次上扣(其中2B2、3B2、5B2、6B2为交换上卸扣),所有上扣曲线如图4所示。
表4 螺纹脂用量试验螺纹接头加工偏差值
Table 4 Connection deviation values of thread compound test
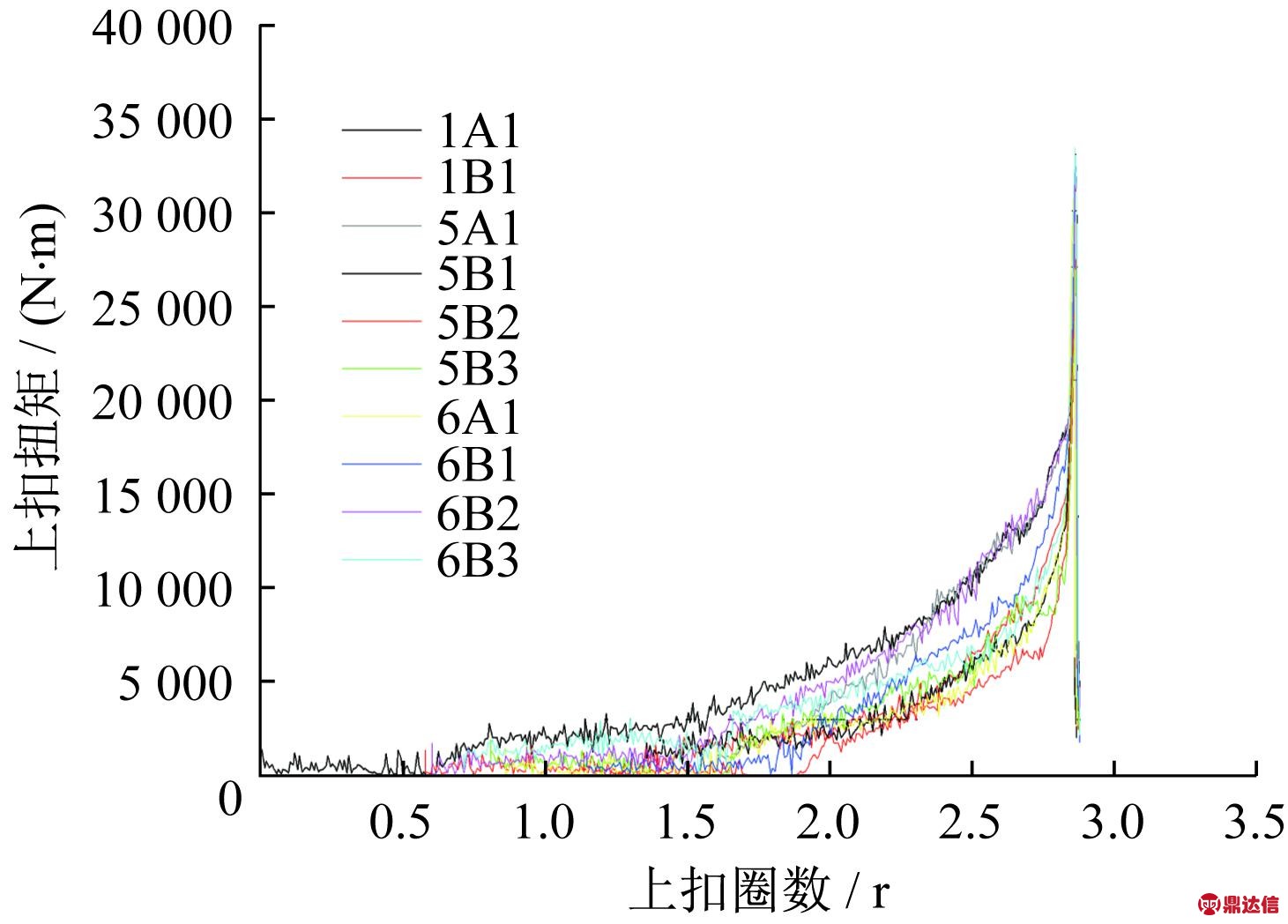
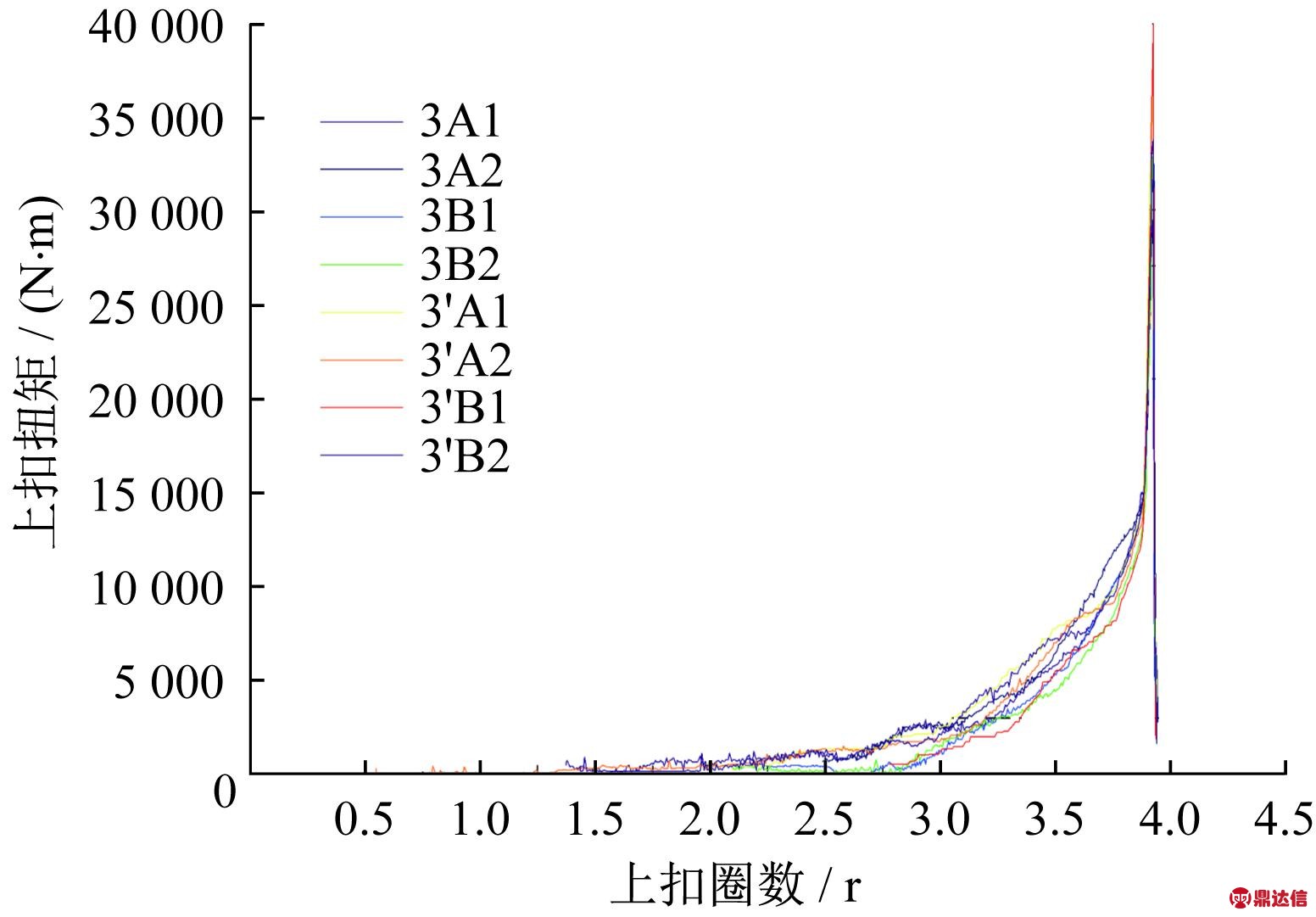
图3 螺纹脂用量试验上扣曲线
Fig.3 Thread compound test torque curve
图4 未对齐的上扣曲线
Fig.4 Original make-up torque curve
由于该特殊螺纹接头最终上扣位置由扭矩台肩精确控制,为了消除初始手紧圈数不同的影响,将所有曲线对齐到右端,如图5所示。
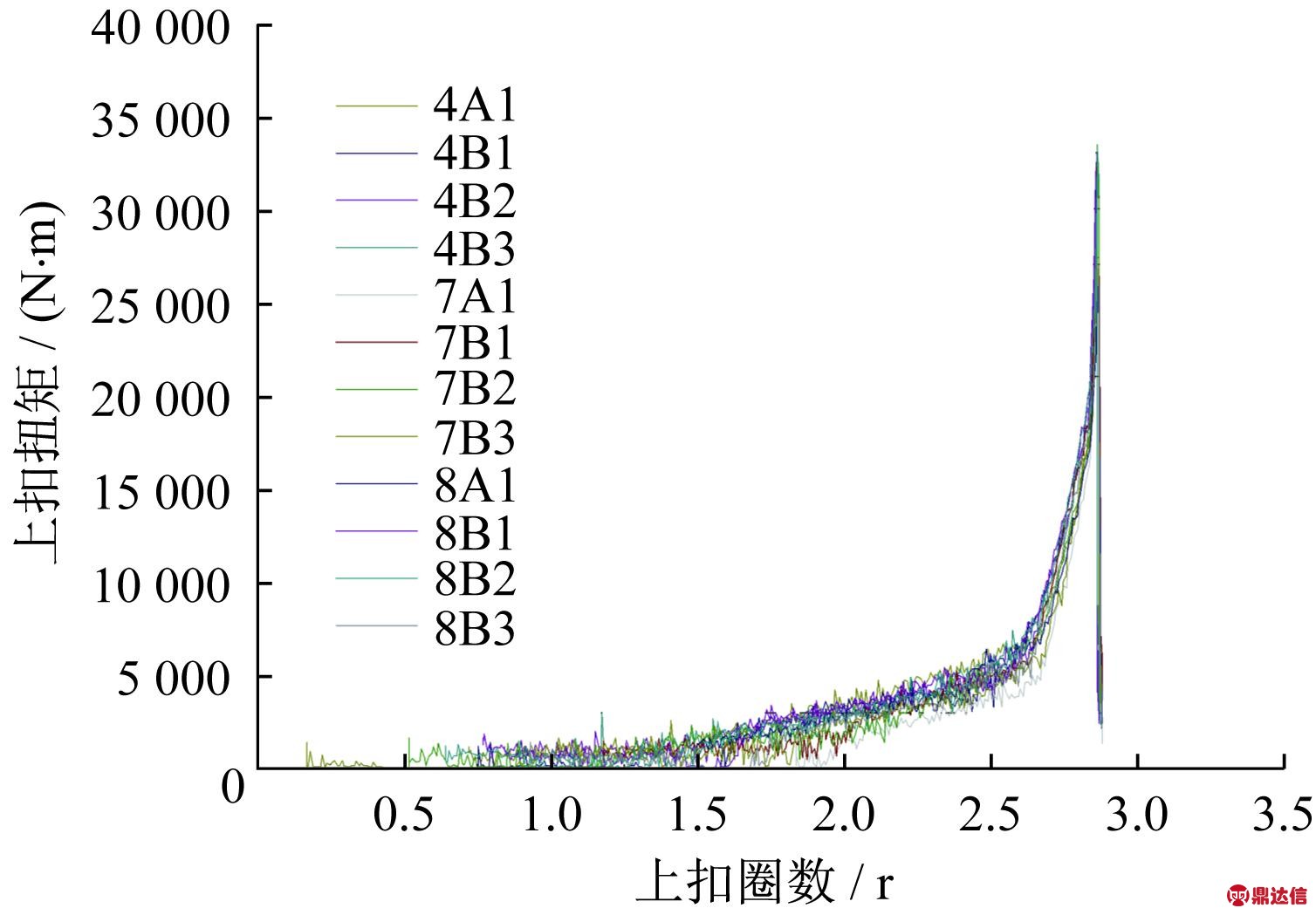
图5 对齐的上扣曲线
Fig.5 Aligned make-up torque curve
针对四类不同加工尺寸,分别进行对比研究。
如表1所示,4#、7#、8#同属于第四类尺寸,将该组接头上扣曲线单独绘制一张图形,如图6所示,共有6个不同接头,12次上扣。各扭矩曲线有极高的相似性。该图说明,扭矩曲线形状对同一类加工公差有很高的可重复性。
1#、5#、6#同属于第一类尺寸,将该组接头上扣曲线单独绘制一张图形,如图7所示,共有6个接头,10次上扣。由于螺纹过盈量高,密封过盈量低,螺纹段上扣扭矩相对要高,扭矩曲线密封面接触拐点不明显。
第四类尺寸和第一类尺寸试样差别最大,图6与图7扭矩曲线差异也最大。图6曲线在密封面接触点有明显拐点,图7曲线为弧状。第四类尺寸试样密封面过盈量较高,扭矩曲线密封段较长。第一类尺寸试样螺纹过盈量高,螺纹段扭矩曲线差异明显,并且试验研究发现,对同一接头,第一次上扣扭矩曲线螺纹通常更高。
图8所示为第三类尺寸试样上扣扭矩图,共有2个接头,4次上扣,曲线也有很好的重复性。3B2曲线为3B-P与6B-C互换上扣,因而曲线略有不同。
图9所示为第二类尺寸试样上扣扭矩图,共有2个接头,4次上扣,2B2曲线2B-P与5B-C互换上扣。
图6~9清晰地展示了标准要求的四类尺寸试样的上扣实际状态。
第一类试样最易引起螺纹黏扣,第二类试样气密封性能最差,第三类试样气密封性能最好,第四类试样最易引起密封面黏扣。接头气密封试验表明,实际上扣扭矩曲线上预示气密封有效性,当螺纹段曲线过低,密封段曲线过短,都不利于接头的气密封性能。
图6 第四类尺寸试样上扣扭矩曲线
Fig.6 The fourth type torque curve
图7 第一类尺寸试样上扣扭矩曲线
Fig.7 The first type torque curve
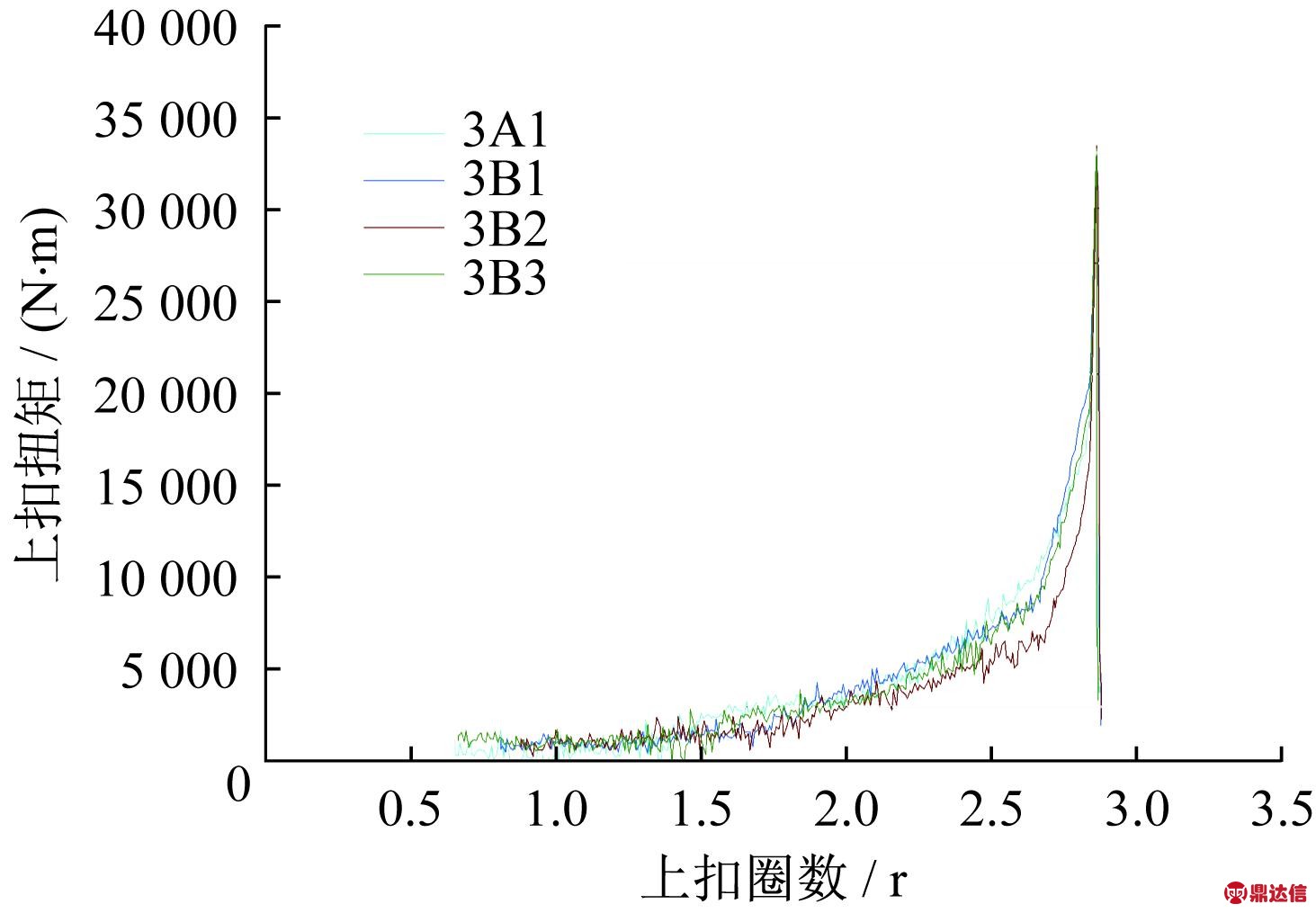
图8 第三类尺寸试样上扣扭矩曲线
Fig.8 The third type torque curve
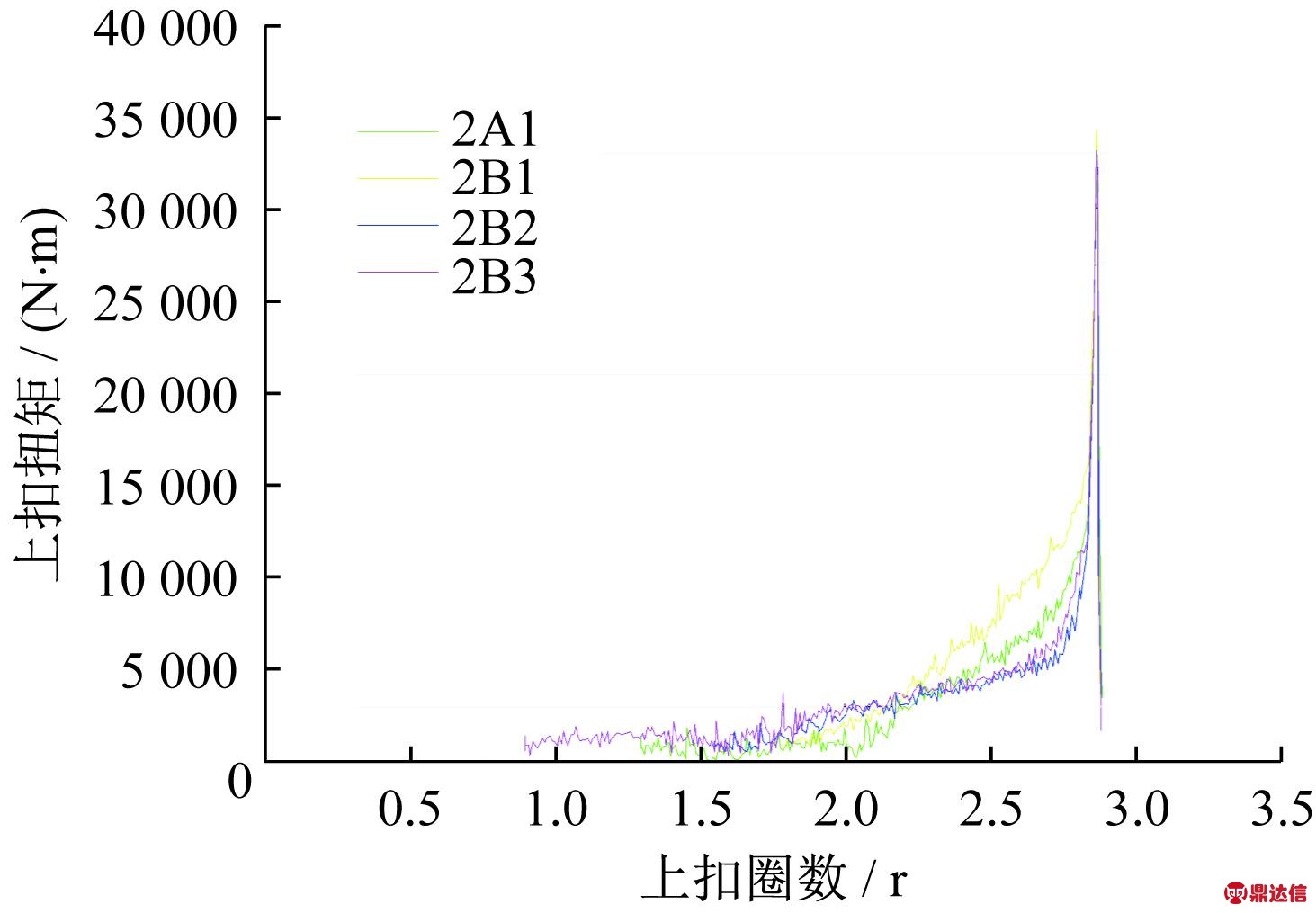
图9 第二类尺寸试样上扣扭矩曲线
Fig.9 The second type torque curve
5 结论
通常认为油套管扭矩曲线影响因素过多,曲线形状不稳定,本文研究表明,加工偏差是扭矩曲线形状的一个最重要影响因素。
(1) 扭矩曲线并非杂乱无章,扭矩曲线能够很好地反映接头实际上扣状态,在接头设计时,可将扭矩曲线作为设计的依据,用来调整接头设计参数。
(2) 密封过盈量、螺纹过盈量、螺纹锥度偏差对扭矩曲线形状的影响非常显著。对于第一类尺寸试样,螺纹段扭矩相对要大,无明显密封面接触拐点;对于第四类尺寸试样,有明显密封面拐点。
(3) 若接头尺寸设计合理,多次上扣无变形,则上扣扭矩曲线有很好的重复性,扭矩曲线可以作为接头是否变形或黏扣的判断依据。
(4)实际研究表明,螺纹过盈量与密封过盈量之间相互影响,应综合考虑。


