
摘 要 介绍了真空氢气烧结炉的性能和电气控制系统在烧结炉中起到的作用,改造了真空氢气烧结炉的电气控制系统。选用欧姆龙PLC为核心控制器进行过程自动控制,详细阐述了电气控制系统的硬件电路设计和软件设计流程。实践应用情况表明,改进的真空氢气烧结炉电气控制系统是可行的。
关键词 真空炉 氢气烧结炉 电气控制系统 PLC
随着真空热处理技术的发展,在工业上真空氢气烧结炉的制造技术和装备水平不断提高,真空度也逐渐达到了国际水平,但是在自动化控制和器件的精细加工方面与国外还有一定的差距,尤其是在超高真空炉性能的稳定上有待精密器件制备水平的提高。笔者介绍的真空氢气烧结炉是具有加压(绝对压力0.2MPa)气冷功能的单室卧式真空(氢气)热处理设备。它适用于小型高速钢、高合金钢模具等材料的气淬、退火及钎焊等多种真空热处理工艺,其电气控制系统能满足复杂工艺所要求的各种工作方式,自动化程度高、稳定可靠,并具有故障自诊断和远程监控功能。
1 真空氢气烧结炉电气控制系统总体设计
为了实现生产过程全自动化控制和生产管理自动化,本系统采用工控机作为上位监控和管理计算机。为了使操作人员便于操作,配有触摸屏显示各泵、阀门及冷却风扇等的运行状态[1],实现对真空系统、脱蜡系统、气路系统、电控系统和温度系统的远程监控(图1)。单室真空氢气烧结炉电控系统采用CPM2A-OMRON可编程序控制器控制,从工件进炉到气冷结束全部为自动操作(也可采用手动操作),且热处理工艺所要求的充气、水压、真空系统的各阀门动作控制全部由PLC来完成。为了使用可靠、维修方便,基本上不使用其他电子线路和装置。从工艺方面考虑温控的重要性,本系统选用了英国欧陆公司生产的2704高精度控温仪确保高精度控温,其控温精度可达到±0.1%。各升温、保温曲线通过软件设定可适应不同分度号的热电偶,20条控温曲线,6组PID可通过自调谐功能自动演算,因此热态调整极为方便,并具有超温保护设定,当超温、断水时,自动切断加热系统电源。
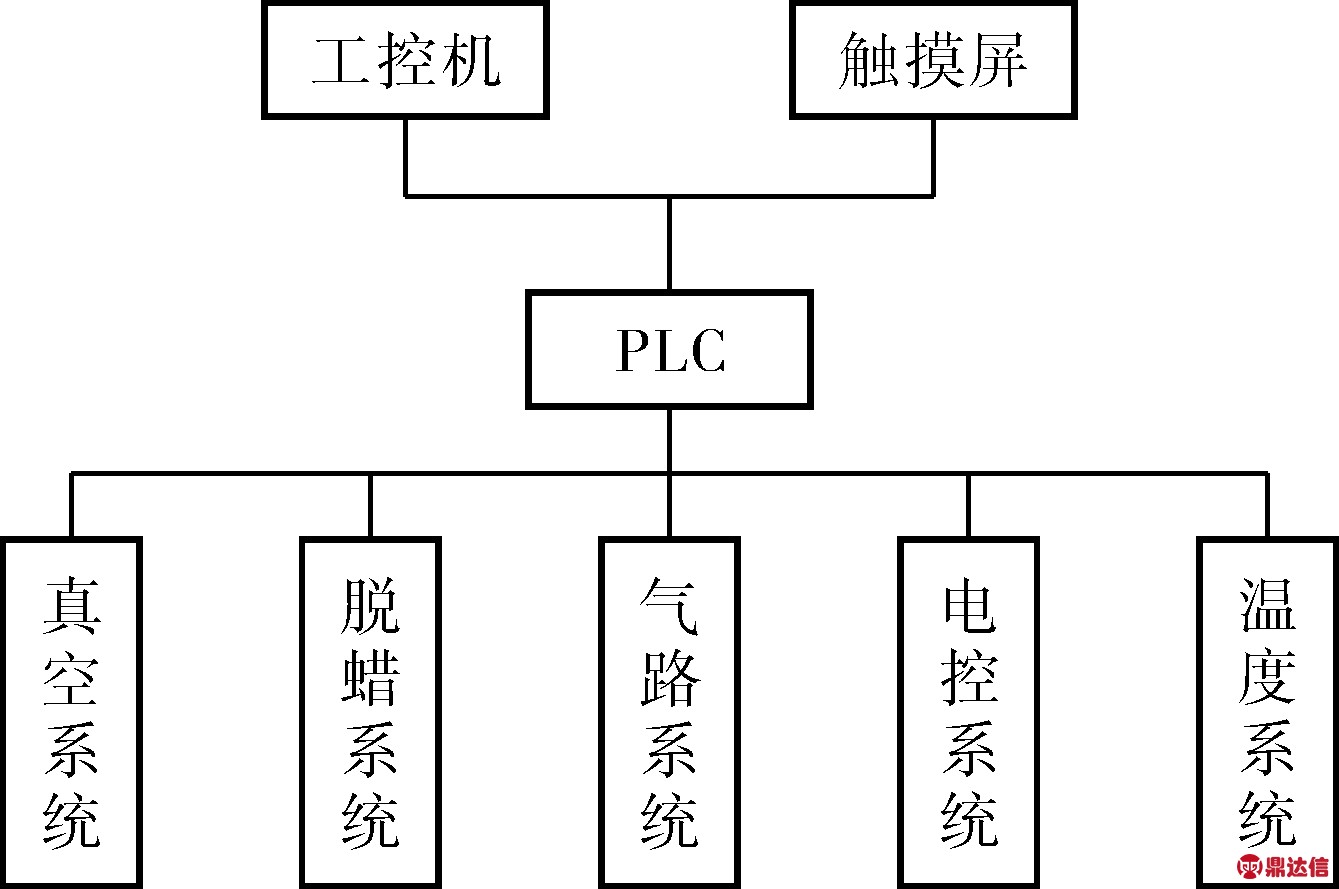
图1 真空氢气烧结炉电气控制系统总体结构
真空炉主体构成如图2所示。其中真空系统由机械泵、罗茨泵、扩散泵组成的抽气系统来实现,由CPI电源、真空阀、预抽阀、扩散泵阀、水温、超温警报、压力节点、真空表节点及压阻表节点等组成的系统进行测控。
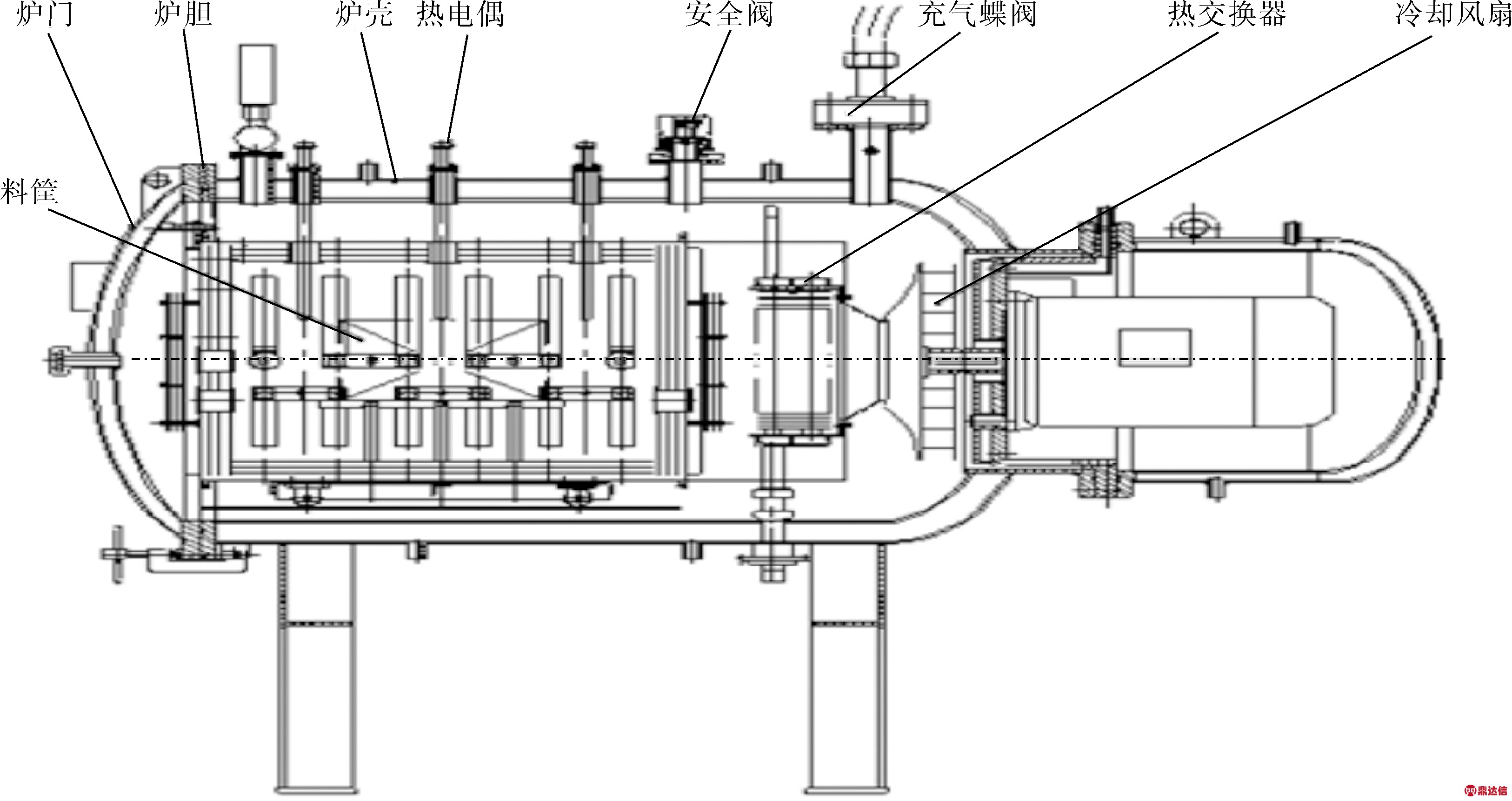
图2 真空炉主体构成
2 控制系统硬件设计
真空氢气烧结炉电气控制系统硬件电路由CPM2A型主机输入输出电路、炉内加热主电路、温度控制电路、电源控制电路及指示灯控制电路等组成。
主机输入电路以可编程序控制器CPM2A主机为控制核心,控制的对象主体主要是加热系统、快速冷却系统、驱动电机及各类电磁阀的通断。加热系统分为炉体内工作均温区加热和扩散泵电炉加热。均温区加热是由磁条、钼片发热体等组成的系统来实现,由晶闸管调整器、2704欧陆温控表、测温热电偶、无纸记录仪及电炉油温节点等组成的系统实现测控。快速冷却系统是由冷却风扇、热交换器和充气蝶阀组成的系统来实现快速冷却。实现上述功能的电路设计如图3所示。
真空氢气烧结炉电气控制系统CPM2A型主机输出电路如图4所示,放气阀按钮灯显示放气阀的工作状态,灯亮时表示放气阀处于放气状态;扩散泵按钮灯显示扩散泵阀的工作状态,灯亮时表示扩散泵阀处于开启状态;真空阀按钮灯显示真空阀的工作状态,灯亮时表示真空阀处于开启状态;脉冲阀按钮灯显示脉冲阀的工作状态,灯亮时表示脉冲阀处于开启状态;微冲阀按钮灯显示微冲阀的工作状态,灯亮时表示微冲阀处于开启状态;报警灯报警时处于闪烁状态,说明有异常情况发生,应停止工作,检修设备。
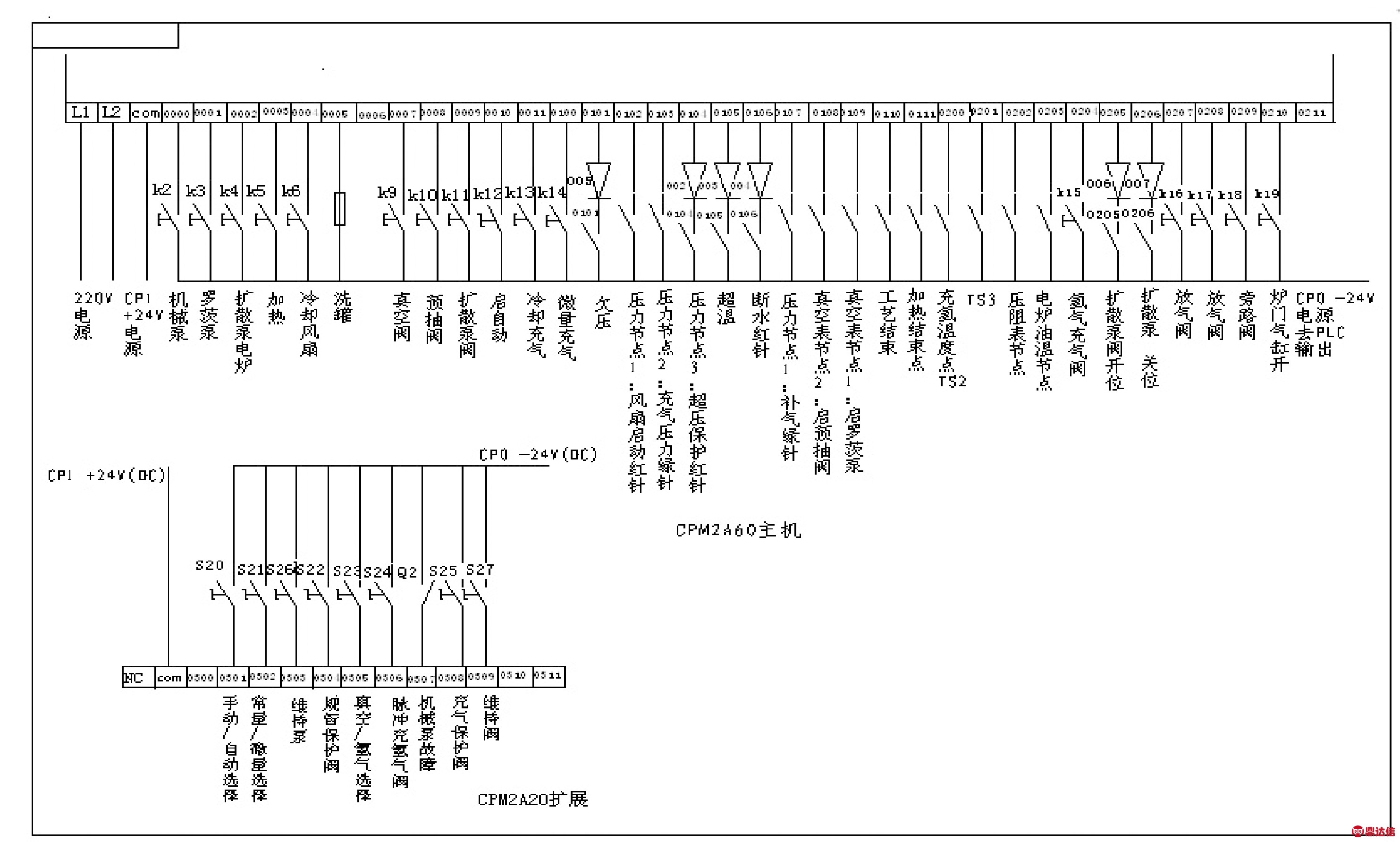
图3 主机输入电路
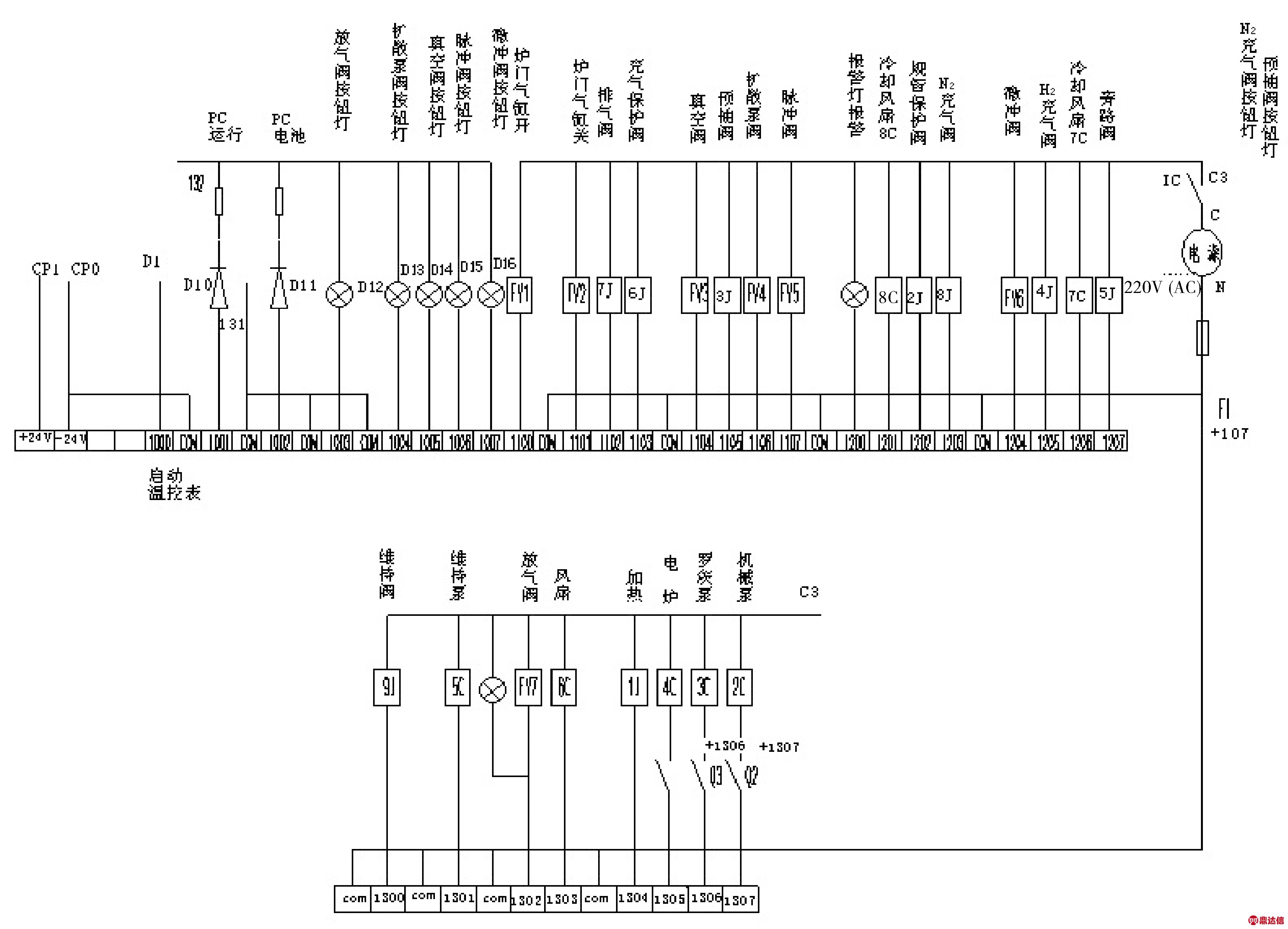
图4 主机输出电路
3 控制系统软件设计
3.1 真空炉电控系统控制流程
真空氢气烧结炉控制系统采用CPM2A-OMRON PLC和上位机触摸屏实现人机对话和远程监控。CPM2A-OMRON PLC的通信功能很强,通过上位链接通信方式,可以实现上位机对下位机的控制。本系统下位机PLC和上位机触摸屏之间通过HOST link通信方式实现数据交换[2]。下位机PLC控制真空氢气烧结炉的真空系统、加热系统及冷却系统等逻辑关系,报警信号的采集,烧结炉过流、短路、超温、联锁及互锁等完善的自动保护措施,启动加热后,若出现重要故障立即发出声光报警,切断加热电源,并将报警信息馈送到下位机进行处理。若无故障发生,加热温度到规定温度时,启动氩/氮气快冷按钮,等冷却后执行洗罐操作。上位机触摸屏实现对真空、气路及温度等系统的远程监控。真空炉电控系统控制流程如图5所示。
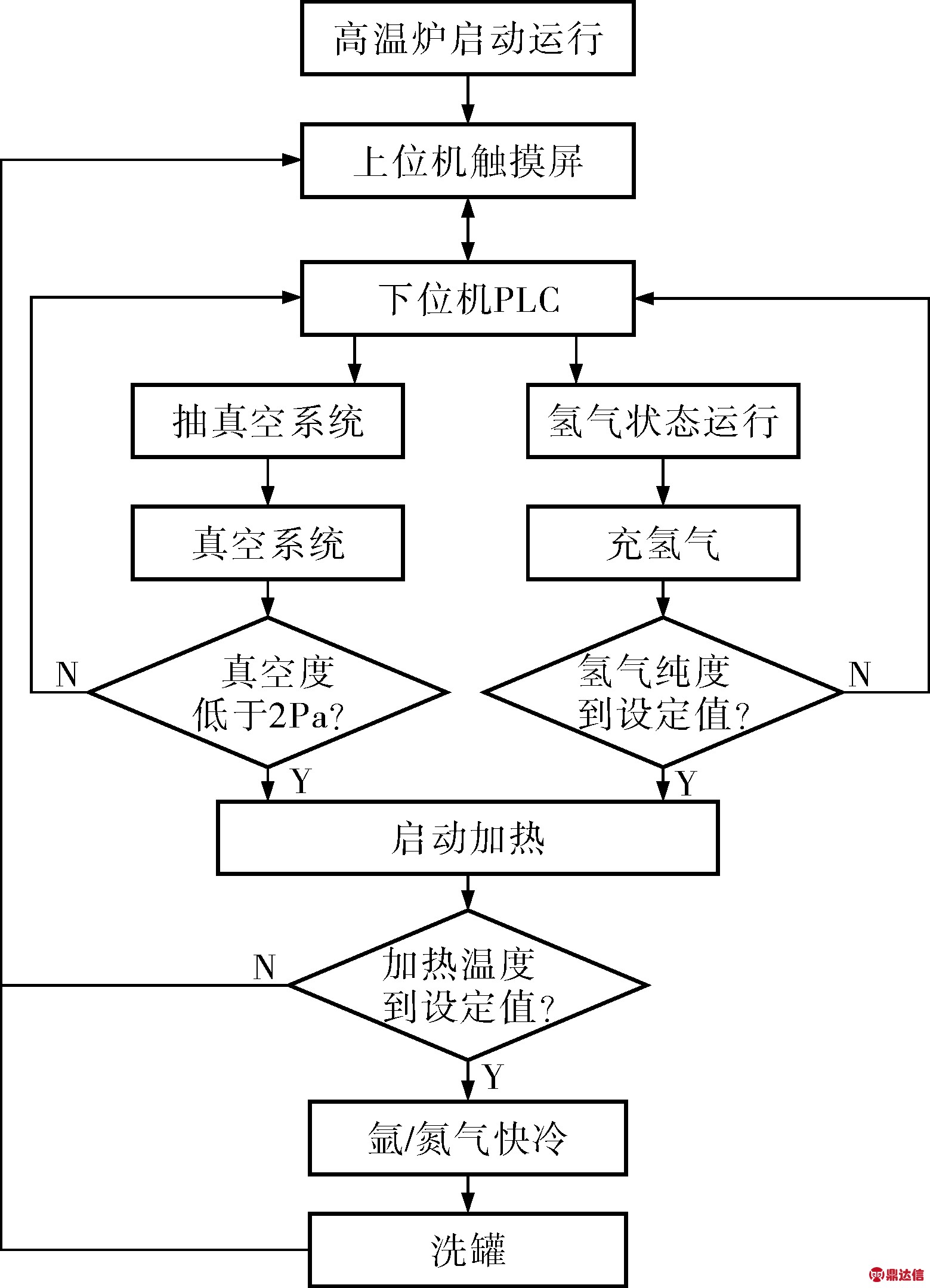
图5 真空炉电控系统控制流程
3.2 真空炉电控系统程序设计
真空炉控制系统部分程序如图6所示。
炉内加热系统将需要热处理的工件在炉内装填完毕后,关好炉门,启动电源,待气压达到所需压力后,再开启机械泵按钮开关k2(图3)控制真空泵的开启,然后打开真空阀k9,此时设备开始粗抽真空,关闭时需要先关闭真空阀再关闭机械泵开关,否则除切断电源外将无法关闭真空泵。罗茨泵按钮开关k3控制罗茨泵的开启与关闭,只有在系统真空度低于500Pa时,才能启动罗茨泵,在系统运转的整个过程中,如出现真空度高于500Pa,罗茨泵开关将自动关闭,待真空度低于500Pa时,罗茨泵开关将自动启动。
扩散泵电炉按钮开关k4控制扩散泵加热电炉的开启与关闭,在需要开启扩散泵的前一小时,先通过按钮k10开启预抽阀,再开启扩散泵加热电炉预热升温,达到预定时间和温度时关闭真空阀,通过k11打开扩散泵阀,此时炉内将很快进入高真空状态,若真空度高于2Pa,应暂停加热升温,待真空度低于2Pa时再继续升温,当需要停止使用扩散泵时,先关闭扩散泵电炉开关,再关闭扩散泵阀,然后开启真空泵阀,待扩散泵底部温度降到室温时,关闭预抽阀。
加热按钮k5是炉内发热体的电源开关,当达到升温条件时,先开启电源开关,再启动加热升温程序,当温度程序结束开始降温时,按下加热按钮切断炉内发热体的电源开关。
冷却风扇开关k6控制快速冷却风扇的开启与关闭,当升温程序结束后,若需要快速冷却工件时,应先开启微冲阀k14冲入高纯氮气或氩气,当炉内压力高于60kPa时,方可开启快冷风扇k6,炉内温度低于80℃时即可停止快冷,同时切断水源。洗罐按钮控制炉内与储气罐管路联通电磁阀的接通与断开,当需要洗炉时,应先抽取炉内气体,真空度达到0.01Pa时,关闭真空阀开启洗罐开关,真空度达到标准大气压时,关闭洗罐开关,开启真空阀抽真空,反复3~4次,即可将炉内空气洗净。
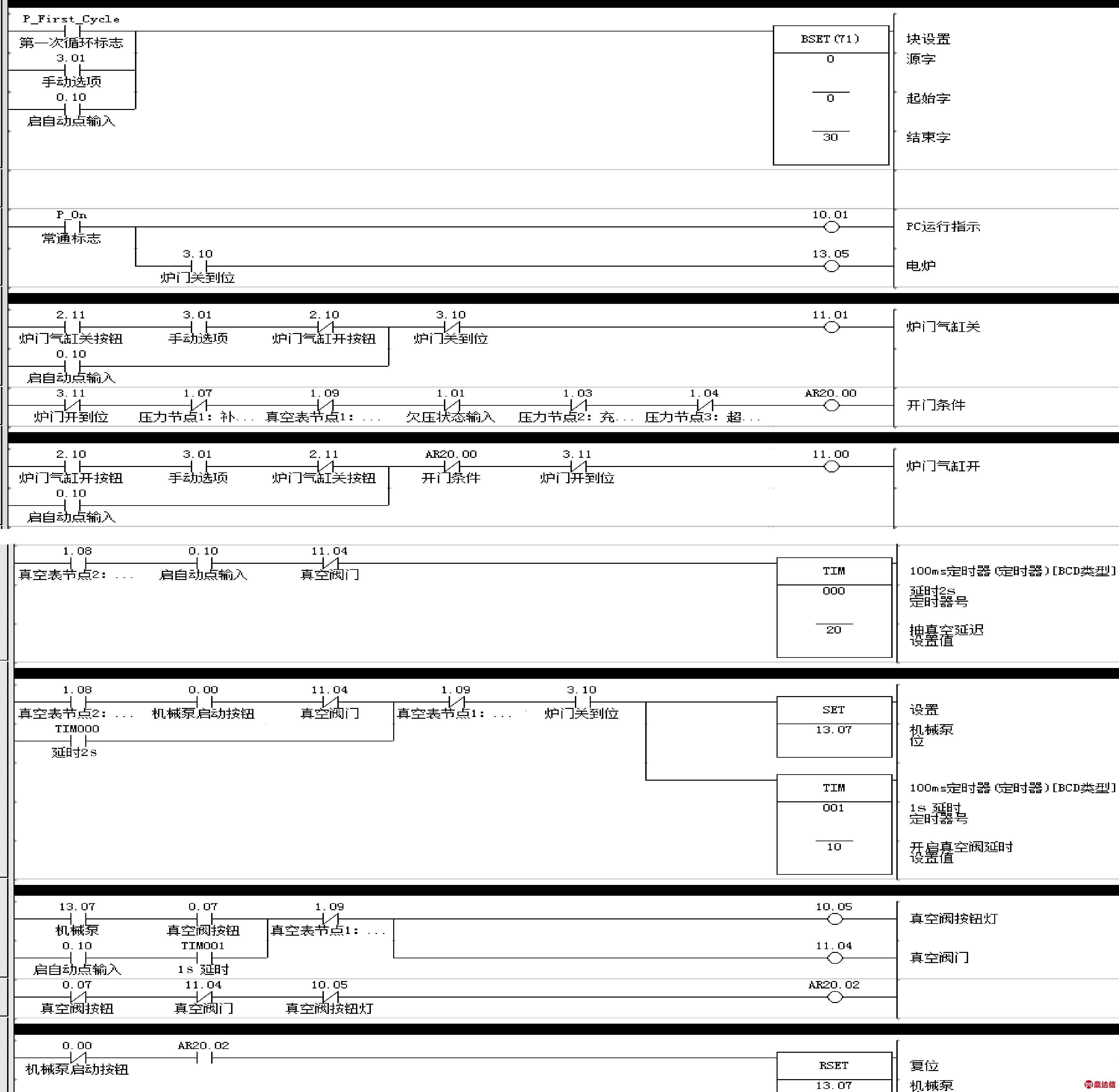
图6 真空炉控制系统部分梯形图
真空阀k9是机械泵、罗茨泵与炉体连通管路的通断阀;预抽阀k10是机械泵与扩散泵联通管路的通断阀;扩散泵阀k11是机械泵、扩散泵与炉体连接管路的通断阀;冷却充气阀k13是储气罐与炉体连通管路的通断阀,微量充气阀k14是联通储气罐与炉体管路的通断阀,可实现微量充气,调节气压;放气阀k16、k17是控制炉体内与大气联通的通断阀;炉门气缸开阀k19是控制炉门气缸关闭与开启的阀门。
4 结束语
将真空氢气烧结炉电气控制系统在工厂进行了实际应用,应用情况表明,该系统是可行的、成功的,它能够良好地实现真空炉的控制要求,且能得到较好的工件热处理效果,易于操作、性能可靠、维修简便。


