
摘 要:针对人工搬运电梯门头人工强度大及自动化水平不高的问题,开发设计了电梯门头自动码垛系统。该系统通过动力输送线自动输送和定位门头,行走式的小车实现包装箱定位和移动,采用六轴机器人及真空吸附夹具搬运码垛电梯门头,完成电梯门头整齐而准确地装箱,实现电梯门头板的自动化输送、定位和码垛,操作工只需要进行正常的生产线巡视和设备的日常维护即可实现电梯门头的输送和码垛,降低了劳动强度,提高了作业效率和自动化水平。
关键词:自动输送;定位;搬运;自动码垛
Abstract:According to the fact that the manual handling of elevator door artificial strength and the level of automation is not high,designs the auto-palletizing system for the door header.The system uses power conveyor line to transport the door header to the end of the line and then positioning it.After that it uses walking car to transport the box and positioning it.The robot will carry the door header and put in the box neatly.It can realize the door header automatic conveying,positioning and palletizing.The operator only needs to carry on the normal production line inspections and routine maintenance of equipment can realize automatic packing.The system can reduce the intensity of labor and improve the efficiency and automation level.
Key words:automatic transportation;positioning;handling;automatic palletizing
1 背景
目前,电梯生产厂家生产的门头成品主要依靠人力搬运装箱,部分厂家采用X-Y轴移栽机构搬运,后者相比前者先进,解放了人力,但是不能进行多种规格门头的搬运,也不够柔性,基本上都为专机专用,一旦产品或者工艺布局变化,这些设备就不能适应新的状况。随着工业机械手的高速发展,凭借机电行业积累的经验,结合本公司的实际生产情况,提出一套电梯门头自动码垛方案,其特点是具备X-Y轴移栽机构的自动重复功能,又能灵活适应多规格门头多种包装箱的码垛,实现了电梯门头自动码垛装箱。
2 功能概述
电梯门头自动码垛系统能实现多种规格、多种数量的电梯门头自动装箱,从而提高电梯门头装箱效率,也避免了大规格电梯门头人工搬运的安全风险。现按照动作顺序叙述其主要功能:
(1)电梯门头自动输送定位:电梯门头随流水线自动流转到一个固定的位置(具有重复性)停下来,并将门头夹紧定位;
(2)包装箱自动输送定位:人工将准备好的空包装箱从系统外部推入行走式小车上,再输送包装箱到固定的位置并定位;
(3)电梯门头自动码垛:在电梯门头流水线旁安装了六轴机器人,该机器人抓取电梯门头后,在包装箱内按照预设的排列方式自动码垛,并自动抓取电梯门头包装辅料(间隔木条)后自动码垛,当电梯门头数量达到预设数量后,六轴机器人自动给出指令让包装箱自动输送到出口处。
(4)木条自动码垛:包装箱内,相邻两层门头之间需要放入木条作间隔,该系统亦能逐层自动放入木条。
3 原理结构
为了实现上述功能,该自动码垛系统各组成部分如图1所示,动作原理[1]如图2所示。输送电梯门头的流水线5(或7)为交流动力差速链,持续运转,组装线上装有气缸阻挡装置,当有门头通过阻挡装置后,反馈信号到总控制箱1内,总控制箱1给出信号,使阻挡气缸伸出使相邻门头间开。当门头到达流水线末端,总控制箱1控制气缸夹紧门头,并给工件信号到六轴机器人6(两条流水线作用相同);六轴机器人6根据总控制箱1给出的工件信号执行相应流水线的门头抓取程序,抓取门头后会向总控制箱1输出抓取完成信号,再把门头整齐码放在包装箱9内。总控制箱1获取抓取完成信号后,使阻挡气缸缩回,使下一件门头流入流水线末端并夹紧定位。从入口处推空包装箱3到行走式小车4上,行走式小车4输送到末端定位后,输出信号到六轴机器人6,六轴机器人6在获取此信号后才开始执行码垛程序[2];六轴机器人6每码放一层门头后,按程序自行从木条货架2上抓取木条(装箱辅料)并放置在门头上;六轴机器人6在按照设定的规格数量码垛完一个包装箱后,会输出一个完成信号到总控制箱1,总控制箱1再让行走式小车4自动输送包装箱到出口处,此时完成一个作业周期。
(1)门头抓取夹具结构及工作原理
经过分析工件(门头)的材料、结构及重量特性,本系统中的门头主体为1.5 mm的镀锌板弯曲成形,表面光滑,长度在1 700~1 900 mm之间,组装好的门头虽然安装有门挂板、滑轮、钢丝绳等零件,但两端有整片的光滑表面,且重量约10 kg,所以本自动码垛系统的门头抓取夹具设计为吸附式结构[2],并依据门头重量,现场管路气压等参数设计了四个ϕ80吸盘组成的夹具[3],且夹具的形状与门头类似,整体为条形,两端各安装两个吸盘,接触门头的光滑面区域。该夹具主要由吸盘、真空发生器、电磁阀、门头感应器、夹具本体等组成[4],是本自动码垛系统的核心部分。其作用原理叙述如下:吸盘安装在夹具本体上,当接触到门头上的光滑面时,机器人给出持续脉冲信号到电磁阀,电磁阀通电使真空发生器的气路接通,此时真空发生器产生真空,吸盘吸住门头,达到夹持门头的目的[5]。
(2)门头输送结构及工作原理
由于门头底部的中间位置有凸起部分,不能在输送链上直接输送,这也是本系统设计的一大难题,经过对各种输送链的特性比较以及工件的特性分析,设计了差速链+周转板结合的形式。根据门头的长度,每个门头底部用两件T型周转板支撑,而周转板底部为平板形状,再将周转板放在输送链上,门头中间位置的凸起刚好避开了输送链,方便在差速链上输送[6]。但是,此种输送形式的T型周转板需要循环使用,所以差速链下方还要安装一条皮带线来回收周转板,另外,在六轴机器人抓取门头后,还要抓取周转板放置在皮带线上,增加了节拍时间。
(3)木条货架结构及工作原理
门头包装箱用于间隔门头的木条规格为截面40 mm×40 mm,L=900 mm和L=480 mm的方木条,为了使机器人抓取木条时准确而迅速,设计了专属木条货架,该木条货架侧面为悬臂结构,这种结构取出方便,相邻的木条间隔依据机器人木条夹具的大小设计,间隔距离为80~120 mm之间,全部木条由人工摆放,并在两个方向上对齐(即定位),木条货架上的木条必须上下左右对齐,以利于机器人按照码垛规则逐个抓取。木条货架上第一根和最后一根木条的位置安装有感应器,输出信号给六轴机器人,方便识别木条货架上的木条满或者空的情况。
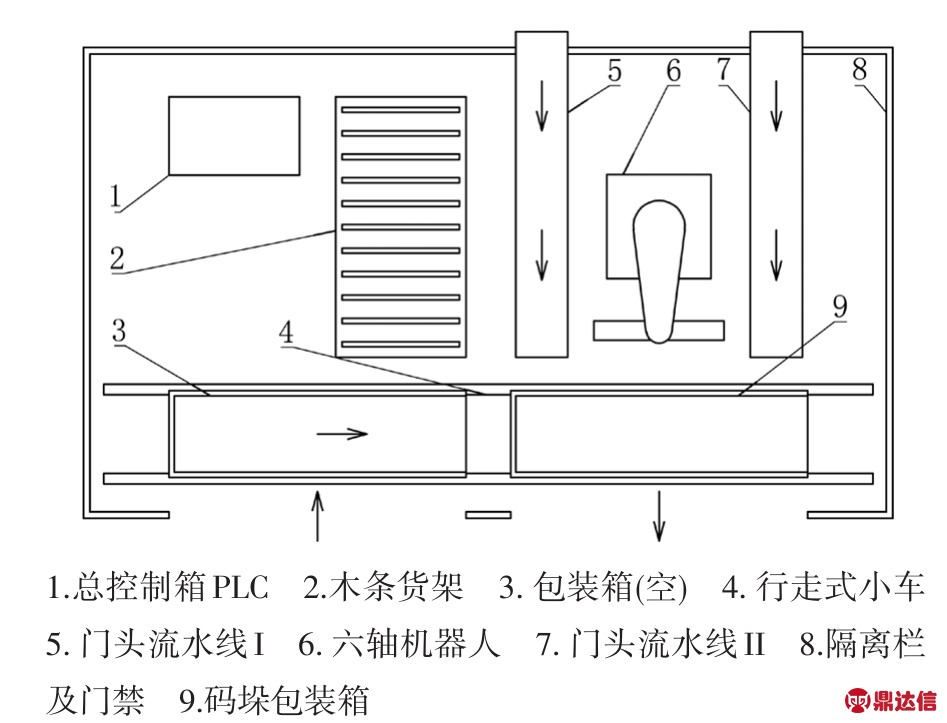
图1 门头自动码垛系统组成
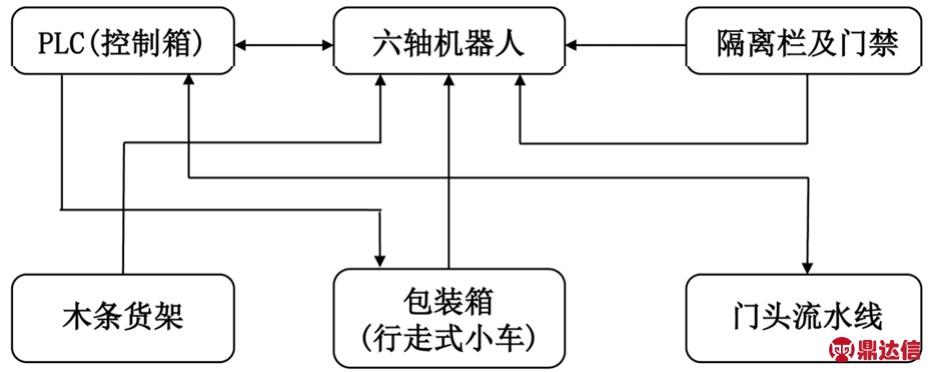
图2 门头自动码垛系统作用原理
4 结语
综上所述,本门头自动码垛系统在设计方面独特、新颖,结构紧凑,投入使用后,在效率、安全、自动化水平等各方面都有着绝对的优势,随着国内人力成本不断增加,本系统的优势将越来越明显,而且,此系统的正常使用,也对行业其他零部件自动化包装起到积极的推动作用。


