
摘要:针对高铁隔音板材与垫架相互重叠放置的现状,为了实现两者的自动化搬运,介绍一种组合式的新型机械手。搬运系统可以自动检测抓取对象和选择抓取方式,如果抓取对象是隔音板材,就采用真空吸盘来抓取;如果抓取对象是垫架,就采用机械夹手来抓取。抓取之后,依靠行车进行搬运,平均每8 s就可以搬运一张隔音板材。
关键词:板材;搬运;机械手;吸盘
传统的板料搬运主要是依靠人工来进行,随着生产规模的不断扩大,传统的方式已经不能满足生产的需要。文中所介绍的搬运系统,操作简单、结构可靠,提高了搬运的速度,降低了生产成本。整个搬运系统对提高产品质量和扩大生产规模起到了积极的作用。
1 搬运对象的介绍
搬运对象包括隔音板材和放板材的垫架,如图1所示。隔音板材主要是由水泥和其他混合物组成,最大质量为50 kg;垫架是由不锈钢方管焊接而成,最大质量为15 kg。若干张隔音板材放在垫架上一起被运输,当进入最后一道工序时,需要将板材和垫架分开,分别放到指定工位上。两者的尺寸规格如表1所示。
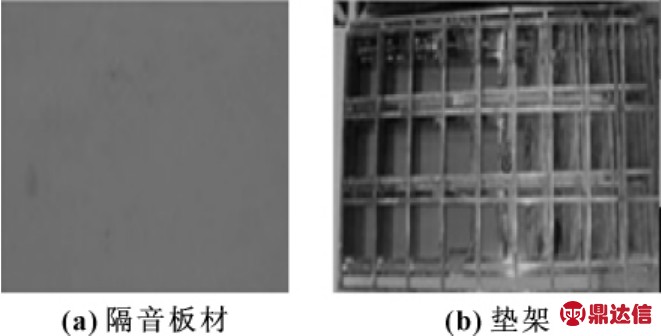
图1 搬运对象
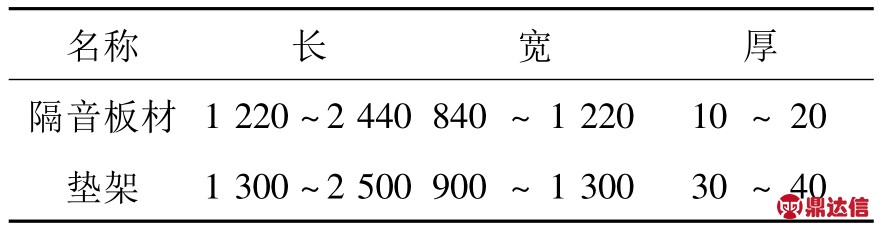
表1 搬运对象的尺寸规格 mm
2 搬运系统构造及其工作过程
2.1 搬运系统
整个搬运系统如图2所示。

图2 搬运系统
整个系统以行车作为载体,依靠行车搬运,当系统检测到即将抓取的对象是板材时,真空吸盘参与工作,当吸盘抓取板材后,依靠行车横向移动到放置地点,释放板材;当系统检测到即将抓取的对象是垫架时,机械夹手参与工作,当机械夹手抓取垫架后,依靠行车纵向移动到放置地点,释放垫架。
2.2 搬运机械手
搬运机械手如图3所示。
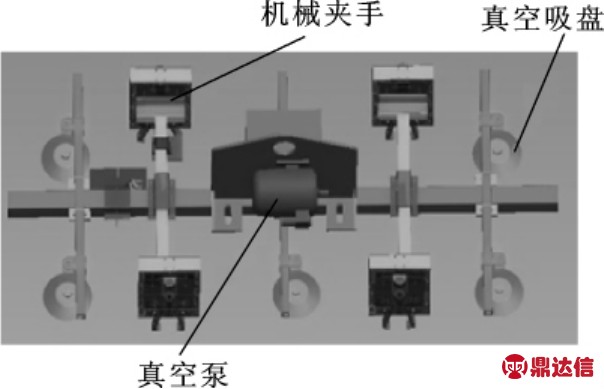
图3 机械手总装图
搬运机械手主要由6个真空吸盘和4个机械夹手组成。其中真空吸盘和机械夹手都可以进行横、纵两个方向上距离的调整,这样可以适应不同尺寸的板材和垫架。
2.3 重要机构
机械夹手和对象识别传感器如图4所示。

图4 机械夹手和对象识别传感器
(1)电动推杆和直线电机类似,输出的是直线运动,有很强的负载和抗干扰能力,机械夹手主要是由电动推杆通过齿轮齿条来实现夹取动作,当机械夹手抓取垫架时,其所承受的垫架的重力方向竖直向下,而使夹手张开的力近似水平,由此可见,两个力的方向呈90°,近似一个死点,所以机械夹手在抓取垫架时,能实现自锁。
(2)对象识别传感器是由3个行程开关组成,如图中所示:当A、B、C 3个行程开关都有信号时,表明抓取对象是板材;当A、B有信号、C没有信号时,表示抓取对象是垫架。
3 真空泵和吸盘的选择和计算
3.1 真空源的选择
和气压传动系统一样,一个典型的真空吸附系统由真空源、控制阀、真空吸盘及其他辅件组成,真空源可以分为真空泵和真空发生器[1]。
计算吸盘所必须提供的最大吸力F[3]:
(1)对于易燃、易爆、多尘埃的恶劣天气环境,优先选择真空发生器。
(2)如果有压缩空气源,优先选择真空发生器,这样可以不增加新的动力源,结构简单。
(3)对于真空连续工作的场合,优先选用真空泵;对于真空间歇工作的场合,可选择真空发生器。
根据以上选取原则,结合实际情况,该系统选择真空泵作为真空源。
3.2 真空泵的选择
选用真空泵时,需要注意下列事项:
(1)真空泵的工作压强应该满足真空设备的极限真空及工作压强要求。如:真空镀膜要求1.33×10-3Pa(10-5mmHg)的真空度,选用的真空泵的真空度至少要6.66×10-4Pa(5×10-6mmHg)。通常选择泵的真空度要高于真空设备真空度半个到一个数量级。
(2)正确地选择真空泵的工作点。每种泵都有一定的工作压强范围,如:扩散泵为1.33×10-1~1.33 ×10-5Pa(10-3~10-7mmHg),在这样宽压强范围内,泵的抽速随压强而变化,其稳定的工作压强范围为6.66×10-2~6.66×10-4Pa(5×10-4×10-6mm-Hg)。因而,泵的工作点应该选在这个范围之内,而不能让它在1.33×10-6Pa(10-8mmHg)下长期工作。
3.3 吸盘的选择
对于一个确定的真空吸附系统,如果真空源和真空泵两者都能满足要求,可以从以下3个方面进行考虑作出选择:
普通吸盘主要用于吸附表面光滑平整的工件[2],作者最终选择丁腈橡胶材料的普通碗状吸盘。与吸盘相连接的地方采用球铰连接。
式中:F为最大吸力,N;
m为板材最大质量,kg;
g为重力加速度,m/s2;
a为提升系统的加速度,m/s2;
μ为摩擦因数,0.2~0.5;
s为安全因数,1.5~2。
式中:F0为单个吸盘能提供最大吸力,N;
p为吸盘的真空度,Pa;
d为吸盘直径,m。
故选用PFYN80型吸盘在真空度为60 kPa时,单个吸盘所能提供的最大吸力为350 N。根据结构布局,选用6个吸盘,总吸力为2 100 N。
4 搬运系统的自动化控制
为了提高整个搬运系统的稳定性,采用西门子S7-200的PLC进行控制。控制过程如下:(1)按下启动按钮,系统复位,初始化各项参数;(2)搬运机械手快速下降,当光电开关检测到机械手下降至50 mm时,开始慢速下降,等待对象识别传感器返回信号;(3)对象识别传感器对待抓取对象进行识别;(4)如果抓取对象是板材,那么启动吸盘 (两位三通电磁阀一端接真空泵,一端接吸盘,另一端接大气);待欠压指示灯熄灭后 (即气压达到60 kPa),开始吸住板材上升;触碰到上升限位开关以后,停止上升,通过行车,开始横向移动,触碰到横向限位开关以后停止横向移动,然后开始下降,当达到指定位置时,释放板材; (5)如果抓取对象是垫架,那么启动机械夹手抓取垫架 (同时控制电磁阀,使真空泵不至于长期处于抽真空状态,有助于延长真空泵寿命);抓住垫架开始上升;触碰到上升限位开关以后,停止上升,通过行车,开始纵向移动,触碰到纵向限位开关以后停止纵向移动,然后开始下降,当达到指定位置时,释放垫架; (6)复位,进入下一个循环。
5 结论
该系统操作简单、结构可靠,将真空吸附技术和传统的机械手相结合,成功地实现两种不同对象的搬运,扩展了机械手的应用范围。此系统的成功研制降低了隔音板材的生产成本,同时也提高了生产效率,为材料的全自动生产提供了保障。


