
摘要:基于国标中对液压支架立柱及支撑千斤顶的挠度检测要求,设计了挠度自动检测系统。通过对比现有位移测量方法,选择了激光三角法进行位移测量,将激光位移传感器固定在滑座上,利用步进电动机驱动滑座在带齿圈的环行导轨上运动,从而实现了对被试件加载前后挠曲变化的自动扫描检测,并给出了挠度计算方法。开发了专用测试软件,实现了步进电动机控制、传感器数据采集、数据分析与处理、报表生成与打印等功能。进行了误差分析和重复性测试,结果表明,测试系统能够实现立柱和支撑千斤顶的挠度自动化检测,提高了检测精度,降低了劳动强度,避免了人为因素造成的影响。
关键词:液压支架;立柱;支撑千斤顶;挠度;检测系统
立 柱及支撑千斤顶是液压支架的主要承载部件,在完全伸出并承受载荷时属于细长的受压杆件,容易产生挠曲,尤其对于双伸缩立柱而言,其在内柱、中柱和导向套之间,活塞和缸壁之间有间隙,所以在内柱和中柱伸出后更易产生挠曲[1],因此,对立柱及支撑千斤顶进行挠度检测显得尤为重要。GB T 25974.2—2010《煤矿用液压支架 第 2 部分:立柱和千斤顶技术条件》中规定了立柱和支撑千斤顶级间过渡处的挠度的试验方法和性能要求。
T 25974.2—2010《煤矿用液压支架 第 2 部分:立柱和千斤顶技术条件》中规定了立柱和支撑千斤顶级间过渡处的挠度的试验方法和性能要求。
目前,立柱及支撑千斤顶挠度检测多采用人工拉线的方法,不仅费时费力而且精度低。挠度自动检测一般应用于大型桥梁、钢结构等方面,针对液压支架立柱挠度测量系统问题研究较少。笔者应用激光测量技术设计了立柱和支撑千斤顶挠度自动测试系统,利用该系统可以自动检测和计算立柱与支撑千斤顶在加载试验前后的挠度变化,大大降低了劳动强度,提高了测试精度,保证了测试结果的客观性。
1 立柱和支撑千斤顶挠度检测的试验方法和性能要求
立柱和支撑千斤顶挠曲的发生在偏心加载时最为明显,GB T 25974.2—2010《煤矿用液压支架 第2 部分:立柱和千斤顶技术条件》中规定的立柱和支撑千斤顶偏心加载试验方法和性能要求为:用 0.1 倍额定工作压力使立柱和支撑千斤顶全伸出,闭锁压力腔,按图 1 或图 2 偏心量外加额定力 1 次 3 min (如有横向载荷应迭加) 做密封检查,然后卸载至 0.1 倍额定工作压力测量级间过渡处的挠度,级间过渡处的挠度值应小于试验长度的 0.1%[2]。以 5 200 mm 长度的立柱为例,则级间过渡处挠度值最大应小于 5.2 mm。
T 25974.2—2010《煤矿用液压支架 第2 部分:立柱和千斤顶技术条件》中规定的立柱和支撑千斤顶偏心加载试验方法和性能要求为:用 0.1 倍额定工作压力使立柱和支撑千斤顶全伸出,闭锁压力腔,按图 1 或图 2 偏心量外加额定力 1 次 3 min (如有横向载荷应迭加) 做密封检查,然后卸载至 0.1 倍额定工作压力测量级间过渡处的挠度,级间过渡处的挠度值应小于试验长度的 0.1%[2]。以 5 200 mm 长度的立柱为例,则级间过渡处挠度值最大应小于 5.2 mm。
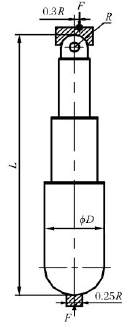
图 1 立柱偏心加载
Fig. 1 Eccentric loading on column
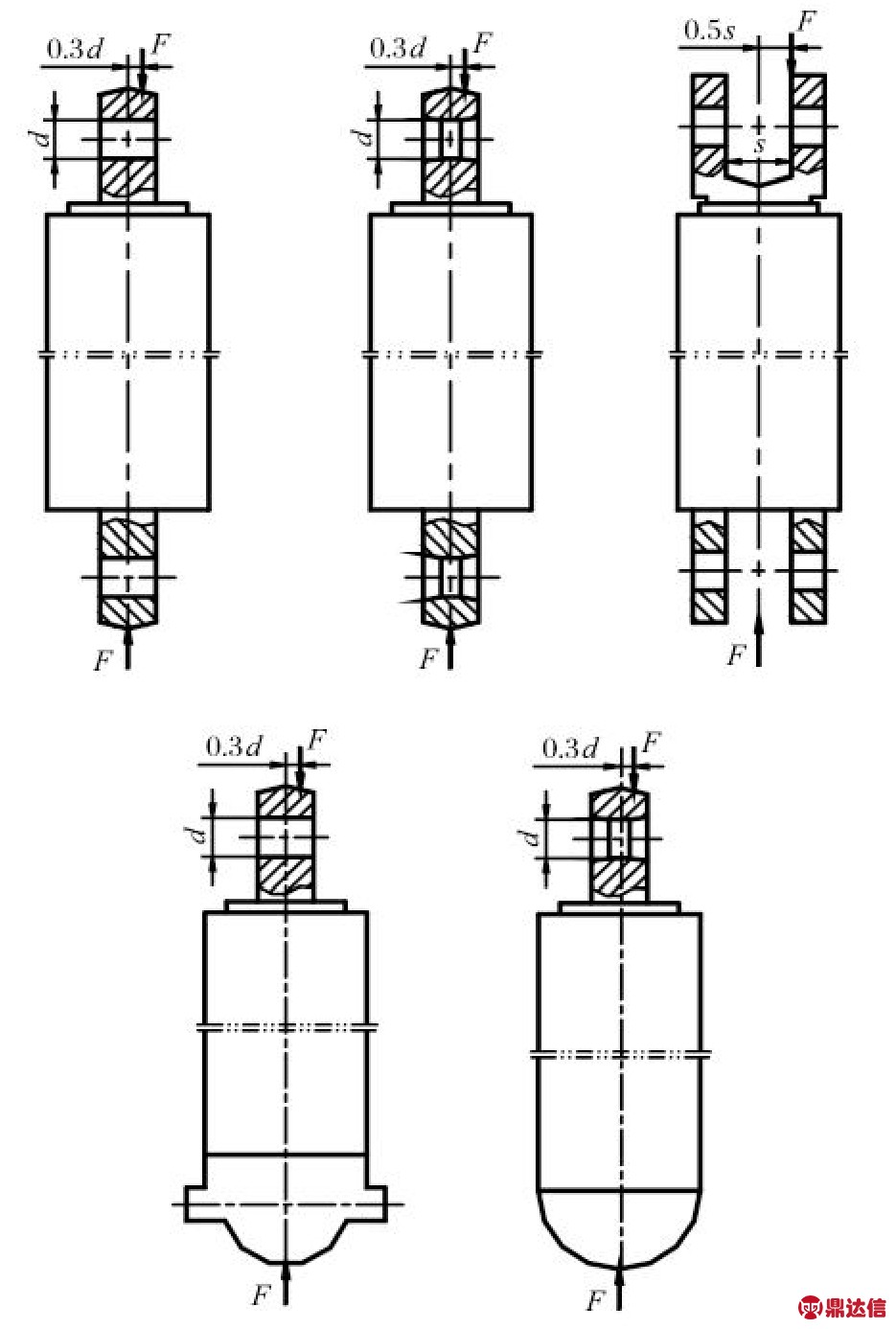
图 2 支撑千斤顶偏心加载
Fig. 2 Eccentric loading on jack
2 位移检测方法
2.1 位移测量方法对比
目前用于位移测量的传感器主要有机械式 (光学机械式、杠杆测量式)、电学式 (电阻式、电容式、电感式)、光电式 (干涉式、偏光式、扫描电镜式、激光式) 几种类型。其中机械式、电阻式传感器只能用于接触式测量;电容式传感器可用于非接触式测量,但量程小,精度低;电感式具有较好的线性度和较大的量程,但测量频率很低;干涉式、偏光式、扫描电镜式传感器为无接触式传感器,但仅适用于实验室,不适用于工业现场使用[3];激光位移传感器采用激光作位移信号的传输介质,测量精度、分辨率及稳定性好,体积小。综合比较各类传感器,决定采用激光位移传感器进行测量。
2.2 激光三角法测量原理
激光位移传感器按原理分为激光回波分析法和激光三角测量法。激光回波分析法一般用于远距离测量,而激光三角测量法一般适用于高精度、短距离的测量。因此,笔者采用激光三角法的传感器,其原理如图 3 所示。激光发射器通过聚焦透镜将可见红色激光射向被测物体表面,光线在物体表面发生漫反射,部分反射激光从另一角度透过成像透镜形成光斑并在 CCD 线阵上成像,根据这个角度及已知的激光和相机之间的距离,数字信号处理器就能计算出传感器和被测物体之间的距离。物体沿激光线方向发生移动时,测量结果随之发生改变,从而实现用激光测量物体的位移。激光器、被测物体和成像的光电器件三者组成一个三角形,故称为三角测量法[4]。
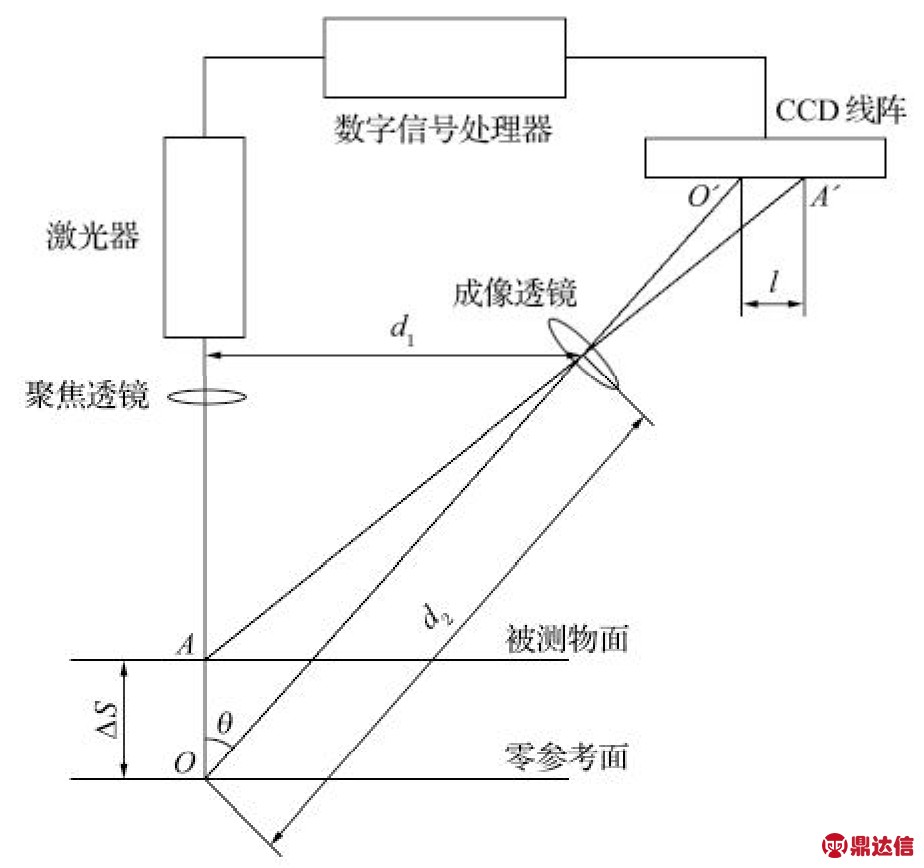
图 3 激光三角法测量原理
Fig. 3 Measurement principle of laser triangulation method
假设激光束与成像透镜的主光轴相交的点为 O点,则经过 O 点与激光束垂直的平面为零参考平面,O 点在 CCD 上的像点是 O′点,OO′线与激光束的夹角为 。激光束照射在被测物面上的点为 A 点,A 点在 CCD 上的像点是 A′点,则被测物面相对于零参考平面的位移
。激光束照射在被测物面上的点为 A 点,A 点在 CCD 上的像点是 A′点,则被测物面相对于零参考平面的位移
3 检测系统硬件设计
3.1 检测系统组成及结构
检测系统结构如图 4 所示。在被测试件级间过渡处安装带齿圈的环形导轨,它由圆弧齿条和圆弧导轨组成。激光位移传感器固定在滑座上,滑座上安装有步进电动机、驱动齿轮和导向滚轮,从而可以带动滑座及激光位移传感器沿环形导轨做圆周运动。计算机连接数据输入输出模块,向步进电动机控制器发送脉冲信号,控制步进电动机移动。激光位移传感器输出的模拟信号通过数据输入输出模块转换为数字信号,进入计算机。
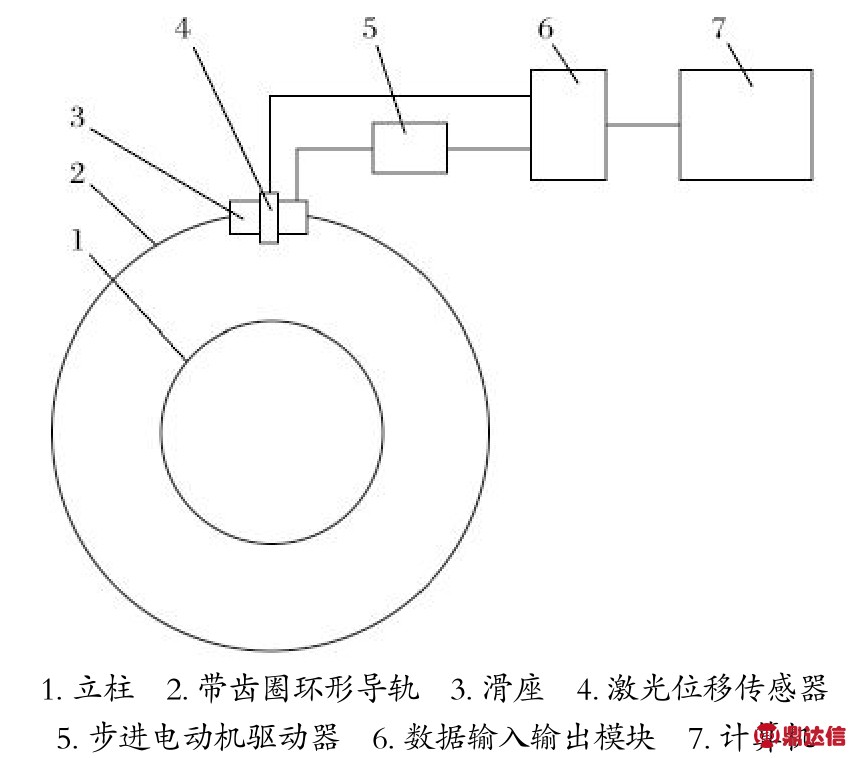
图 4 检测系统结构示意
Fig. 4 Structural sketch of detection system
3.2 检测系统关键部件
采用日本基恩士 LB-01 型高精度激光位移传感器,其参考距离为 100 mm,测量范围为±40 mm,线性度为 F. S. 的 1.6%,采样频率为 50 kHz,测量分辨率为 40 mm。选用日本三洋 103H5205-0440 型 2 相直流单级步进电动机,基本步距角度为 1.8°,保持转矩为0.2 N·m,转子惯量为 0.036×104 kg·m2,额定电流为1.2 A,容许轴向负载为 10 N,容许径向负载为 26 N。步进电动机驱动器选用型号为 US1D200P10 的直流单级驱动器,输入电压为 DC 24 V,输入电流为 3 A,可调节布局角度,具有缺相保护和低电压保护功能。数据输入输出模块采用阿尔泰科技 USB5936,转换精度12 位,采样速率为 1 Hz ~ 250 kHz,8 路差分输入,6路 CMOS 兼容数字量输出。
4 检测系统软件设计
4.1 挠度的计算
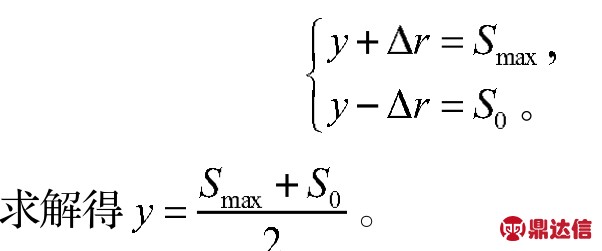
如图 5 所示,假设加载前后试件断面均为圆形,加载前试件级间过渡处断面为图 5 中虚线表示的以O1 为圆心、r1 为半径的圆,加载后试件发生膨胀和弯曲,断面半径增加为 r2,增加值 Dr = r2 - r1,断面圆心移至 O2,移动距离 y 即为试件级间过渡处挠度值。
以步进电动机最小步距为间隔,按国标要求对加载前后试件级间过渡处进行测距和计算,得到各点的位移量 S 和对应旋转角度,位移量最大值 Smax 的方向即为试件的挠曲方向,找到与其旋转角度相差 180°点的位移量 S0,则
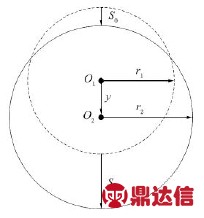
图 5 试件断面示意
Fig. 5 Sectional sketch of sample
4.2 检测系统软件编制
检测系统软件采用 Visual Basic 语言和 Access 数据库进行开发,实现了步进电动机控制、传感器数据采集、数据分析与处理、报表生成与打印等功能。软件流程如图 6 所示。
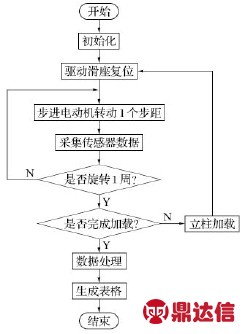
图 6 软件流程
Fig. 6 Process ow of software
5 误差分析和重复性测试
5.1 误差分析
挠度检测系统误差来源主要包括以下几个方面:首先是测量所采用的激光位移传感器的精度,它直接导致测量误差;其次,环行导轨的刚度以及步进电动机驱动滑座行走时的跳动,也是导致位移测量误差的一个重要因素;再次,立柱或千斤顶活柱表面有非常光滑的电镀层,会导致光的漫反射很弱,传感器接收到的光强很低,有时可能导致测量结果不准确[5];另外,挠度计算方法中假设试件加载后产生的膨胀是均匀的,而实际的膨胀肯定存在一定非均匀性,这也导致计算结果存在误差。
5.2 重复性测试
为验证检测系统的稳定性和可靠性,对型号为 400
400 290-2925,公称压力为 43.8 MPa 的双伸缩立柱,按国标要求以相同方法进行 5 次加载试验,试验长度为 5 200 mm,分别检测其挠度变化。5 次测量数据分别为 0.96、0.98、0.95、0.99、0.96 mm,说明检测系统具有较好的重复性,满足试验要求。
290-2925,公称压力为 43.8 MPa 的双伸缩立柱,按国标要求以相同方法进行 5 次加载试验,试验长度为 5 200 mm,分别检测其挠度变化。5 次测量数据分别为 0.96、0.98、0.95、0.99、0.96 mm,说明检测系统具有较好的重复性,满足试验要求。
6 结语
所设计的液压支架立柱及支撑千斤顶挠度自动检测系统,采用高精度激光位移传感器和高转换精度数据采集卡测量数据,通过步进电动机带动传感器在环形齿轨上移动,运动机构的控制、数据采集、挠度值计算、试验报表生成均由计算机配合专门编制的软件完成,依照国标实现了对液压支架立柱及支撑千斤顶挠度值的自动化高精度检测。


