
摘要:激光弯曲成形是一种高效、洁净的无模无外力成形工艺,具有生产周期短、柔性大、精度高等特点。该技术利用高能激光束以特定路径扫描工件表面,借助非均匀温度场产生的热应力实现塑性成形。通过调整激光加工的各种工艺参数和选择合适的扫描轨迹,可以成形任意形状的弯曲件、异形件和其它复杂的三维曲面等零件,并能成形常温下难变形材料,因此受到国内外众多学者及工程界的广泛关注,进一步加强对其的研究非常有必要。基于此本文分析了硅片激光弯曲成形的数值模拟及试验。
关键词:硅片激光;弯曲成形;数值模拟
1、硅片激光弯曲成形
激光弯曲成形是一种高效、洁净的无模无外力成形工艺,具有生产周期短、柔性大、精度高等特点。
与传统成形相比,激光热成形是一个复杂的瞬态热弹塑性变形过程,涉及传热学、弹塑性力学、材料科学等多学科降。其加热区域温度瞬态变化很大,同时存在加热与冷却过程,使得局部的温度、应力和应变在时间空间上剧烈变化。深入分析激光热变形的成形机理、温度场和变形规律,对于指导试验,实现弯曲过程的精密控制有着重要的意义。
借助激光弯曲成形硅片是激光弯曲成形在脆性材料领域的新应用,目前对于脆性材料的激光弯曲成形才刚刚起步,分析模拟脆性材料的激光弯曲过程,对于指导试验,激光参数的选择等意义重大。
2、硅片激光弯曲成形的数值模型
2.1 模型的建立
为便于分析和对比不同情况下的温度场与应力应变场,仿真过程中的模型建立与网格划分均参数化。如此,当需要改变模型大小,激光参数、扫描路径与起始位置等可能影响弯曲效果的参数时,可自动实现模型的建立与网格划分。
参数化建模,即将整个模型分为三区六段:激光作用区、网格过渡区和可伸长区,每区分左右对称的两段。其中,激光作用区主要是承受激光光斑能量,同时也是弯曲成形的主要区域,这个区域要求网格密度较大,为减少计算量,缩短计算时间,网格还应沿扫描线比例增大;网格过渡区是将激光作用区的高密度网格过渡到可伸长区的粗大网格,可伸长区的网格较大,而且他的两个左右区域长度均可任意改变,以达到改变扫描位置的目的,满足不同情况下的扫描需求。
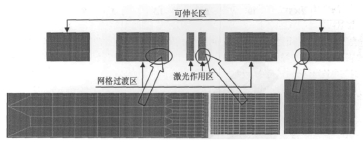
图1 模型分区
3.3 增厚
通过以上准备工作,并依据硅片脉冲激光弯曲成形的工艺特点,绘制基于ANSYS软件的仿真模拟程序流程图(如图2)。依据流程图借助APDL语言,编写硅片脉冲激光弯曲成形的仿真程序,实现对弯曲过程的建模仿真。
为便于调试与结果处理,本文将主程序分为四大模块:参数设定与建模模块,热分析模块,热结构分析模块,后处理模块。其中,参数设定与建模模块的功能为设定样件几何尺寸,激光加工模拟参数,并建立几何模型与划分单元网格;热分析模块主要功能为描述并加载动态热源,依据脉冲激光弯曲成形工艺特点进行温度场模拟;热结构分析模块的主要功能为改变单元类型,将热分析的温度结果作为载荷,重新加载进行热结构分析,获得最终的变形;而后处理模块的主要作用则是在热一结构分析的基础上,对结果数据进行提取汇总。
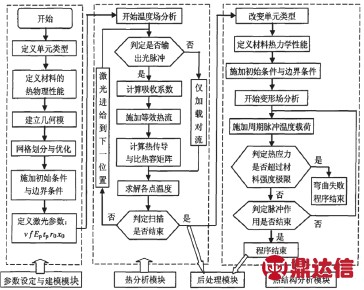
图2 程序流程图
2.3 温度场的模拟与试验分析
2.3.1 定点单脉冲作用效果
仿真几何模型为2mm×10mm×100μm,激光单脉冲能量为0.04J,脉宽为2ms,频率为30Hz,光斑半径为0.4mm,扫描速度为100mm/min。扫描路径如图3,激光在AB间往返移动,P1、P2、P3为扫描线上的点,P4、P5、P6为对应的下表面点。
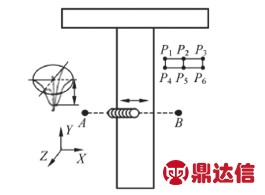
图3 激光扫描路径
图4显示了激光扫描到P2点时扫描线上的温度变化情况。可见对于每一个光脉冲,作用点都伴随着一次急剧的升温与降温过程,当脉冲作用到1.33ms时作用点处温度最高,而且光斑的热作用区很小,基本不超过光斑大小,这与实验效果一致。
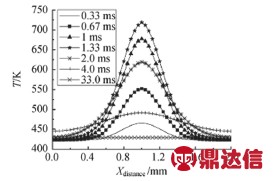
图4 激光作用到P2点时扫描线上的温度变化
2.3.2 多道扫描温度变化特点
图5为激光扫描的前两次,扫描线上P2点的温度变化历程。可见P2点的温度随着光斑的移动周期性跳动,且光斑中心越接近P2点温度波动越大,当正好作用到P2点时,温度达到最高。此后随着光斑的远离,波动开始减小,但每个脉冲作用的最后P2点的温度都会相对增长一些。
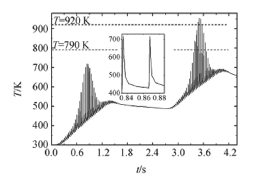
图5 P2点温度变化历程
3、应力应力弯曲分析
激光弯曲不但可以成形简单形状的工件,而且还可以重复成形复杂形状的异形件,但直到现在这种成形过程还主要依靠试验经验完成。所以,需要明白成形机理,才能确定成形条件,并实现对成形过程的正确控制。连续激光的弯曲机理,总结起来主要有三种:
3.1 温度梯度
当采用直径小,扫描速度快,能量密度高的激光束照射板材的上表面时,上表面瞬间加热至高温状态,而下表面温度较低,此时在加热区的厚度方向上产生强烈的温度梯度。使板材产生背向激光束绕扫描线的弯曲。冷却阶段,温度梯度逐渐变小,下表面则因热传导而开始膨胀,材料屈服应力降低而易于变形,最终使板材产生面向激光扫描线的正向弯曲。
3.2 屈曲
当激光束的直径较大,功率较高,板材较薄,热传导率较高时,板材正面首先被加热,受热材料先于背面发生膨胀,使板材产生一定程度的反向弯曲,而在加热区域内,厚度方向的温度梯度很小。冷却时,虽然正反面都产生横向收缩,板材总的横向收缩量决定了最终的弯曲方向,所以屈曲机理下即可能产生正向弯曲又可能产生反向弯曲。
从上述阶段划分可知,中国农村公共服务供给的研究受到国家政策的重要影响,在各个时期国家都有不同的农村发展目标和任务,这也引导着农村公共服务研究的发展方向。
当光束直径较大,而板材的厚度较厚,激光束直径较大时,在板的厚度方向上的温升几乎是同步的,厚度方向温度差可以忽略。由于扫描区域材料的热膨胀受到周围冷态材料的约束,使得加热区域材料产生堆积而导致板材变厚,冷却过程中,这部分材料不能完全复原,而产生板厚方向的正应变,板材在垂直于扫描线方向发生收缩变短,即材料的增厚效应。
总之,分析模拟脆性材料的激光弯曲过程,对于指导试验,激光参数的选择等意义重大,因此需要进一步加强研究。


