
摘要:针对传统密封方法在浇注光弹性模型时容易导致浇注液泄漏和模型尺寸误差大的问题,提出一种新的硅橡胶阴模密封方法。该方法采用与阴模相同的密封材料和固化工艺进行密封。齿轮光弹性模型的浇注实例表明,相同材料和固化工艺的采用使密封层与阴模成为一个整体,在不同温度和气压环境下均不会出现分离,有效避免了浇注液的渗漏;密封层厚度为阴模壁体最薄处的0.5~1.5倍,紧固力小,使模型各方向收缩膨胀均匀,降低了模型的附加变形。采用新密封方法浇注得到的光弹性模型无缺料现象,制造的齿轮内圆直径和高度的最大误差均小于2%,模型尺寸精度满足光弹性试验要求。
关键词:密封;硅橡胶阴模;光弹性模型;光弹性试验
随着国内航空发动机和传动系统研制技术的快速发展,面临的复杂力学问题越来越多,而光弹性试验是一种获取复杂构件应力分布的重要试验手段[1-4]。光弹性模型一般采用环氧树脂材料,模型的质量直接决定了试验的精度和有效性。在制作模型时,如果原型件采用浇注方式制作,那么光弹性模型也应采用浇注方式制作。硅橡胶由于表面光洁度高、收缩小和便于脱模等优点通常被用于制作浇注过程中所用的阴模。
一般来讲,密封的好坏决定了模型浇注质量的好坏,密封不佳将会导致模型出现缺料、变形和初始应力过大等问题。多年以来,工业上对硅橡胶阴模的密封采用了胶带的密封方式。主要步骤为在硅橡胶阴模开模后用订书针把开模线两边固定住,然后用胶带纸进行缠绕。这种密封方法简单方便,对浇注尺寸要求不高的硅橡胶模型和快速固化的普通塑料模型有良好的密封效果,但对浇注流动性较好、固化时间超过200 h和尺寸精度要求较高的光弹性模型存在如下问题:当胶带纸紧固的力较小时,容易导致浇注液从开模线处渗漏出来;当胶带纸紧固的力较大时,将会引起硅橡胶阴模较大的附加变形,使模型尺寸发生较大变化。
图1即为用胶带密封不佳造成的出现渗漏和变形过大的光弹性模型。由于胶带的紧固力度难以准确把握,浇注的成功与否严重依赖操作人员的经验,一般需要多次浇注才能得到一个合格的光弹性模型,造成了极大的浪费。因此,亟需开发一种新的硅橡胶密封方法以满足光弹性试验的要求。本文作者提出一种新的硅橡胶密封方法,解决了传统密封方法经常出现的浇注液渗漏和硅橡胶阴模变形等问题。
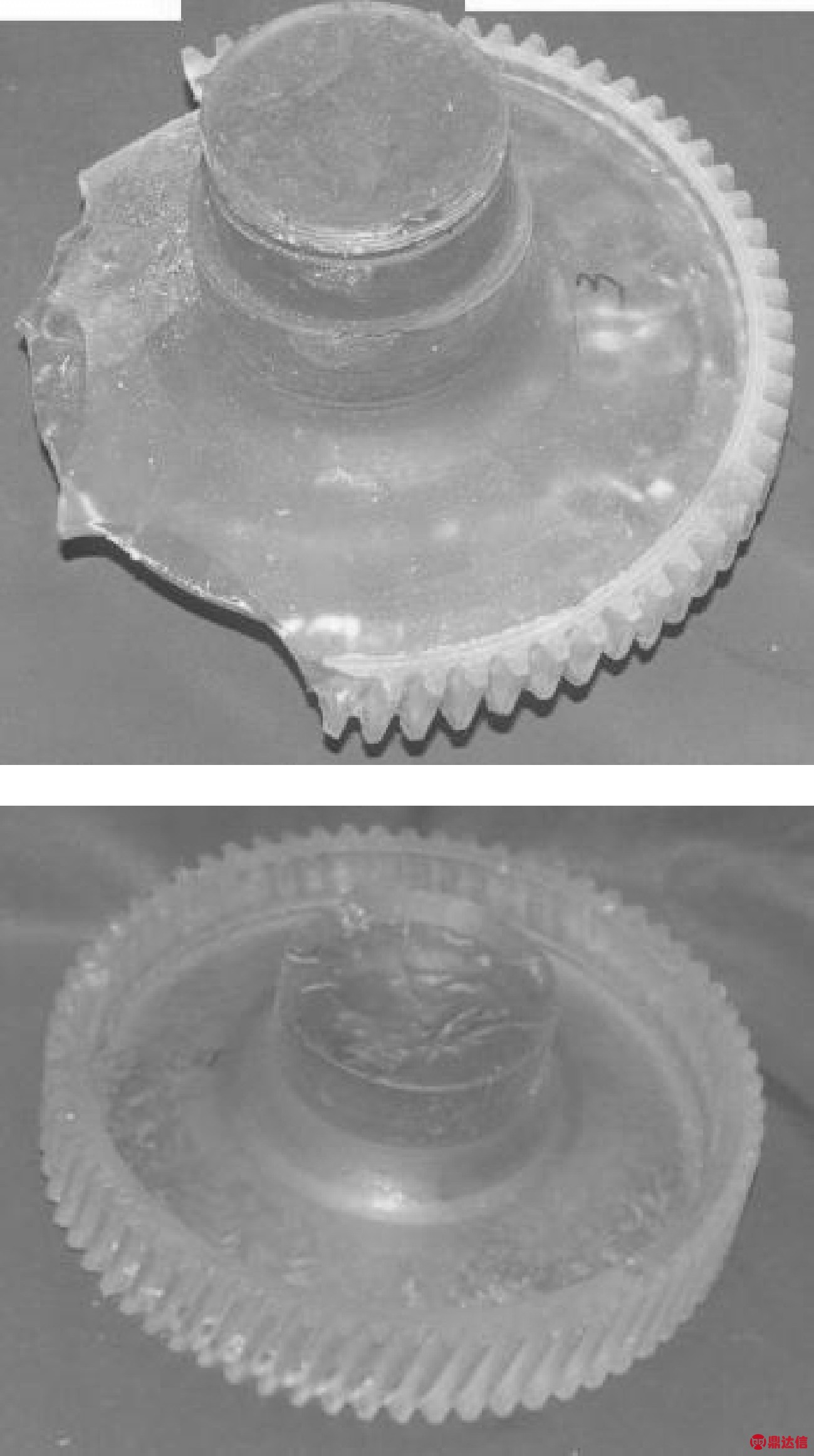
图1 密封不佳导致渗漏和变形过大的光弹性模型
Fig 1 The photoelastic model with leakage of material and large deformation caused by bad sealing process
1 硅橡胶阴模密封新方法
1.1 设备
硅橡胶阴模密封采用自主研发的真空浇注成型机[5-6],如图2所示,它主要由真空搅拌控温室、控制室、模型成型室和抽排气设备4部分组成。其特点是有完善的温控设施、杂质过滤装置和环保装置,基于不同的工艺能浇注不同材料的模型。

图2 真空浇注成型机实物图
Fig 2 The picture of the vacuum casting machine
1.2 工艺流程
图3示出了硅橡胶阴模传统密封方法流程图。该方法流程简单、操作方便,适用于浇注普通塑料和硅橡胶模型,但用于浇注环氧树脂材料的光弹性模型时,由于需要较大的紧固力进行密封,硅橡胶阴模形状易发生改变,造成浇注模型产生较大变形;另外,模型材料较好的流动性和长时间的固化过程容易造成浇注液渗漏。

图3 硅橡胶阴模传统密封方法流程图
Fig 3 The process flow chart of the traditional sealing method
针对传统密封方法存在的问题,本文作者提出了新的硅橡胶阴模密封流程,如图4所示,新密封方法用硅橡胶密封层取代了传统的胶带密封层。由于密封层材料与阴模相同且以浇注的方式进行密封,因而阴模和密封层能紧密结合在一起,在不同温度条件下均不会出现分离;另外,密封层厚度为阴模壁体最薄处的0.5~1.5倍,紧固力小,使光弹性模型在各个方向收缩膨胀均匀;此外,密封对阴模的形状没有限制,该方法具有较好的通用性。
下面以浇注齿轮光弹性模型为例,探讨硅橡胶阴模的密封新方法[7]。新方法共分三步:硅橡胶阴模预处理、硅橡胶阴模的密封和硅橡胶阴模密封的后处理。

图4 硅橡胶阴模新密封方法流程图
Fig 4 The process flow chart of the new sealing method
1.2.1 硅橡胶阴模的预处理
首先彻底清洁硅橡胶阴模,沿分型线用订书针固定好硅橡胶阴模,在硅橡胶阴模上安装好浇注硅橡胶阴模时的进料管道和排气管道,使之成为一个整体。然后制作一个薄板围框,根据硅橡胶阴模的不同,硅橡胶阴模的外壁与薄板围框内壁的距离为硅橡胶阴模壁体最小厚度的0.5~1.5倍,把处理好的硅橡胶阴模放在薄板围框内。
1.2.2 硅橡胶阴模的密封
(1)将称量好的硅胶和固化剂分别倒入真空浇注成型机的可控混合料斗和可控料斗中;
(2)将预处理好的硅橡胶阴模及薄板围框放置在成型机的升降平台上,调节平台高度把进料管道套入成型机的倒流装置,并用扎带扎好;
(3)编制好程序并启动成型机,对成型机的真空搅拌控温室和模型成型室抽真空,时间持续20~40 min;
(4)将可控料斗中的固化剂倒入可控混合料斗进行混合,同时启动成型机的搅拌马达,并继续抽真空2~5 min以排除混入其中的空气;
(5)将混合料通过导流装置缓慢注入薄板围框,混合料注入完毕,真空搅拌控温室停止抽真空,对成型机的模型成型室继续抽真空,时间为3~10 min;
(6)停止对成型机的模型成型室抽真空,然后分3个阶段进气;
(7)把硅橡胶模型在室温下放置8~12 h,或者放入烘烤箱内在40~60 ℃下保持2~4 h,使硅橡胶固化,完成对硅橡胶阴模的密封。
1.2.3 硅橡胶阴模密封的后处理
将密封好的硅橡胶阴模放在干燥箱中,在110~130 ℃下持续干燥45~50 h使硅橡胶完全固化;自然冷却到室温后将脱模液倒入硅橡胶阴模,使脱模液流过整体硅橡胶阴模内腔;倒置硅橡胶阴模让脱模液流出,自然干燥后,得到硅橡胶阴模。
硅橡胶阴模的密封方法要注意以下几点:
(1)硅橡胶阴模密封后,放置在干燥箱中在120 ℃要持续干燥约48 h,使模型得到充分固化,以减小浇注模型的边缘效应。
(2)阴模开模时光弹性模型没有完全固化,宜用手术刀轻轻划开,以免造成细微的划痕,导致在二次固化时模型开裂。为确保开模时不损伤光弹性模型,密封阴模为一次性使用产品,不考虑重复使用。
(3)对密封好的硅橡胶阴模浇注光弹性模型时须采用光弹性模型的真空浇注工艺[8]。
2 应用实例
为验证新方法对硅橡胶阴模进行密封时的效果,对齿轮的硅橡胶阴模进行密封并浇注了光弹性模型。
2.1 硅橡胶阴模的制作
以实物齿轮为阳模,如图5所示,利用真空浇注成型机,采用硅橡胶浇注工艺浇注了硅橡胶阴模,开模后的硅橡胶阴模见图6。

图5 齿轮原型
Fig 5 The gear prototype

图6 齿轮的硅橡胶阴模
Fig 6 The gear silicone rubber mold
2.2 密封质量验证
密封的质量可以通过浇注模型与原型的尺寸差异大小来反映。图7示出了浇注的齿轮光弹性模型。对比原型实物图5和浇注模型实物图7可以看出,浇注模型与原型相同,没有缺料和较大的变形,说明新方法密封的阴模没有发生浇注液渗漏和产生大的紧固力。对齿轮实物与浇注模型的尺寸进行计量,结果见表1。
图7 浇注的齿轮光弹性模型
Fig 7 The picture of the gear photoelastic model
表1 原型与浇注模型齿轮内圆直径及高度对比
Table 1 Comparison of gear inner circle diameter and height between the gear prototype and the gear casting model
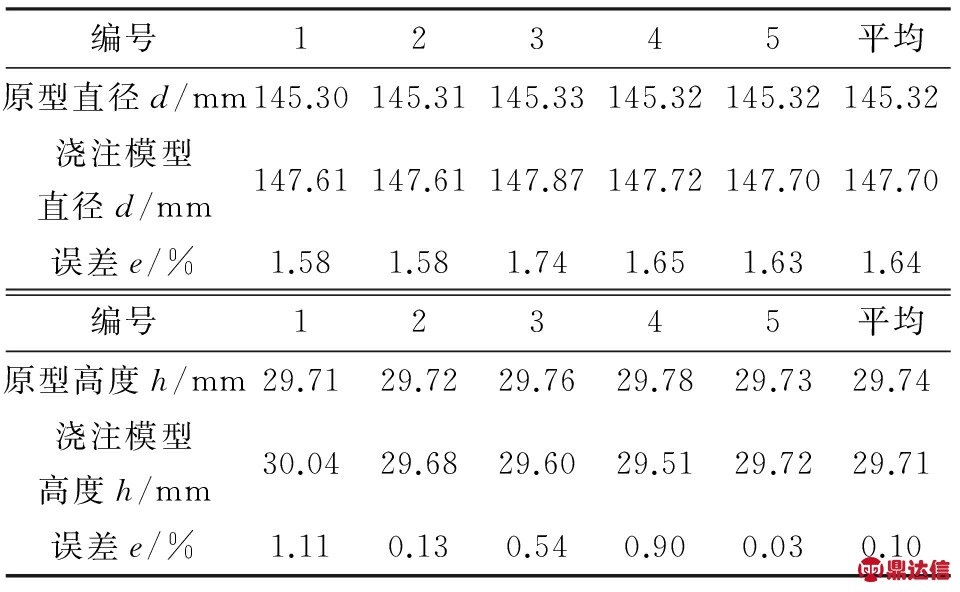
从表1可知,浇注模型与原型的齿轮内圆直径最大误差为1.74%,平均误差为1.64%;齿轮高度的最大误差为1.11%,平均误差为0.1%。浇注模型比原型在直径方向略微膨胀,在高度方向略微收缩,这是由于光弹性模型的内部挤压所致。但与原型相比,浇注模型在横向和纵向的尺寸变化均非常小,模型满足光弹性试验的尺寸精度要求。
3 结论
(1)提出的硅橡胶阴模的新密封方法,解决了传统密封方法经常出现的浇注液渗漏和硅橡胶阴模变形等问题。
(2)新方法在密封时采用的原材料和工艺均与浇注硅橡胶阴模时相同,可确保密封后密封层与硅橡胶阴模能成为一个整体;同时密封层薄、质量轻,避免了附加变形的产生。
(3)通过齿轮光弹性模型实例对密封质量进行了验证,表明浇注的光弹性模型齿轮无气泡、缺料等现象,模型的几何尺寸准确,纵向和横向误差均小于2%,尺寸精度满足光弹性试验要求。


