
摘 要 硅橡胶凭借其优异特性已成为一种重要的模具制作材料。本文以RTV-948型硅橡胶为材料,通过实例由易至难、由简至繁地介绍了上海自然博物馆常用硅橡胶模具的制作方法,并就其中一些需要加以注意的事项和操作技巧进行了详细说明。
关键词 模具制作 硅橡胶 RTV-948
0 引言
2.1 硅橡胶型号的选用
1 制模材料
1.1 材料的要求
模具制作简单来说就是通过一定的技术手段,保留被复制件的轮廓形态以供浇铸复制件时使用。故对制作模具的材料也就提出了“先软后硬”的要求:在保留原件形态的过程中,要求制模材料能够有良好的可塑性、依附性,这样才能锁定并记录被复制件的整体形态和各个细节;而在浇铸复制件的过程中,又要求该材料能够固化且不易变形,从而完整地还原被复制件。模具制作历史中曾尝试利用多种材料,传统的有石膏、蜡、纸浆,而陶泥、砂、金属等材料
1.2 硅橡胶及其特点
硅橡胶是一种由人工合成的特种橡胶,兼具无机和有机性质,主要由线型聚硅氧烷(硅橡胶生胶)、补强剂、结构化控制剂、交联剂、催化剂、改性添加剂等组成。按照一定的工艺要求,将原料经过混炼,得到混炼胶,在一定条件下进行硫化,便得到网状结构的高分子弹性材料。
由于硅橡胶在固化前具有良好的流动性,能够很好地附着在被复制件表面,易于捕捉还原各种形态和细节;在固化后既有弹性,强度又高,也方便脱模,使得硅橡胶成为模具制作的绝佳材料。同时硅橡胶具备耐老化、防霉抗蛀、柔软非脆性的特点,如今已经成为模具制作工作中最主要的原料之一。
根据硫化时所需温度的不同,硅橡胶可分为高温硫化型硅橡胶(HTV)和室温硫化型硅橡胶(RTV)两种,在日常模具制作工作中所使用的通常为后者。室温硫化型硅橡胶是能在室温下发生交联固化反应的一类硅橡胶,无须加热、加压即可固化,使用极为方便。由于其分子量低,固化前呈液体状态,因此素有液体硅橡胶之称。室温硫化型硅橡胶从液态到固化是一个硫化的过程,在生胶中添加适量的交联剂(常用正硅酸乙酯或聚硅酸乙酯)和催化剂(常用有机锡)后,即可硫化形成弹性固体。亦很常见。
2 材料选用与固化调和
(4)如图5所示,待硅橡胶完全固化后,脱模取出被复制件。
目前在市场有多种型号的硅橡胶产品,其中最常用的是RTV-948。如表1所示,其优点有:(1)固化剂仅需一种,操作简单;(2)固化后柔韧性良好,适用于制作结构复杂的模具。本文中使用的均为由上海西利康高新技术有限公司生产的RTV-948型号硅橡胶。
表1 RTV-948型硅橡胶的相关技术参数

2.2 调和固化
下面就介绍一下调和硅橡胶和固化剂的操作步骤和注意事项:
(1)估算所需硅橡胶用量,用电子秤称取。
(2)按照硅橡胶质量3%左右的量加入固化剂。固化的时间与固化剂的添加量成反比,因此切勿过多或过少,一般情况下添加量为硅橡胶质量的3%,上下浮动不宜超过1%。添加过少会造成固化反应不充分,导致硅橡胶无法完全凝结。而添加过多则使得固化反应过快,硅橡胶液体的黏稠程度迅速增加,降低流动性,对倾倒、涂刷等操作造成困难,而且变稠的硅橡胶无法很好地依附到被复制件表面,难以捕捉细节,容易产生气泡,影响模具质量。同时还会造成硅橡胶固化之后柔韧性下降,脆性增加,增加脱模过程中损坏模具的风险。
(3)用调刀将硅橡胶和固化剂进行充分调和,使固化剂均匀分布于硅橡胶内。在调和硅橡胶和固化剂的过程中应用调刀反复搅拌,同时避免调刀悬空操作,需有一定量的刮底和刮边操作。所谓刮底和刮边是指调刀的边缘紧贴容器的底部和内壁运动,这样做的目的是使得依附在容器底部和内壁上面的硅橡胶也能混合均匀,避免造成该区域出现未固化的情况。
(4)将调好固化剂的硅橡胶放置在相应的区域,等待固化。如要知晓固化是否完成,可以查看调和容器以及调刀上残留的硅橡胶,避免直接触碰用于制作模具的硅橡胶。
另外,由于暴露在空气中会产生结晶,添加固化剂后要注意及时清理移液管口处、固化剂容器瓶口的残液,同时盖紧封盖。
3 纯硅橡胶模具的制作
3.1 单块式模具
单块式模具为一块完整的硅橡胶,造型呈一面开口容器。如图1所示,该类模具适用于被复制件有一面为无造型的平面(通常为底面),且被复制件整体近似柱形或锥形,无明显突出或凹陷的结构。
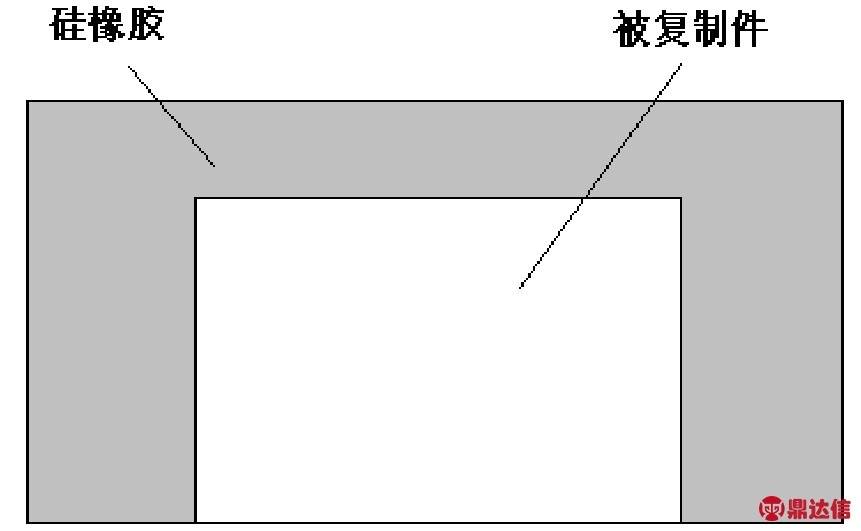
图1 单块式模具的结构原理
下面通过实例来介绍一下单块式模具的制作方法,被复制件为板状化石,其结构简单且一面为底面。
(1)如图2所示,将被复制件平置于擀制好的油泥之上。这是为了避免由于被复制件底面和工作台平面不能完全平整,致使浇灌硅橡胶后渗入缝隙。

图2 被复制件置于油泥上
(2)如图3所示,用油泥包围被复制件,油泥围墙的高度应超出被复制件最高点1 cm左右。要确保被复制件底面紧贴油泥,同时油泥围墙与油泥平面结合处无缝隙,以免浇灌硅橡胶后渗出。
如被复制件相对较高,相应的油泥围墙也会较高。而由于油泥属于软性材料,油泥围墙过高容易变形甚至塌陷,同时硅橡胶在固化前为液体状态,液体越深所产生的压强也越大,对油泥围墙造成的压力也就越大。因此在进行高度较高的单块式模具的制作过程中,对油泥围墙的坚固程度提出了更高的要求。对此通常有两种方法:一是增加油泥围墙自身厚度;二是在油泥围墙的外部采用其他材料进行加固,最简单有效的就是在油泥围墙的外面裹上几圈胶带。

图3 油泥围墙包围被复制件
(3)如图4所示,将硅橡胶和固化剂进行充分调和,将调好固化剂的硅橡胶灌入油泥围墙内。在调和和浇灌过程中,空气有可能被夹带进入硅橡胶而产生气泡。如果这些气泡存在于被复制件与硅橡胶的接触面上,就会影响模具的质量,因此在浇灌之前可将完成固化剂调和的硅橡胶放入真空机内除去空气。在浇灌过程中,将硅橡胶缓缓倒入,使硅橡胶液体呈极细的细流,这样可以最大程度上避免有新的空气混入其中。浇灌时不要将硅橡胶直接倒在被复制件上,而是沿模框周围填充,让硅橡胶逐渐包围被复制件,这样也能有效避免气泡的产生。

图4 将硅橡胶灌入油泥围墙
模具是指用来浇铸或者压制目标器物的容器,因其呈现出目标器物的阴性形态,所以也被称为阴模,在很多领域中被广泛运用。在博物馆行业中对于一些珍贵藏品,为了保护原件,通常会以复制品的形式进行展示。而这些用来代替原件的复制品就是通过翻模获得原件阴性形态的模具,再使用模具浇铸而成的。因此,长期以来模具制作技术(亦称翻模技术)一直是文物保护领域的关键技术之一。上海自然博物馆模具制作的主要对象有古生物化石、古人类骨骼、现生动物骨骼等,最具代表性的就是合川马门溪龙和黄河古象化石模型。本文以RTV-948型硅橡胶为主要材料,详细介绍了上海自然博物馆常用硅橡胶模具的制作方法及操作技巧。

图5 脱模取出被复制件
3.2 分块式模具
如图6所示,分块式模具的制作过程即是将被复制件分为两件,以分块面作为拆分件底面分别制作的单块式模具。因此只要被复制件能够被拆分为两个部分,且每个部分都能满足于单块式模具的制作要求即可适用。
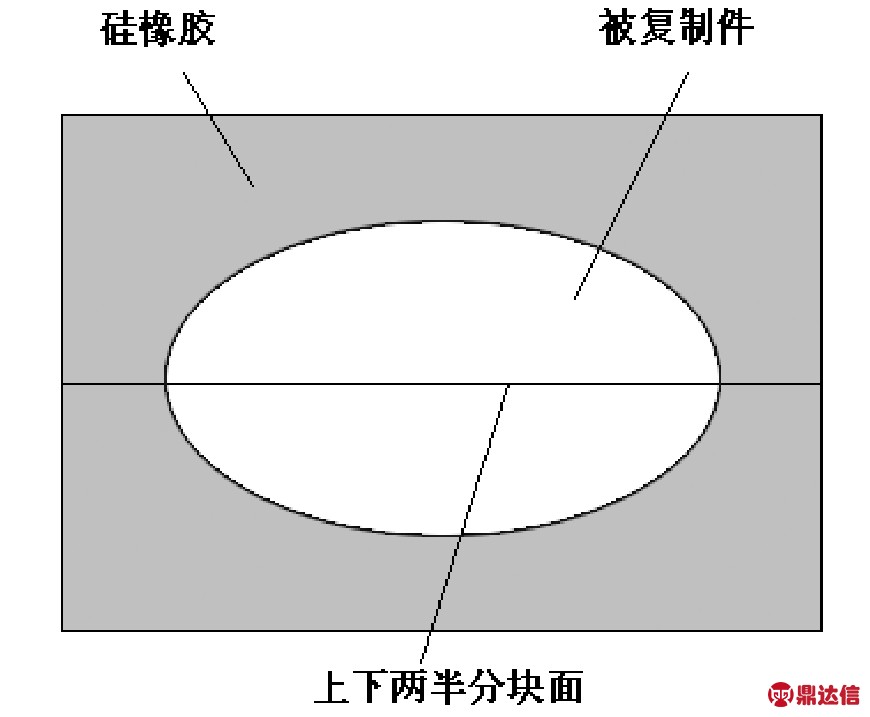
图6 分块式模具的结构原理
下面通过实例来介绍一下分块式模具的制作方法,被复制件为大唇犀跗骨化石,其体型较小且结构简单,便于选取分块面。
(1)确定分块面,用油泥对被复制件进行分块,在油泥分块面上制作榫头。
分块面可以是一个平面也可以是一个曲面。通常采用嵌入、围边或贴边三种方法,沿着被复制件最突出点的轨迹进行分块。该实例中即是采取了嵌入法,适用于体积较小且结构简单的被复制件。如图7所示,先准备一块略大于被复制件的块状油泥,依照被复制件的形状掏去块状油泥的中间部分,然后将被复制件放置在掏空区域,使被复制件嵌入油泥内。
图7 嵌入法
如图8所示,榫头主要用来确定两块模具的相互位置,避免合模时发生错位。凹陷的榫头被称为阴榫,突出的榫头被称为阳榫。在对应位置上,两块模具一边为阴榫另一边为阳榫,其形状完全契合。阴榫可以用柱状器物在油泥上造成凹陷,阳榫可以用围棋棋子等物件形成突起。事先制作的榫头在模具上会呈现出相反的状态,即油泥上的阴榫在相应的模具上为阳榫,油泥上的阳榫在相应的模具上为阴榫。
图8 制作榫头
(2)如图9所示,制作油泥围墙包围被复制件和榫头,将硅橡胶和固化剂进行充分调和,灌入油泥围墙内,待硅橡胶完全固化后整体翻转,并去除油泥。

图9 完成分块模具1

图10 完成分块模具2
(3)如图10所示,重复上步操作,制作第二分块模具,然后分离成两块模具,取出被复制件。为了避免多次浇灌后产生粘连,在制作第二个分块模具之前,将隔离剂涂刷在硅橡胶模具的接触面上,使得两块模具之间形成一个“隔离带”。目前市场上有许多专业的隔离剂制品,而日常生活中的肥皂液则是最经济实用的。
4 复合硅橡胶模具的制作
纯硅橡胶模具虽然制作方法比较简便,但硅橡胶的消耗量比较大,并且制成的模具相对厚重,不易脱模。因此当遇到体型庞大或结构复杂件时,就需要采用硅橡胶内模加石膏外膜的复合模具了。如图11所示,复合模具中的硅橡胶内模起到了记录复印轮廓细节的作用,石膏外模起到了依托定型的作用。
4.1 简单的复合模具
下面通过实例来介绍一下简单复合模具的制作方法,被复制件为一组尺桡骨。在实际操作中经常会出现一副模具中包含多件被复制品的情况,即一模多件,主要有两个原因:一是多件被复制件可构成一个自然的组合;二是同时制作可减少工作量。
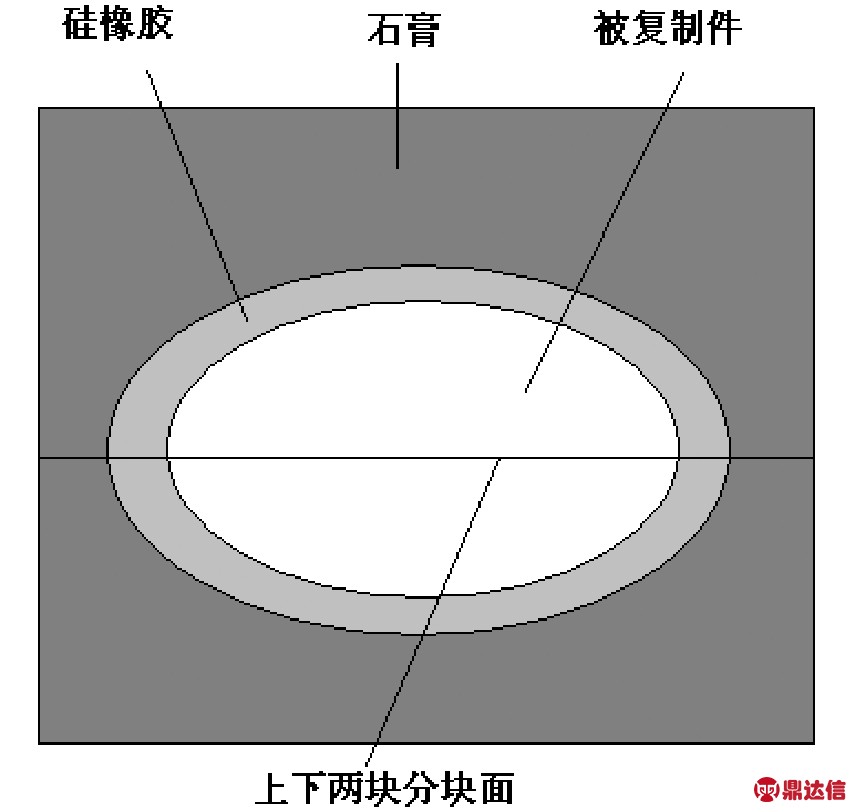
图11 复合模具的结构原理
(1)如图12所示,确定分块面,用油泥对被复制件进行分块,并在油泥分块面上制作榫头。该实例中采取了围边法,首先将被复制件放置在台面上,用相应高度的油泥条包围被复制件。再根据分块需求在适当位置上增减油泥,最后用工具对油泥进行整形和细节处理,使得油泥和被复制件紧密贴合,分块面表面光滑平整、轮廓清晰。

图12 油泥分块
(2)如图13所示,将硅橡胶和固化剂进行充分调和,均匀涂刷在被复制件和油泥分块面上,重复3~5次,其间加1~2层纱布。
涂刷硅橡胶时尽量保持厚度均匀,确保硅橡胶充分覆盖被复制件表面和分块面。尤其要注意被复制件表面不平整处、分块面和被复制件结合部位以及分块面阴榫位置,避免漏涂或产生气泡。
加贴纱布是为了增加硅橡胶模具的强度,避免在使用过程中撕裂。纱布主要依靠液态硅橡胶本身的黏性,因此必须完全浸透,与之前一层的硅胶完全贴合,无气泡隆起。尽量使用大块完整的纱布,如遇体型庞大或结构复杂件时,两块纱布的拼接处必须重叠,可根据实际需求重复操作,确保硅橡胶模具有足够的强度。

图13 加贴纱布
在制作过程中需要涂刷多次硅橡胶,每次涂刷都要等前一次完全固化后再进行。涂刷前不要触碰固化的硅橡胶,避免硅橡胶模具分层。待最后一层硅橡胶固化之后,用美工刀沿分块面轮廓将多余的硅胶和纱布去除。
(3)按照1:1的体积比调和石膏粉与水,如图14所示,采用围墙灌注法制作石膏外膜。
(4)如图15所示,整体翻转,并去除油泥,在硅橡胶面上涂刷隔离剂,重复第二步、第三步。
(5)如图16所示,取下石膏外模,分离两块硅橡胶内模,取出被复制件。
4.2 复杂的复合模具

图14 制作石膏外膜
下面通过实例来介绍一下复杂复合模具的制作方法,被复制件为古人类头骨模型,其复杂性体现在被复制件的结构上。

图15 完成分块模具1

图16 完成分块模具2

图17 贴边法

图18 用油泥条设立简易边界
(1)用油泥对被复制件进行分块,该实例中采取了贴边法。由于被复制件体型较大,分块面距离台面较高,使用嵌入法和围边法需要准备大量的油泥,而贴边法只需要薄薄的一层就能完成。如图17所示,首先将油泥制成带状长条,然后沿分块轮廓线将油泥条贴在被复制件上。在油泥条和台面之间可放置支撑物,防止油泥下坠脱落。
(2)制作硅橡胶内模,注意需在硅橡胶内模的外侧增加几个榫头。这些榫头有两个作用,一是固定硅橡胶内模和石膏外模的位置,避免发生错位,二是避免浇灌时硅橡胶内模与石膏外模分离造成凹陷。这些硅橡胶榫头呈上大下小形状,在涂刷最后一层硅橡胶后,根据需要放置在相对平坦的位置。
(3)分块制作石膏外模。由于被复制件结构复杂,石膏外模要分多块制作,且大多呈非规则形状,这时围墙灌注法就不能胜任了。如图18所示,先预设各块石膏模具的大致形状,在相应位置上用油泥条设立简易边界。按照1:1的体积比调和石膏粉与水,待石膏初凝前,如图19所示,根据边界范围堆放石膏,再待石膏终凝前,用工具将石膏修正成预设形状。如图20所示,通过小块石膏将内扣结构全部消除后,再用大块石膏罩住石膏块模和硅橡胶内模。如遇体型较大件时,石膏分块外模可内置钢筋以增加强度。石膏的堆放和修形要掌握不流动、初凝、终凝这三个时间点,否则将会事倍功半。
各块石膏外模之间也需要榫头和隔离剂。可用刻刀等工具在石膏表面制作出形状规则的平坦凹陷作为榫头,也可通过适当修形利用石膏外模本身形成一个大榫头。
(4)如图21所示,取下石膏外模,分离两块硅橡胶内模,取出被复制件。

图19 完成小块石膏块模

图20 完成石膏外模

图21 脱模取出被复制件


