
摘要:针对软脆碲锌镉晶片的传统加工工艺“游离磨料-抛光-化学机械抛光”存在的缺点,提出“固结磨料研磨-新型绿色环保抛光液化学机械抛光”新方法。固结磨料研磨工艺为:采用3000号刚玉防水砂纸,压力为17kPa,抛光盘与抛光垫转速均为80r/min,研磨时间为5min。新型绿色环保抛光液含有双氧水和硅溶胶,采用天然桔子汁作为pH值调节剂。化学机械抛光工艺为:采用自行研制的化学机械抛光液,绒毛抛光垫,抛光压力为28kPa,抛光盘与抛光垫转速均为60r/min,抛光时间为30min。试验结果表明,经过上述加工可获得超光滑的表面,表面粗糙度算术平均值、均方根值、峰谷值分别可以达到0.568nm、0.724nm、6.061nm。
关键词:碲锌镉;固结磨料;绿色环保抛光液;化学机械抛光
0 引言
碲锌镉(Cd1-xZnxTe,简写为 CZT)晶体是宽禁带Ⅱ-Ⅵ族化合物半导体,CZT晶体被广泛用作第三代红外探测器Hg1-xCdxTe的外延衬底和室温核辐射探测器等,是一种极具工程意义和战略意义的功能材料。CZT晶体在衬底和核辐射探测器中应用,其表面加工质量是影响器件使用性能的极其重要的因素。CZT晶体是一种软脆功能晶体,其莫氏硬度约为2.3,传统的游离磨料研磨-抛光-化学机械抛光等方法非常容易在其表面产生划伤和颗粒嵌入,因此CZT晶体属典型的难加工材料[1-4]。查钢强等[5]对 CZT 晶体采用机械抛光的工艺方法,粗抛20min,细抛120min,加工时间长,表面粗糙度值为8.752nm,加工精度低;张振宇等[6]采用直径为2~5μm的α型Al2O3研磨剂和自行研制的均匀分布的5nm抛光球抛光液,对CZT单晶片进行研磨-机械抛光-化学机械抛光精密加工,获得了光滑表面,与查钢强等[5]的结果相比,表面粗糙度值有较大幅度的减小,但仍在2nm以上且加工时间过长,同时配置抛光液时用乳酸、盐酸等调节抛光液的pH值,对操作者及环境有不良影响;李岩等[7]采用自行研制的含有硝酸的化学机械抛光液对CZT晶片进行了化学机械抛光,其抛光液选用硝酸作为氧化剂,硝酸具有强烈的腐蚀性及挥发性,在化学机械抛光过程中与CZT发生化学反应还会产生NO气体,NO气体在空气中不稳定,很容易生成NO2,二者对于实验操作者及环境来说都具有极大的危害性。
针对传统加工方法加工CZT存在的游离磨料嵌入以及化学机械抛光液对环境有害等问题[4-10],本文提出固结磨料研磨和绿色环保化学机械抛光相结合的新方法来加工CZT晶片,获得了优化的抛光液成分及工艺参数,并进行了相应的化学反应分析,在优化的加工条件下最终可获得稳定的表面粗糙度Ra为0.568nm的超光滑抛光表面,抛光时间短,并且所用抛光液为环境友好型抛光液。
1 研磨-化学机械抛光试验
CZT晶片是采用改进的Bridgman方法进行生长的,其成分(质量分数)为 Cd0.96Zn0.04Te(1 1 1),将三片10mm×10mm×1.5mm CZT晶体用石蜡粘在配重块圆周的三等分点上,用RIKEN-P-3000刚玉防水砂纸作为固结磨料研磨工具。研磨抛光设备为ZYP200旋转摆动重力式研磨抛光机,压力为17kPa,抛光盘与抛光垫转速均为80r/min,研磨5min,研磨后用去离子水清洗CZT晶片并用压缩空气吹干。采用硅溶胶(二氧化硅质量分数为50%,pH值为7~8,粒径范围为50~70nm)与质量分数为30%的双氧水按5∶3的体积比配成抛光液,氧化剂为双氧水,它分解仅产生水和氧气,对环境友好。调节抛光液的pH值时如果用乳酸、盐酸等试剂,则由于其有刺激性气味,对操作者和环境均有害。我们先后采用苹果汁、葡萄汁、桃汁、桔子汁等进行了大量实验,综合考虑成本、加工效率、加工质量等多种因素,最终选定桔子汁。采用纯天然的新鲜桔子汁(在热水中浸泡1h后取其汁存于溶液瓶中)调节抛光液pH值至4~5区间。抛光垫为绒毛抛光垫,在抛光压力为28kPa、抛光盘与抛光垫转速均为60r/min的工况下,进行30min的化学机械抛光,加工完毕后用去离子水清洗并用压缩空气吹干CZT抛光表面,清洗过程也是绿色环保的。
2 结果
研磨前,用OLYMPUS-MX40光学显微镜对从单晶锭上切割的CZT晶体进行了表征,如图1所示,切割后的CZT晶片表面非常粗糙。
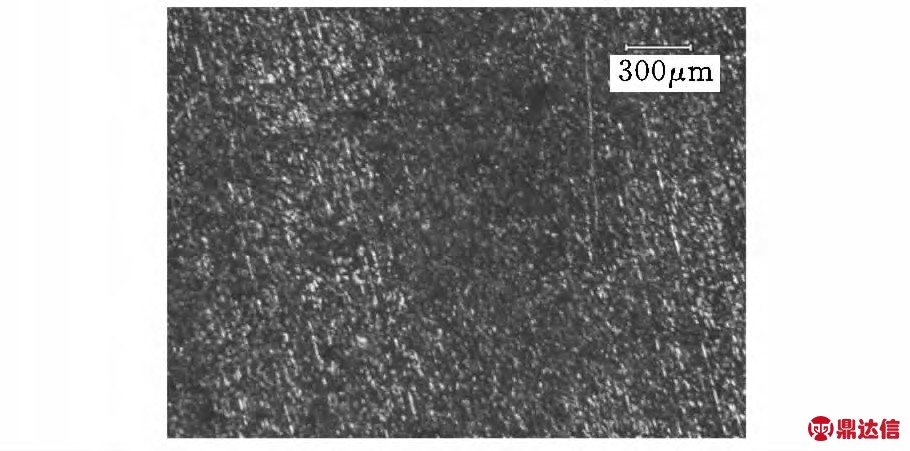
图1 研磨前的CZT晶片表面光学照片
图2所示为固结磨料研磨后的CZT晶片的表面光学照片,晶体表面出现了大量的微划痕,为延性域去除,没有破碎产生,同时未见磨料嵌入现象。
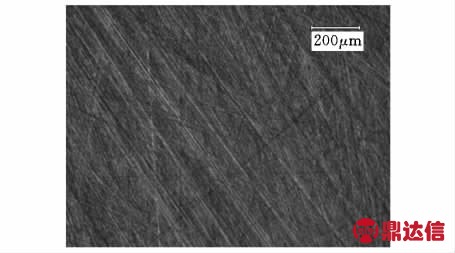
图2 固结磨料研磨后的CZT表面光学照片
图3所示为采用新型绿色环保抛光液抛光后的光学照片,CZT晶片表面经过化学机械抛光后,可清除固结磨料研磨所造成的划痕,从而获得超光滑表面。为了获得抛光后的CZT表面形貌和粗糙度值,采用ZYGO-NewView5022-3D表面轮廓仪对CZT抛光表面进行测试与表征,表面粗糙度算术平均值、均方根值、峰谷值分别为0.568nm、0.724nm、6.061nm,获得了超光滑表面。
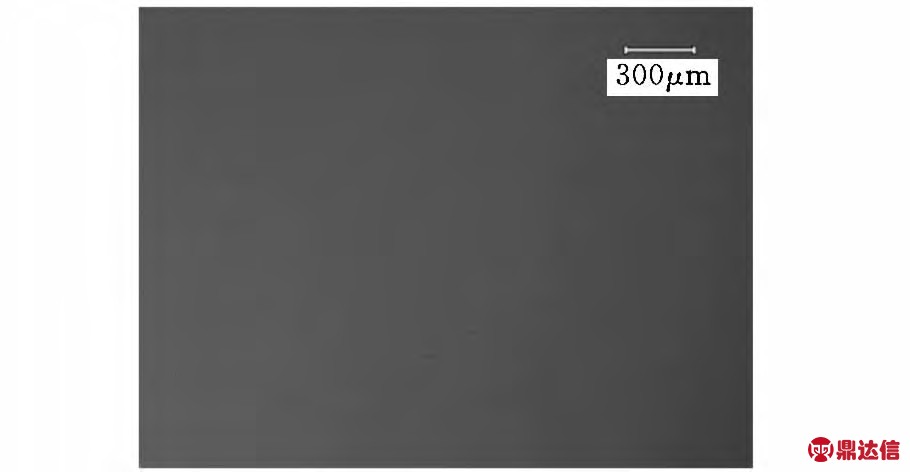
图3 新型抛光液化学机械抛光后的CZT超光滑表面
3 讨论
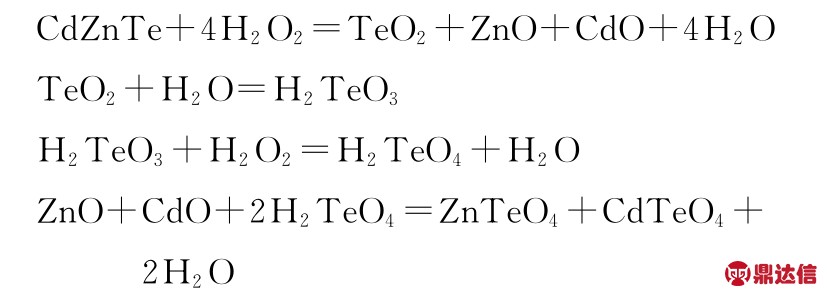
下面探讨新型绿色环保抛光液能有效去除固结磨料研磨造成的表面划伤的原理。Te是ⅥA族元素,与O、S同族,是半金属元素,在氧化物中主要呈现+4价,Zn、Cd是ⅡB族元素,属过渡金属元素。双氧水是强氧化剂,Te、Zn、Cd被氧化得到各自对应的氧化物TeO2、ZnO、CdO,同时有水生成,在酸性条件下,与S同族的Te元素具有和S相似的化学性质,氧化物TeO2得到其对应的酸H2TeO3,在强氧剂双氧水的作用下会进一步生成酸H2TeO4,过渡金属元素氧化物ZnO、CdO与酸H2TeO4反应生成相应的盐ZnTeO4、CdTeO4及水[11]。相应的反应方程式如下:
同时,在化学机械抛光过程中,供给抛光液进行化学机械抛光时,如果工件与抛光盘同时转动,则工件与抛光垫接触部分有明显的气泡产生,如果停止转动,则接触面间气泡消失,工件与抛光垫间的机械作用促进了二者间的化学反应。综上所述,工件与抛光液发生了化学反应,使CZT晶体表面材料发生分解,工件表面材料在机械作用下得以去除,去除的材料被抛光液带走,同时加工过程中的机械作用又加速了该化学反应的进程,在机械与化学的协调作用下完成了工件表面的材料去除,获得了超光滑的抛光表面。
在传统的加工方法中,研磨和抛光阶段均采用游离磨料[5-6],这种游离磨料非常容易嵌入碲锌镉加工表面,而一旦嵌入,后续的机械抛光和化学腐蚀很难将其去除,即使去除,也会在表面留下微小的凹坑、划痕、变形甚至裂纹,因此,传统的加工方法在研磨和抛光阶段所耗费的时间非常长,一般抛光阶段就要2h[6],且效果并不理想,Ra一般在8nm以上[5]。最终的化学腐蚀虽然能够去掉部分的损伤层,但是其化学腐蚀的作用太强,去掉损伤层的同时也在碲锌镉表面留下了腐蚀沟[6],因此其最终的加工效果也不是很理想。在我们过去的工作中,虽然增加了盐酸等溶解剂,合成了新的化学机械抛光液,但是对环境和操作者本人都有一定的潜在危害;而且所加的盐酸等腐蚀液对碲锌镉的溶解速度较慢,与化学机械抛光工艺很难达到化学溶解与机械去除的平衡,从而导致其表面粗糙度仍然在2nm以上。本研究所采用的固结磨料研磨方法,加工软质的碲锌镉表面时,固结磨料的损耗非常小,有效避免了游离磨料的嵌入,这对于减小最终工件的表面粗糙度非常有好处。在新研制的化学机械抛光液中,加入了能够直接饮用的饮料作为pH值调节剂。经过大量的实验,这种新型抛光液的pH值在4~5之间时,碲锌镉的化学溶解和机械去除达到了非常好的平衡状态,抛光时间缩短为30min,并且获得了超光滑的加工表面。这种新型的抛光液成本相对低廉,加工效率高,抛光效果好,而且对环境和操作者几乎没有损害。
4 结论
(1)传统的游离磨料研磨方法,游离磨料非常容易嵌入软脆晶体的加工表面,一旦嵌入,后续的抛光工艺将很难将其去除。本文所采用的固结磨料研磨方法有效避免了游离磨料嵌入加工软脆晶体碲锌镉表面。
(2)传统的化学机械抛光液中一般含有盐酸、乳酸、硝酸等成分,对实验操作者及环境都有一定的危害,而新型绿色环保抛光液中仅含有硅溶胶、双氧水及桔子汁三种成分,对环境及操作者的危害非常小,远小于传统的带有酸、碱或者醇的抛光液及清洗液。
(3)采用固结磨料研磨-绿色环保化学机械抛光新方法,对CZT晶片进行了化学机械抛光,采用新的工艺参数,仅耗时35min,同时加工精度得以大幅度提高,可获得表面粗糙度算术平均值、均方根值、峰谷值分别为0.568nm、0.724nm、6.061nm的超光滑表面。


