
摘 要:本文通过对集装箱半挂运输车锁扣支撑板零件冲裁力的分析和计算,介绍了此类厚板零件冲裁模的结构特点,设计了斜刃口凸模,提出了降低冲裁力的方法,合理的利用现有的压力机,使加工出来的零件完全符合技术要求。
关键词:锁扣支撑板;刃口斜度;落料凸模
锁扣支撑板是集装箱半挂运输车重要零件之一,材料为Q345A、厚度为12 mm,零件平面度≤0.2 mm,冲裁面毛刺高度≤0.05 mm。月产量保证1 500件以上,需要添置冲Φ82圆孔模一套。
1 平刃口的冲裁力
为了合理设计模具和正确选用现有压力机,计算冲裁力必不可少。用一般平刃口的凸模和凹模进行冲裁时,其冲裁力可以计算为:P=1.3τLt=1.3×630×257×12=2 525.8 kN
其中,τ代表材料的抗剪强度,取630 MPa;L代表Φ82圆孔的轮廓周长,计算为257 mm;t代表材料厚度,取为12 mm。[I]
2 降低冲裁力的方法
根据笔者所在公司现有JF21-200型开式固定台压力机,计算出的冲裁力显然超过压力机的额定压力,为了完成生产任务,在不考虑添置冲床的前提下,冲裁轮廓周长尺寸较大的厚板或高强度板时,必须适当降低冲裁力,以便能够充分利用现有设备进行生产, 降低冲裁力主要有如下2种方法:
(1)采用加热红冲冲裁法进行加工,将材料加热冲裁。虽然钢在加热状态下抗剪强度降低很多,降低了冲裁力,但加热带来的问题很多,不仅增加工序和能源消耗,而且加热后表面冲裁断面较差:圆角大、有毛刺[2]、精度低、冲压件的平面度、表面质量和粗糙度值均不理想。
(2)采用斜刃冲裁的方法,将凸模设计成斜刃口,冲裁时整个刃口不与冲裁件周边同时接触,而是逐步切入,可以减小冲裁力,但是凸模进入凹模越深,板料的弯曲越严重,板材厚度设为t(t=3~12 mm)时,刃口倾斜程度H(H=t),刃口倾斜程度H越大冲裁力越小。
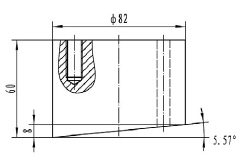
图1 凸模零件图
3 实际凸模结构
经过生产实践,现根据零件的冲裁工艺特点,制作如图所示斜刃口形式凸模零件;刃口倾斜程度H=8 mm,斜度ψ为5.57°。采用这种形式的凸模优点是刃口不易损坏。在冲裁时,材料的变形程度比平刃口有较大的改变,所需的冲裁力按斜刃口计算为:P=1.3Lτt8/12=1.3×257×630 ×12×8/12=1 683.8 kN
通过以上计算可以看出,凸模形式工艺改进后,其冲裁力下降30%左右,我公司现有的200 t压力机完全满足冲裁力的使用要求。
4 结束语
该锁扣支撑板冲孔凸模形式通过工艺改进后降低了冲裁力, 冲出的毛刺高度满足使用要求,经过一年多的使用,已冲裁此零件2万件左右,能够完全保证冲压件的质量和稳定性,为相同条件下降低厚板零件冲裁力提供一些参考经验。


