
摘 要:气垫式流浆箱存在总压不稳定、纸浆液位波动较大等问题,是导致成纸质量不稳定的关键因素。本文在分析存在问题的基础上,设计了以模糊控制理论与传统PID控制理论相结合的模糊自适应整定PID控制的流浆箱电气控制系统。此系统设计具有良好的动态性能和静态性能,操作简单,运行可靠,解决了系统存在的问题。
关键词:流浆箱;可编程控制器;模糊PID
气垫式流浆箱作为连接浆料制备和造纸机成形部的装置,其作用是沿着造纸机横幅方向均匀地分布浆料,并保证上网纸浆压力、速度、流量、浓度均匀分布,实现纸浆纤维的定向可控性和均匀性,有效分散纤维,防止纤维絮聚,保持稳定的上网压头和浆网速比。气垫式流浆箱控制系统主要对纸浆液位和总压进行PID控制[1]。但是在实际应用中,总压和纸浆液位都不同程度地存在非线性、参数时变性和模型不确定性,所以一般的PID控制难以实现总压和纸浆液位的精确控制。模糊控制对数学模型依赖性弱,不需要建立过程的精确数学模型。针对PID控制和模糊控制的各自特点,将模糊控制和PID控制相结合,研究模糊自适应整定PID控制,应用模糊推理,自动实现对PID参数的最佳调整,达到精确控制总压和纸浆液位的过程控制目的。
1 气垫式流浆箱控制系统分析和设计
1.1 气垫式流浆箱控制系统工艺介绍
气垫式流浆箱为双输入双输出系统,输入量为冲浆泵输入的浆流和罗茨风机鼓入的压缩空气,输出量为上网的浆流和排出的压缩空气[1]。气垫式流浆箱外观如图1所示。
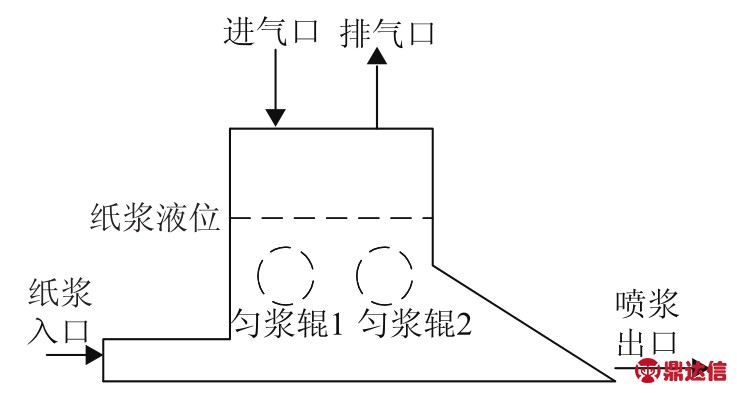
图1 气垫式流浆箱外观图
纸浆通过冲浆泵从流浆箱布浆总管流入流浆箱堰池内,进入堰池的纸浆液位高度要控制在30~45 cm,高出匀浆辊3~5 cm。在堰池内依靠匀浆辊的转动产生微小可控的湍流,防止纸浆絮聚。罗茨风机从进气口鼓入压缩空气产生气垫压力,纸浆在自身静压和气垫压力的作用下从唇口喷到成形网上[1]。
1.2 气垫式流浆箱的工作机理
气垫式流浆箱在自身静压和气垫压力的作用下,将堰池内的纸浆喷射到成形网上,其中喷浆速度由公式(1)表示。
式中,v为喷浆速度(m/s);λ为与唇口开度有关的常数;g为重力加速度常数(m/s2);p为总压(Pa)。从式(1)可以看出,浆速与总压的平方根成正比关系。总压越大,喷浆的速度越高。而总压与气垫压力和纸浆液位静压有关,其关系由公式(2)表示。
式中,P气为气垫压力(Pa);H r为纸浆液位静压(Pa)。总压是气垫压力和纸浆液位静差之和。由式(2)可知,在气垫压力不变的情况下,升高纸浆液位则总压升高;纸浆液位不变的情况下,气垫压力升高则总压升高。
一般从工艺的角度来说,纸浆的流速必须与成形网的速度保持一个稳定的关系,即浆网速比恒定时,才能保证成纸的质量。浆网速比关系式由公式(3)表示。
式中,c表示浆网速比;v表示喷浆速度(m/s);ω表示网速(m/s)。根据抄纸工艺,浆网速比一般介于0.9~1.1之间。对公式(1)和公式(3)进行整理,得到总压和网速之间的关系,见公式(4)。
在实际抄纸过程中,造纸机网速经常变化,作为系统的一种扰动,为了保持浆网速比恒定不变,对流浆箱总压的调节就是控制系统要求的核心。通过公式(2)可知,总压是气垫压力和纸浆液位静差之和。为了调节总压,必须对气垫压力和纸浆液位静压进行调节。罗茨风机向流浆箱体鼓入风量,保证了气垫压力;冲浆泵向流浆箱体输入浆料,保证了纸浆液位。为了达到恒定的浆网速比,对总压必须进行PID控制调节;为了保证喷浆的质量,对纸浆液位也必须进行PID控制调节[1]。在流浆箱控制系统中,对总压和纸浆液位的控制调节是两个关键技术点。
1.3 气垫式流浆箱总体设计方案
气垫式流浆箱控制系统设计采用西门子S7﹣300 CPU313C作为总控制器,SM331为模拟量输入模块,SM332为模拟量输出模块;DELL工控计算机作为系统上位机;变送器选用横河川仪公司的EJA210A产品,其中压力变送器量程0~40 kPa,液位变送器量程0~10 kPa;罗茨风机变频器选用ABB公司ACS355系列产品;匀浆辊变频器选用ABB公司ACS150系列产品;冲浆泵变频器选用ABB公司ACS800系列产品。总控制器与上位机之间通信采用MPI通信方式。系统硬件总体设计图如图2所示。
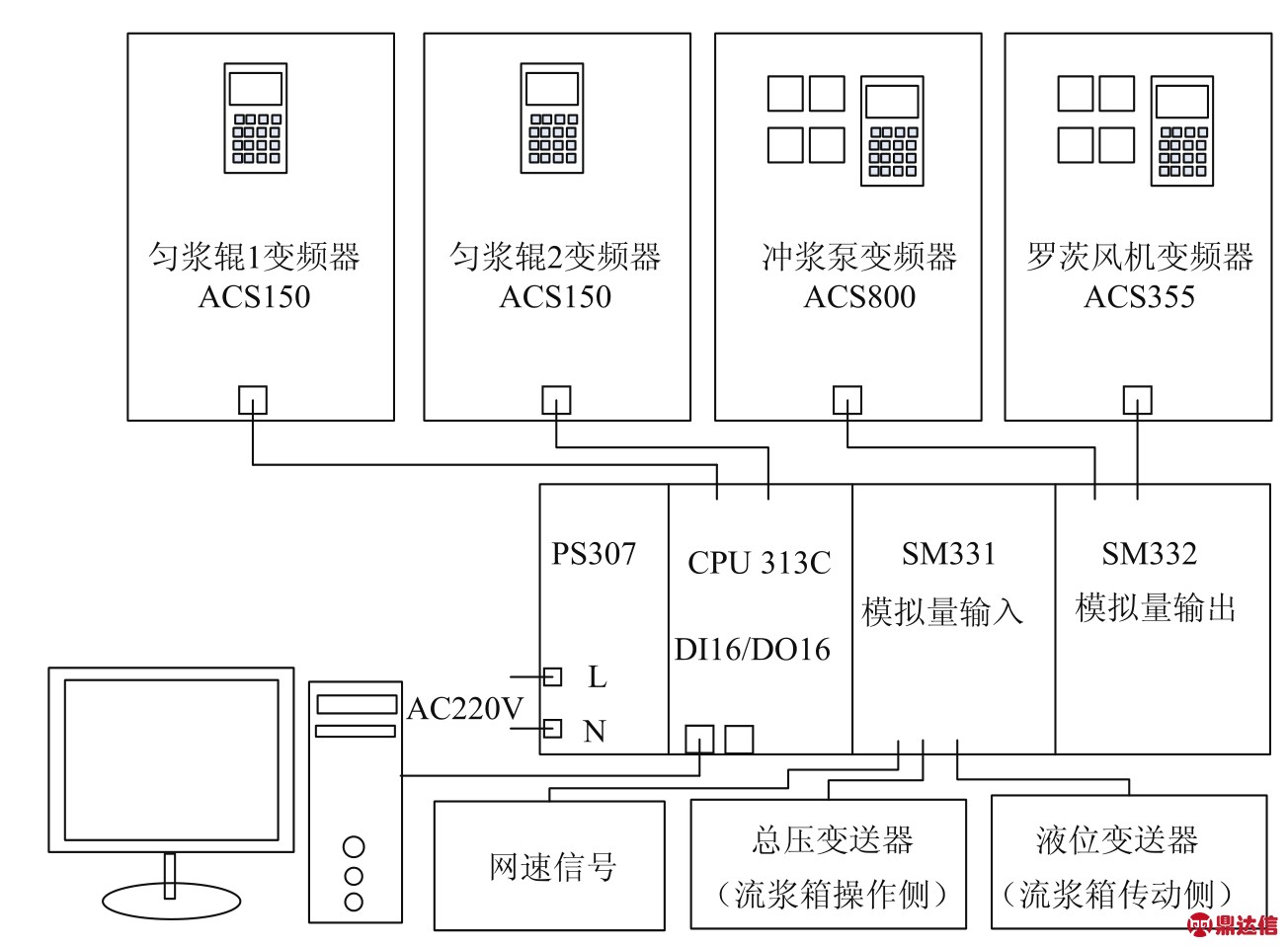
图2 系统硬件总体设计图
总压变送器和纸浆液位变送器将气垫式流浆箱的总压信号和纸浆液位信号进行采集,变换为4~20MA电流信号传送到模拟量输入模块。控制器通过上位机给定总压设定值和纸浆液位设定值,以及系统逻辑控制命令,对总压反馈值和液位反馈值与相应的给定值进行比较,进行模糊自适应整定PID控制计算,将计算结果进行解耦控制输出,输出结果通过模拟量输出模块传送到冲浆泵变频器和罗茨风机变频器,形成闭环控制系统。系统程序控制结构图如图3所示。
气垫式流浆箱的总压控制和纸浆液位控制存在着非线性、参数时变性和模糊不确定性等因素,常规的PID控制不具有在线整定参数的能力,其控制效果不是很理想[2]。如果采用模糊推理的方法实现PID参数在线自适应功能,这不仅保持常规PID控制的特点,而且具有更大的灵活性、适应性和精确性优点。采用模糊自整定PID控制方法,解决了工程中总压不稳定、纸浆液位不稳定的问题,成纸质量合格率得到很好的保证。
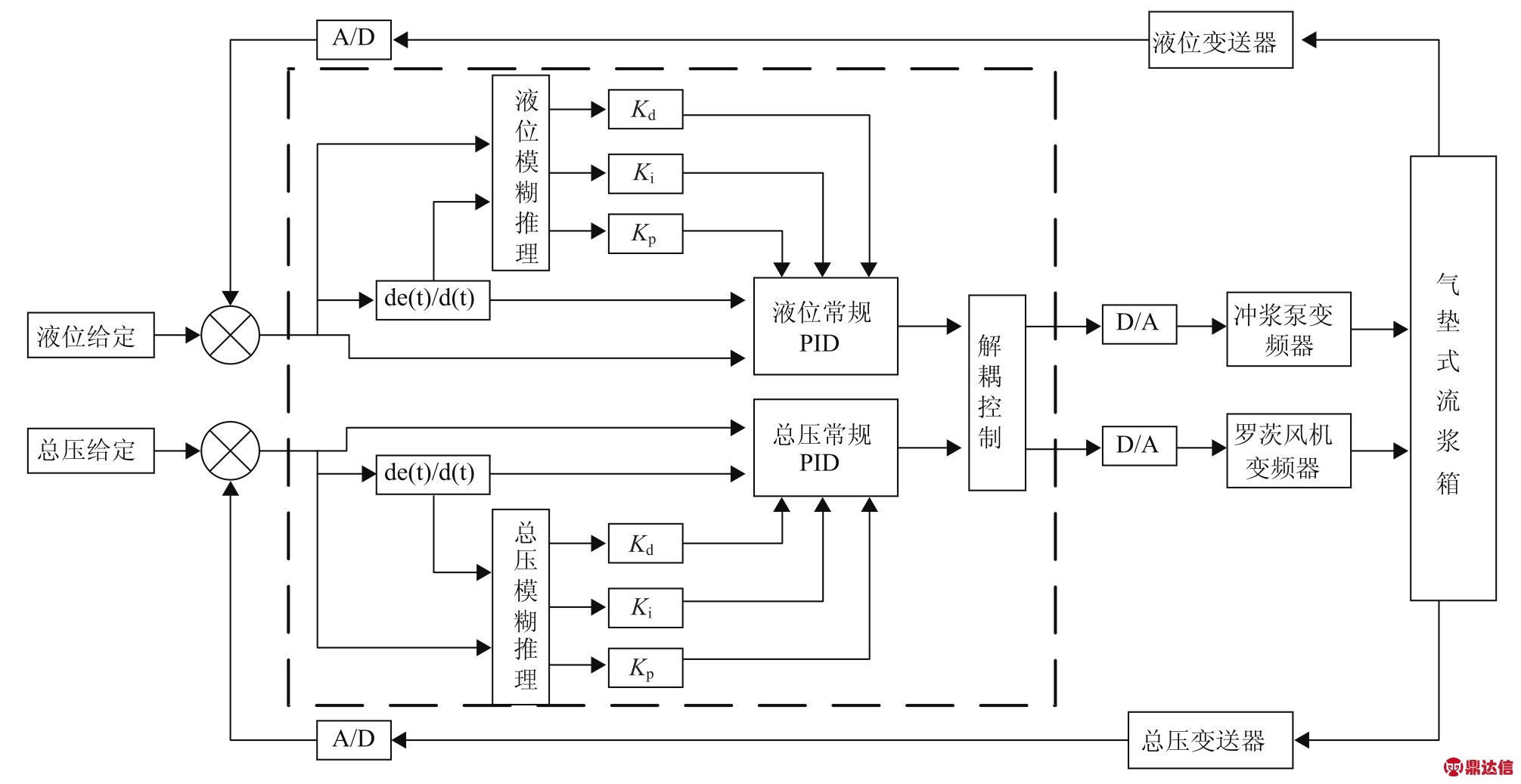
图3 系统程序控制结构图
2 模糊自整定PID控制的应用
用模糊控制规则对总压和纸浆液位PID控制器参数进行在线修改,构成了总压和纸浆液位的模糊自整定PID控制器。模糊自整定PID控制器由模糊控制器和参数可调整PID控制器两部分组成。对模糊控制器的设计成为本系统的关键。由于总压和纸浆液位的模糊自整定PID控制器较为相似,本节重点以总压模糊自整定PID控制器作为分析。在模糊控制器中,首先将总压PID控制器差值e(t)、差值变化率ec(t)进行模糊化处理,然后根据总压PID控制器的三个参数与差值e(t)和差值变化率ec(t)之间的模糊关系进行模糊逻辑决策控制。以差值e(t)和差值变化率ec(t)的模糊值作为模糊控制器的输入量,经过模糊逻辑推理算法得出总压PID控制器的3个参数的模糊值,对这3个参数的模糊值进行去模糊化处理,得到精确的总压PID控制器参数值,进行在线修改。
2.1 模糊化处理
首先将总压差值e(t)、总压差值变化率ec(t)以及总压PID控制器的Δkp、Δki、Δkd模糊论域定义为[-3,3],此论域的模糊子集为NB(负大)、NM(负中)、NS(负小)、ZE(零)、PS(正小)、PM(正中)、PB(正大),模糊子集的隶属函数为三角形,即NB=(-3,-3,-2),NM=(-3,-2,-1),NS=(-2,-1,0),ZE=(-1,0,1),PS=(0,1,2),PM=(1,2,3),PB=(2,3,
3),其隶属度函数如图4所示[2﹣3]。
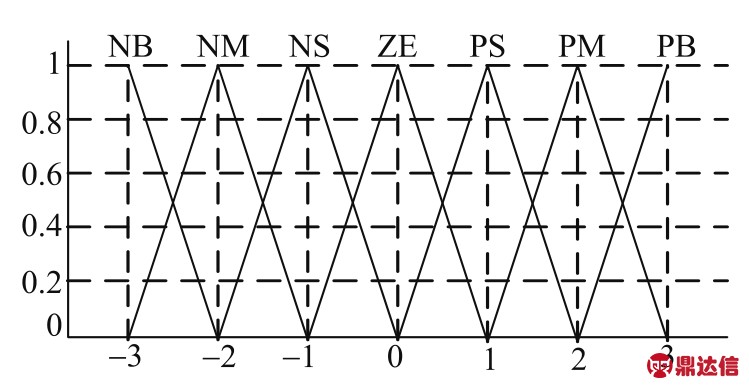
图4 模糊数的隶属度
将总压模拟控制器的输入变量从基本论域转化为相应的模糊论域。设差值的基本论域为[-emax,emax],差值变化率的基本论域为[-ecmax,ecmax],则差值的量化因子ke及差值变化率的量化因子kec分别用公式(5)和公式(6)表示。
将模糊控制算法给出的输出量从模糊论域转化到相应的基本论域。设输出量的基本论域分别是[ΔKpmax,-ΔKpmax]、[ΔKimax,-ΔKimax]、[ΔKdmax,-ΔKdmax],则输出量的比例因子见公式(7)、公式(8)、公式(9)[2]。

2.2 模糊化控制规则的建立
模糊化控制规则设计的依据是现场实际工艺操作的经验,将具体的经验值建立为合适的模糊控制规则表,以总压模糊化控制规则建立为例,当总压差值为负值,并且差值变化率为负值,为了达到控制目的,改变总压PID控制器的调节参数,增大比例参数值,减小积分参数值,适当减小微分参数值,使控制系统总压反馈值快速恢复为总压设定值,并避免系统震荡。根据此经验建立总压模糊化控制规则图见图5~图7。
根据总压ΔKp、ΔKi、ΔKd模糊化控制规则图,在程序中可将此规格图表编写为如下程序:ife=( ),andec=( ),thenΔK=( )。根据这些规格图表,得到输出量的隶属度见公式(10)。
式中,x、y是e(t),ec(t)的条件,z是由规格图表计算出的ΔKp、ΔKi、ΔKd模糊值[3]。
2.3 去模糊化计算处理
去模糊化计算是把经过总压模糊化推理后得到的ΔKp、ΔKi、ΔKd模糊值转化为精确的数值,用以修正总压PID控制器的Kp、Ki、Kd,得到适应当前状态的总压PID控制器参数,并在线修改。根据总压ΔKp、ΔKi、ΔKd的模糊化控制规则图,用公式(11)、公式(12)、公式(13)计算求出总压PID控制器参数的精确值。
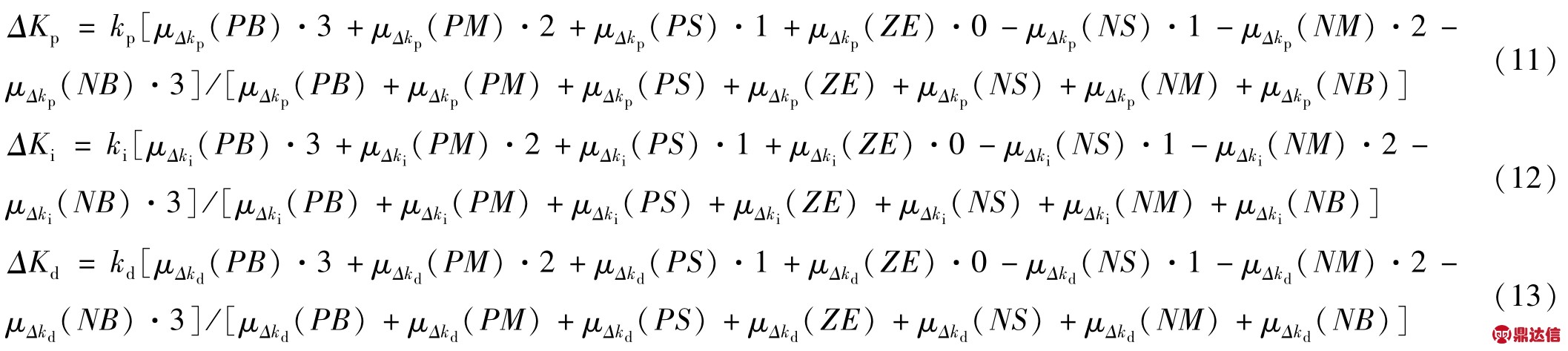
将这些精确值叠加到总压控制器参数的设定值,得出精确控制总压的PID参数[4﹣5]。

3 模糊自整定PID控制在程序中的设计
3.1 程序总体思路设计
根据模糊自整定PID控制原理,本控制系统程序设计思路如下:①对总压、纸浆液位和网速信号的滤波处理、数值转换,并与总压设定值和纸浆液位设定值进行比较,计算各自的差值e(t)和差值变化率ec(t)。②建立模糊控制的规则数据,根据工艺经验设定模糊控制内的具体数值。③根据去模糊化计算公式计算出ΔKp、ΔKi、ΔKd具体数值,并与上位机设定的Kp、Ki、Kd参数值叠加,得到精确的PID参数。④根据可编程控制器自带的PID功能,将PID功能的比例、积分、微分参数设置为变量,此变量根据去模糊化计算的结果赋值,达到精确控制的目的。⑤对PID控制计算结果进行解耦控制[4﹣5]。程序设计框图如图8所示。
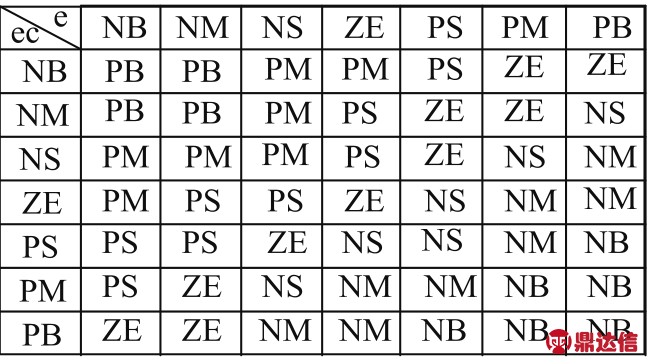
图5 总压ΔKp模糊化控制规则图
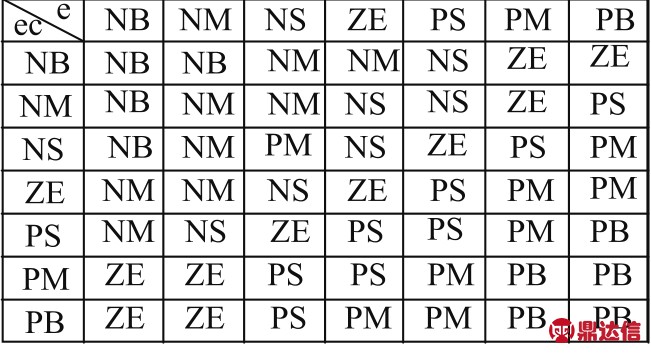
图6 总压ΔKi模糊化控制规则图
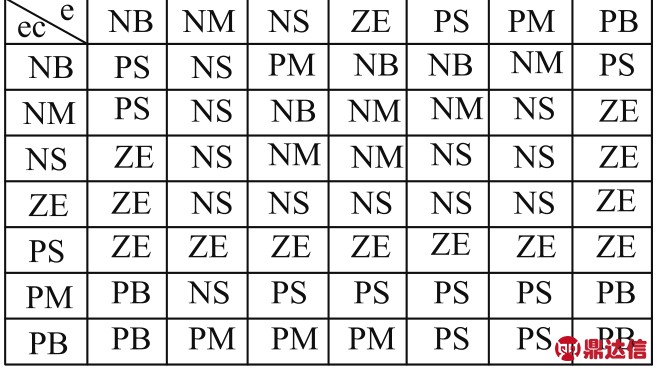
图7 总压ΔKd模糊化控制规则图
3.2 模糊自整定PID程序设计方法
模糊自整定PID程序设计是气垫式流浆箱程序设计的关键部分。以总压为例,根据模糊自整定PID控制原理和程序总体设计思路,建立总压模糊规则数据块DB100,在数据块DB100中根据实际工艺经验创建总压在各种e(t),ec(t)的条件下ΔKp、ΔKi、ΔKd的数据。在功能FC10中编写总压模糊化处理程序,实现ife=( ),andec=( ),thenΔKp=( ),ΔKi=( ),ΔKd=( )的数据选择,也就是说在某种e(t),ec(t)的数值条件满足下,根据模糊化控制规则,以查表方式选择DB100中已经定义设置好的ΔKp、ΔKi、ΔKd数值[6]。根据公式(11)、公式(12)、公式(13)在FC10中编写计算程序进行去模糊化计算处理,得到由模糊量转化精确的ΔKp、ΔKi、ΔKd数值,并将数值传送到总压PID功能块,与上位机设定的Kp、Ki、Kd参数叠加,得到精确的PID参数。通过调准总压PID功能块的Kp、Ki、Kd参数值,达到控制工艺的目的。
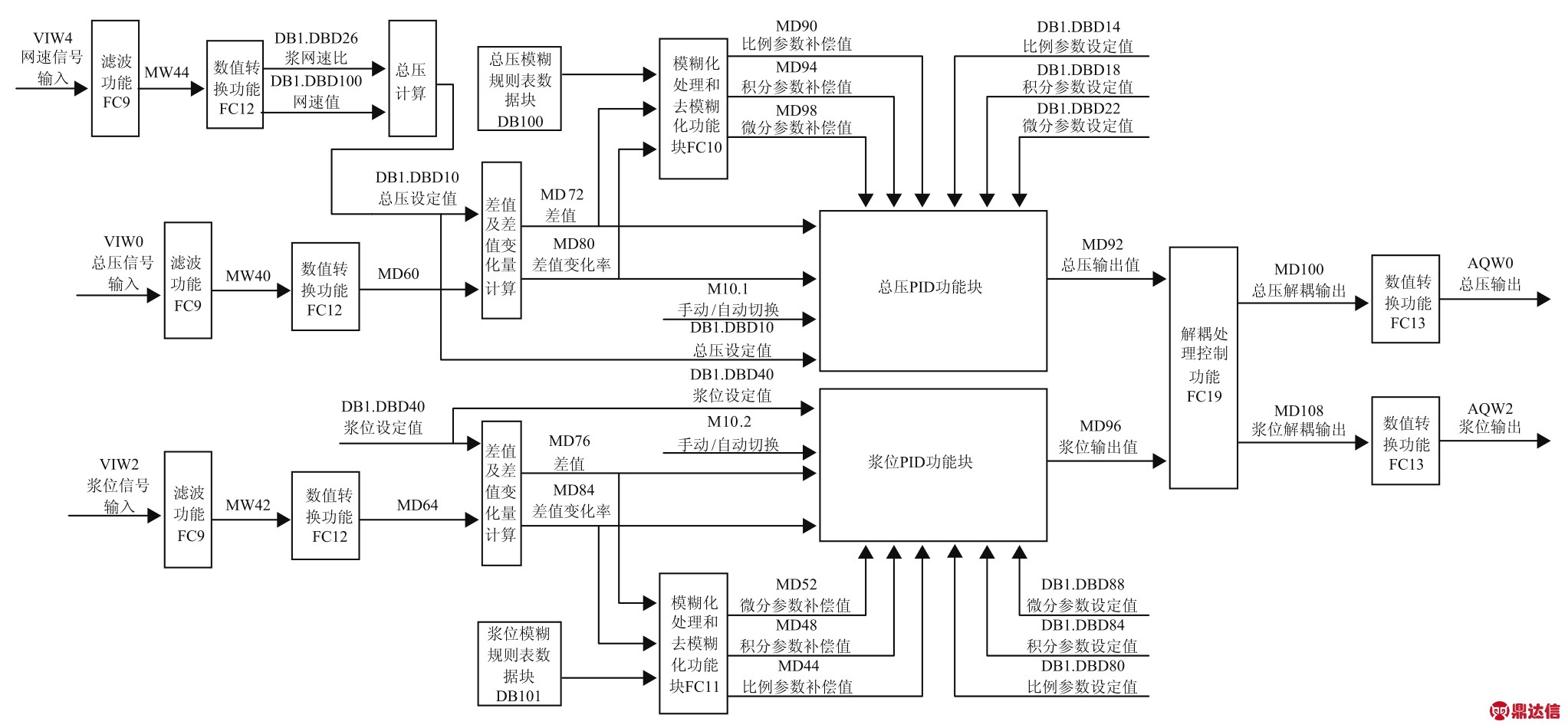
图8 控制系统程序设计框图
4 结 语
气垫式流浆箱的总压控制和纸浆液位控制是控制系统设计的关键,采用模糊自整定PID控制原理,根据现场具体情况,对总压PID控制和纸浆液位PID控制的参数进行精确调整,具有良好的动态性能和静态性能,操作简单,运行可靠,解决了总压波动和纸浆液位波动的问题,达到了精确控制的目的。


