
[摘 要]指出托盘分拣机是分拣系统中的核心设备,其是否稳定、可靠,决定了物流中心整个分拣系统的稳定性和可靠性。托盘分拣机包含了机械、控制两部分,确保这两部分的稳定可靠,就能确保托盘分拣机的稳定可靠。在此基础上,在分拣系统里对托盘分拣机进行冗余配置,可进一步提高分拣系统的可靠性,达到不间断高效运行的目的。
[关键词]托盘分拣机;分拣系统;电动倾翻;直线电机
1 引言
近年来,全球电子商务快速发展,电子商务在经济活动中的地位和作用越发凸显,已经成为全球社会经济发展的关键之一。物流业作为电子商务的重要支撑,其建设速度也在不断加快,如何构建一个稳定、可靠的物流系统,已成为大部分物流工程师所面临的一个共同课题[1]。
2 托盘分拣机的研究与实现
托盘分拣机(Tilt Tray Sorter,简称TTS)是物流系统中的核心设备,主要是用来稳定、高效地分拣非标准化、非规格化的物品,如:旅客行李、邮件、快递货物等。如图1所示,来自货物导入口的货物进入分拣机的托盘,载有货物的托盘运行到预定的卸货滑槽处,托盘自动倾翻,将货物卸载,完成分拣操作。
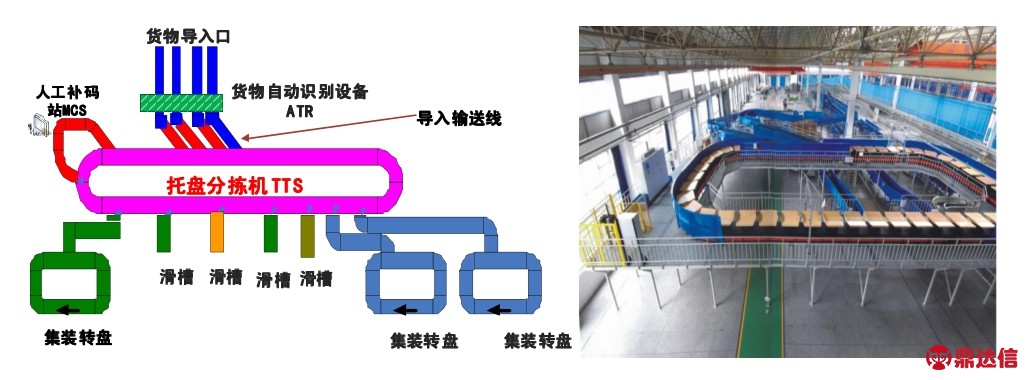
图1 分拣系统布局示意图
在图1中,托盘分拣机作为此分拣系统的核心,其稳定性和可靠性决定了整个分拣系统是否稳定可靠。从功能的角度可将其分为:机械、控制两部分。
2.1 机械部分
托盘分拣机机械部分包含轨道,托架连接组件,直线驱动电机,托盘,电动倾翻机构以及TTS简单部件:盖板、支撑、引导线、分拣滑槽和挡板等,如图2所示。
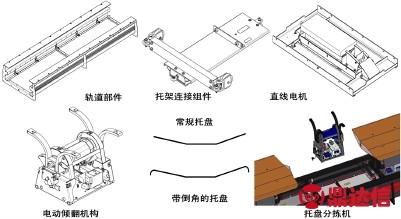
图2 托盘分拣机机械组件
2.1.1 轨道。轨道是轨道部件经螺栓连接组合而成,供托架连接组件和电动倾翻机构运行所使用的连续线路。也是通信子系统RF天线和供电母线所使用的线槽。
为了保证托盘分拣机的稳定可靠,将轨道设计为全封闭轨道,可有效防止货物跌落损坏设备、防止货物的包带导致的分拣机故障、以及防止灰尘/碎屑进入轨道影响设备运行。
在分拣机周围安装有护板,主要作用是当分拣机轨道安装位置较低时,保护操作分拣机的人员不受移动部件的伤害。护板采用重量较轻的挤压塑料制成,每块护板长度约为1 470mm。
轨道上还设有轨道张紧组件,安装在相邻平行的线路支撑处,以尽量减少调整过程中需要移动的轨道数量。轨道张紧部件为装配式钢结构,长度为1 750mm,与标准直线轨道部件相同,但长度可在50mm范围内调整变化。
2.1.2 托架连接组件。托架连接组件是安装电动倾翻机构的底座,将其首尾相连,组成一个输送链,由直线电机驱动沿轨道运行。
托架连接结构为十字形,采用挤压铝材及铸铝部件制成。组件有前后装配连接,前端为球形杆端部轴承,后端为U型夹。主体挤压部件装有钢反应板,其上有直线电机。悬臂的两端有承重轴承及导向轮组件。
2.1.3 直线驱动电机。直线驱动电机的主要功能是驱动托架连接组件、电动倾翻装置、托盘沿轨道运行,具有冗余、高可靠、低噪音等特性。TTS的轨道部件内安装有确定数目的直线电机组件,它们沿轨道线路安装,以便平均分配负荷。典型线路包括主直线电机(装有激光高度传感器),安全挡板及限位开关。
2.1.4 托盘。托盘分拣机采用的带倒角托盘,可以有效消除货物在进出托盘时的卡挂情况,提高对分拣机和货物的保护。
2.1.5 电动倾翻机构。电动倾翻机构装有倾翻电机和控制箱,完成倾翻(分拣)功能。电动倾翻机构设定的倾翻曲线,可以在弯道倾翻。控制箱使用弹性固定件夹紧固定到电动倾翻机构上,电机通过接收控制箱的指令驱动倾翻机构完成相应的倾翻、复位动作。
2.1.6 TTS简单部件。TTS的简单部件包含了:盖板、支撑、轨道下部护板、引导线、分拣滑槽等,主要完成支撑、封闭、连接TTS各部件间的功能。
2.2 控制部分
2.2.1 控制系统结构。托盘分拣机控制系统结构如图3所示。主控PLC选用Siemens S7-400,具有通讯速率高,可靠稳定、维修方便等特性,主要作用是:
·从高端控制系统接收运行参数。
·控制导入输送机。
·与倾翻机构通信。
·管理外型检测站。
·分拣机节能控制。
·分拣机双速控制。
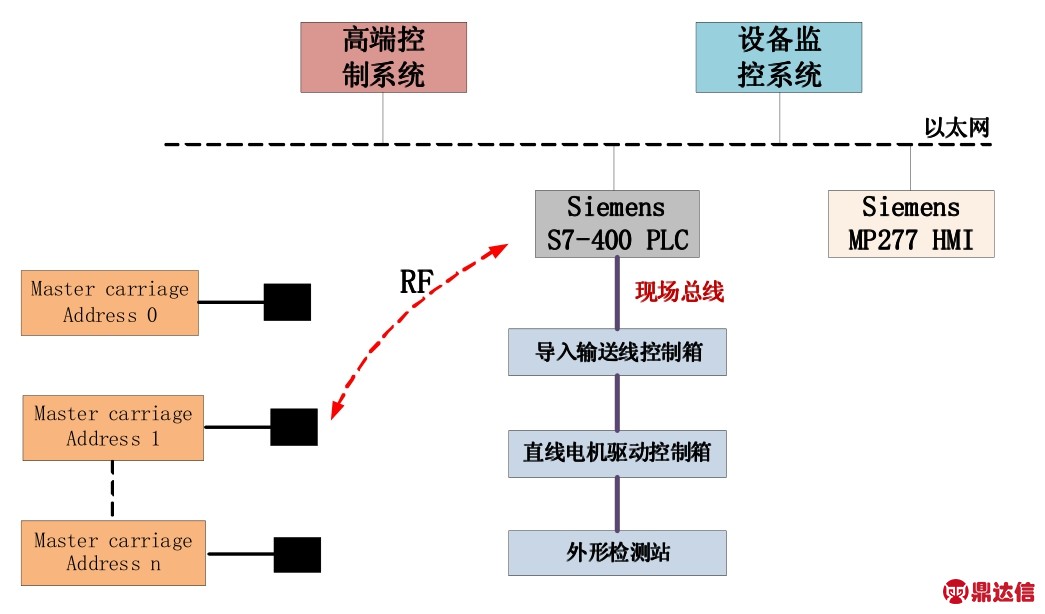
图3 托盘分拣机控制结构图
2.2.2 分拣机运行参数。可以通过高端控制系统和设
备监控系统设定分拣运行参数,并下载到主控PLC(S7-400)的控制程序中。控制参数如下:
(1)再循环圈数最大值。若因为滑槽不可用,货物无法导入其目的地滑槽,货物将仍在分拣机上继续运行。在首次尝试导入滑槽不成功后,控制系统仍将控制货物进行新的倾翻尝试。若货物在绕着分拣机循环完设定的最多循环圈数后,滑槽仍然不可用,货物将被导入弃包滑槽。
(2)设置弃包滑槽。当货物的目的地滑槽不可用,或不提供服务,或者货物已经沿分拣机绕圈达到其允许的最大圈数时,货物将被导入弃包滑槽。到达弃包滑槽的货物将有专人负责处理。注意,分拣机上的未知货物(自动识别设备识别不了的货物)将被发往人工补码站MCS而不是弃包滑槽。
(3)直线电机控制。可以通过高端控制系统打开或者关闭直线电机。
(4)追踪单元切换。每台分拣机有2个追踪单元。若其中一个追踪单元故障,可以通过高端控制系统/设备监控系统切换到另一台追踪单元。
(5)不提供服务模式。为了使系统正常运作,分拣机必须要能够正确分拣货物。若因为任何原因,托盘分拣机不能正确的分拣货物,应该将此分拣机切换到不提供服务模式。这样的话,货物在进入导入线之前会被分拣到提供服务的分拣机上。
2.2.3 导入输送线控制。货物通过导入输送线进入托盘分拣机,导入输送线如图1所示。系统可根据应用场合选择30°或45°导入角度,导入方式分为:动态导入和非动态导入,其中“非动态”导入线适用于低流量应用场合,“动态”导入线适用于连续高流量应用场合。
“非动态”模式下,货物通常会在导入线上的已知位置短暂停顿,当与空的托盘分配成功后,导入线再次启动并加速到所需的速度后将货物平滑地送上托盘。“动态导入”是在货物输送过程中,根据分配的托盘位置和分拣机运行速度,自动对货物的输送过程进行加速或减速,使得在货物无停顿地、平滑地送上托盘,这种模式可以提供更高的导入能力。
在导入线的最末端一台输送机为同步输送机,在同步输送机上使用“再同步技术”控制,该技术适用于“非动态”和“动态”导入模式,为输送状态不稳定而在导入线上被检测出位置偏移的货物,采取停顿、反转到已知位置,并换以低加速度和更加可控的消除货物滑移的加速方式将货物导入到重新分配的托盘上。
“再同步技术”的主要特点如下:
避免导入线停机,提供更高的导入能力。
更高质量的货物导入和更精准的货物位置控制。
大大降低维护人工和成本。
2.2.4 与电动倾翻机构通讯。倾翻机构控制箱内Master carriage通过射频(RF)通信接受主控PLC的指令,并决定倾翻位置。控制箱内安装有反相器和传感器,可控制电机倾翻托盘,将货物正确分拣至目的地。
2.2.5 外检站管理。外检站管理主要有两个作用,第一是防止分拣机移位或者不正确位置的货物造成托盘分拣机损坏;第二是提供与分拣机追踪窗口的接口,在此处记录货物托盘状态、货物数据、再循环圈数等。
2.2.6 货物跟踪。当货物进入导入输送线,控制系统开始跟踪货物,并与自动识别设备通讯获取该货物的唯一标示;货物经导入输送线进入托盘后,控制系统使用此货物的唯一标示向高端控制系统查询该货物对应的滑槽编号。高端控制系统收到查询请求,结合配置情况、资源分配情况综合分析给出该货物有效的目标滑槽,并回传给控制系统。控制系统以该滑槽作为货物的目的地,输送该件货物到指定的滑槽处,完成货物分拣。
2.2.7 节能。若导入输送线检测到超过预设时间(通常为5min)没有货物通过时,则会自动进入节能模式。当节能条件满足时,导入输送线的所有输送机将同时停止运行。
除了导入输送机,托盘分拣机也具有节能功能。当检测到超过预设时间没有货物时,分拣机将断电,并经过一段滑行距离后停止。如果在节能过程中,又有货物到达导入线,只有在分拣机完全停止后,才能够重新启动。主控PLC发送节能模式唤醒信号,接到节能模式唤醒信号后,导入线和分拣机将自动重启。
2.2.8 双速运行控制。托盘分拣机设计为双速运行,通常速度为1.4m/s和1.9m/s(最大2.1m/s),通过检测导入线货物流量自动进行速度切换,这种在高峰时段高速运行,正常时段低速运行的功能设计,可以有效降低设备
磨耗约20%,减少能源消耗约25%,提高设备寿命。
假设分拣机每天运行20h,在分拣机高低速分别运行在1.9m/s和1.4m/s的情况下,若分拣机全天运行在高速情况下,一年运转的距离=1.9×3 600×20×365= 49 932km,若每天有20%时间在高速下运行,一年运转的距离=1.9×3 600×20×365×20%+1.4×3 600×20× 365×80%=39 420km,两者相差10 512km。
2.3 托盘分拣机的冗余配置
托盘分拣机系统一般包含两套托盘分拣机,一个位于内圈,一个位于外圈,内圈托盘分拣机与外圈托盘分拣机互为备份。当内圈托盘分拣机出现故障时,货物通过垂直分流器进行选择,全部走垂直分流器的下侧通道,进入外圈托盘分拣机并完成货物自动分拣。如图4所示。
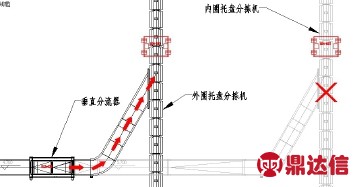
图4 内圈托盘分拣机出现故障时货物使用外圈托盘分拣机分拣
同理,当外圈托盘分拣机出现故障时,货物通过垂直分流器进行选择,全部走垂直分流器的上侧通道,进入内圈托盘分拣机并完成货物自动分拣。
分拣系统使用人工分拣转盘为托盘分拣系统备份。当TTS系统出现故障,或高端控制系统宕机,货物无法进行自动分拣时,货物通过垂直分流器进行选择,进入对应的直通人工分拣转盘。如图5所示。
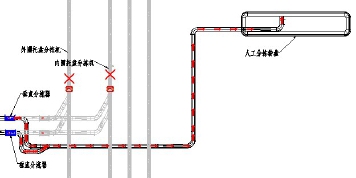
图5 TTS系统故障时采用人工分拣转盘分拣时的货物输送流程
3 结束语
通过上面的分析可以看出:通过合理的机械设计、优化的程序控制并辅于冗余的系统设置,使得整个分拣系统能稳定、可靠的进行货物分拣。托盘分拣机在物流中心的运用,也加速了传统物流中心向节能环保型物流中心的转变,助力我国的电子商务更上一个台阶。


